

TORLON - Solvay Plastics
TORLON - Solvay Plastics
TORLON - Solvay Plastics

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Temperung von <strong>TORLON</strong>-Teilen<br />
<strong>TORLON</strong>-Teile müssen getempert werden. Optimale<br />
Eigenschaften, insbesondere Chemikalien- und<br />
Verschleißbeständigkeit, werden nur durch eine gründliche<br />
Temperung erzielt. Die besten Ergebnisse erhält man, wenn<br />
<strong>TORLON</strong>-Teile in einem Zyklus von ansteigenden Temperaturen<br />
getempert werden. Die Parameter des Temperzyklus sind eine<br />
Funktion von Größe und Geometrie des jeweiligen Teils.<br />
Konstruktionsrichtlinien für<br />
<strong>TORLON</strong>-Teile<br />
<strong>TORLON</strong>-Polyamidimid kann mit einem weiten Spektrum von<br />
Verarbeitungsoptionen im Spritzgussverfahren unter Darstellung<br />
kleinster Designmerkmale verarbeitet werden. Der Konstrukteur<br />
kann somit nicht nur ein Material mit außergewöhnlichen<br />
Leistungsmerkmalen, sondern auch ein Material, das ihm einen<br />
großen Spielraum im Design lässt, auswählen.<br />
Die folgenden Abschnitte enthalten Richtlinien zur Teilkonstruktion<br />
mit <strong>TORLON</strong>-Polyamidimid.<br />
Wandstärke<br />
Die Wandstärke des Teils sollte, sofern möglich, immer innerhalb<br />
der Anwendungsvorgaben minimal gehalten werden, um die<br />
Zykluszeiten zu verkürzen und Material einzusparen. Wenn<br />
Wandstärken von über 13 mm geformt werden müssen, können<br />
Kern- bzw. Rippenstrukturen eingearbeitet oder spezielle<br />
<strong>TORLON</strong>-Werkstoffe verwendet werden.<br />
Bei kleinen Teilen, die aus <strong>TORLON</strong>-Werkstoffen hergestellt<br />
werden, betragen die Wandstärken zwischen 0,8–13 mm. Mit<br />
glasfaserverstärkten bzw. Gleit-Reibwerkstoffen sind jedoch<br />
auch Wandstärken von bis zu 16 mm möglich.<br />
<strong>TORLON</strong>-Polyamidimid verfügt über eine relativ hohe<br />
Schmelzeviskosität, wodurch der Fließweg für eine gegebene<br />
Wandstärke beschränkt wird. Mit hydraulischen Akkumulatoren<br />
und einer exakten Prozesssteuerung können jedoch trotz dieser<br />
Einschränkung gute Ergebnisse erzielt werden. Zahlreiche<br />
Faktoren, wie z. B. Teilgeometrie, Fließrichtung und<br />
Fließwegänderungen erschweren es, das Verhältnis zwischen<br />
Fließlänge und Wandstärken von weniger als 1,3 mm festzulegen.<br />
Es wird empfohlen, dass Sie sich in diesem Fall für die<br />
Teilekonstruktion an den für Sie zuständigen Vertriebsmitarbeiter<br />
von <strong>Solvay</strong> Advanced Polymers wenden.<br />
Wandstärkenübergänge<br />
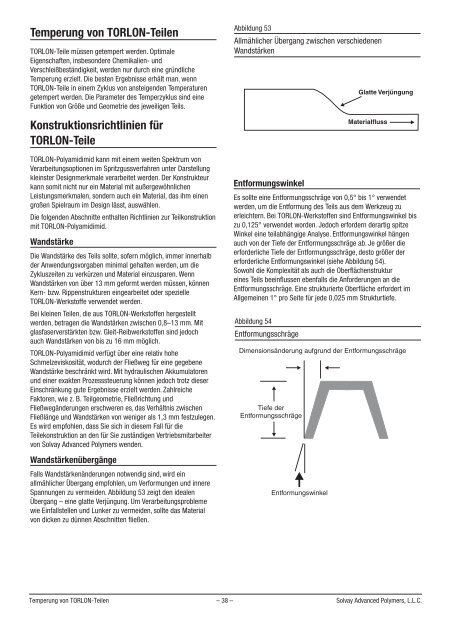
Falls Wandstärkenänderungen notwendig sind, wird ein<br />
allmählicher Übergang empfohlen, um Verformungen und innere<br />
Spannungen zu vermeiden. Abbildung 53 zeigt den idealen<br />
Übergang – eine glatte Verjüngung. Um Verarbeitungsprobleme<br />
wie Einfallstellen und Lunker zu vermeiden, sollte das Material<br />
von dicken zu dünnen Abschnitten fließen.<br />
Abbildung 53<br />
Allmählicher Übergang zwischen verschiedenen<br />
Wandstärken<br />
Entformungswinkel<br />
Glatte Verjüngung<br />
Materialfluss<br />
Es sollte eine Entformungsschräge von 0,5° bis 1° verwendet<br />
werden, um die Entformung des Teils aus dem Werkzeug zu<br />
erleichtern. Bei <strong>TORLON</strong>-Werkstoffen sind Entformungswinkel bis<br />
zu 0,125° verwendet worden. Jedoch erfordern derartig spitze<br />
Winkel eine teilabhängige Analyse. Entformungswinkel hängen<br />
auch von der Tiefe der Entformungsschräge ab. Je größer die<br />
erforderliche Tiefe der Entformungsschräge, desto größer der<br />
erforderliche Entformungswinkel (siehe Abbildung 54).<br />
Sowohl die Komplexität als auch die Oberflächenstruktur<br />
eines Teils beeinflussen ebenfalls die Anforderungen an die<br />
Entformungsschräge. Eine strukturierte Oberfläche erfordert im<br />
Allgemeinen 1° pro Seite für jede 0,025 mm Strukturtiefe.<br />
Abbildung 54<br />
Entformungsschräge<br />
Dimensionsänderung aufgrund der Entformungsschräge<br />
Tiefe der<br />
Entformungsschräge<br />
Entformungswinkel<br />
Temperung von <strong>TORLON</strong>-Teilen – 38 – <strong>Solvay</strong> Advanced Polymers, L.L.C.














