MULTISPOT M80 / Bedienungsanleitung - ELEKTRON Bremen
MULTISPOT M80 / Bedienungsanleitung - ELEKTRON Bremen
MULTISPOT M80 / Bedienungsanleitung - ELEKTRON Bremen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Made in Germanv<br />
<strong>Bedienungsanleitung</strong><br />
MULTISPOI<br />
<strong>M80</strong><br />
<strong>ELEKTRON</strong>-BREMEN<br />
GmbH . Postfach<br />
10 59 60 . D-28059<br />
<strong>Bremen</strong><br />
. Telefon<br />
(042i) 54 90 6-0 . Fax:5490<br />
6-19
lnhaltsverzeichnis Seite<br />
1.0<br />
2.0<br />
3.0<br />
3.1<br />
3.2<br />
3.3<br />
3.4<br />
3.5<br />
4.0<br />
5.0<br />
6.0<br />
6.1<br />
6.2<br />
6.3<br />
7.0<br />
7.1<br />
7.2<br />
7.3<br />
7.4<br />
7.5<br />
7.6<br />
7.7<br />
7.8<br />
8.0<br />
9.0<br />
10.0<br />
1 1.0<br />
11.1<br />
11.2<br />
11.3<br />
11.4<br />
1 1.5<br />
Warnhinweise - Symbolerklärung<br />
Gerätebeschreibung und Übersicht . . .<br />
Erste lnbetriebnahme<br />
Zusammenbau NetzgeräVFahrgestell . .<br />
Pressluftanschluss . . .<br />
Netzanschluss<br />
Prüfung Netzspannungseinbruch<br />
Störungsanzeige<br />
Einsatzbereich<br />
Technische Daten<br />
Arbeiten mit der Punktzange<br />
Vorbereitung der Schweißstelle<br />
Punkten mit der Punktzange<br />
Pulsschweißen<br />
Arbeiten mitder<br />
Schweißpistole<br />
Stoßpunkten<br />
Ausbeulen mit der U-Scheibe<br />
Ausbeulen mit Schnellausbeulhammer SAH<br />
Beulen stauchen<br />
Bleche schrumpfen<br />
Gewindebolzen anschweißen .<br />
T-Stifte anschweißen<br />
Blechteile fixieren (Klebetechnik)<br />
Arbeiten mit der Punktzange QUICKSPOT<br />
Arbeiten mit dem AIRPULLER.<br />
Praxistipps . . .<br />
Anhang/Eigentest und Fehlerdiagnose<br />
Eigentest<br />
Überprüfung LED-Anzeigen und Magnetventile<br />
Test der Netzversorgung und Fehlerdiagnose<br />
Werkzeugwahl manuell<br />
Störung des Bedienfeldes<br />
1<br />
3<br />
5<br />
5<br />
5<br />
o<br />
o<br />
7<br />
8<br />
o<br />
11<br />
11<br />
13<br />
15<br />
17<br />
19<br />
21<br />
23<br />
25<br />
25<br />
27<br />
29<br />
31<br />
31<br />
32<br />
32<br />
33<br />
33<br />
33<br />
33<br />
35<br />
JC
1.0 Warnhinweise - Symbolerklärung<br />
Achtung!<br />
Zum Betrieb von widerstandsschweißeinrichtungen sind die unfallverhütungsvorschrift<br />
BGV 811 (Elektromagnetische Felder) und die<br />
BG-Regeln BGR 811 zu beachten.<br />
Netzgerät und Zuleitungen der Schweißpistole und der Punktzange<br />
erzeugen während des Betriebes ein starkes elektromagnetisches<br />
Feld. Elektromagnetische Felder können Reizungen von<br />
sinnesorganen, Nerven- und Muskelzellen sowie Fehlfunktionen an<br />
Körperhilfsmitteln (Hörgeräte, Herzschrittmacher etc.) und an<br />
elektronischen Geräten und Datenspeichern hervorrufen.<br />
Zur Vermeidung dieser Effekte schweißkabel nicht direkt am Körper<br />
führen. Ein Sicherheitsabstand zum Kabel von 15 cm ist anzuraten.<br />
Achtung! Gefahr!<br />
Bei Nichtbeachtung besteht Verletzungsgefahr!<br />
Hinweise beachten!<br />
Nur dann erzielen Sie einwandfreie Arbeitsergebnisse.<br />
Arbeiten am Netzgerät dürfen nur vom ausgebildeten Elektro-<br />
Fachmann ausgeführt werden.<br />
Schutzbrille und Schutzhandschuhe tragen!
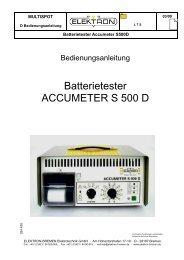
AB<br />
CD<br />
EF<br />
GH<br />
Werkzeug<br />
1<br />
2<br />
3<br />
4<br />
5<br />
Tasten Werkzeugwahl (manuell) s. Anhang<br />
Tästen Funktionenwahl Pistole<br />
Tasten Blechdicke wählen<br />
Tästen Feinabstimmuno Zeit +/-<br />
Zangen pulsschweißen<br />
Zangen punktschweißen<br />
Pistole<br />
QUICKSPOT<br />
AIRPULLER<br />
,.ro)<br />
;*<br />
'ii) '/<br />
Arbeiten mit Pistole<br />
6 Stoßpunkten<br />
7 Bolzenschweißen<br />
8 Ausbeulen mit U-Scheibe,<br />
T-Stifte, Doppern<br />
o Schnellausbeulhammer<br />
10 Glühen/Schrumpfen<br />
11 Wähler für Blechdicke<br />
12 Feinabstimmung +/-<br />
13 Netzsteckersymbol mit LEDPrüfung<br />
Netzspannungseinbruch (15, 16, 17)<br />
14 LED Störung<br />
-2-<br />
is)<br />
P'<br />
o<br />
o<br />
of z,6mmo<br />
o + r,6mm o<br />
o + o lPmn<br />
616 0ö G<br />
MULTISPOI
2.A Gerätebeschreibung und Ubersicht<br />
Das Widerstandsschweißgerät <strong>MULTISPOT</strong> <strong>M80</strong> ist für den speziellen<br />
Bedarf der Karosserie-lnstandsetzung ausgelegt.<br />
Die Stromquelle wird durch einen Mikroprozessor gesteuert. Nach Wahl<br />
der Betriebsart und der Blechdicke werden der Strom und die Schweißzeit<br />
automatisch zugeordnet und ggf.- wenn notwendig und sinnvoll -<br />
passend nachgeregelt.<br />
Bei zu geringem Schweißstrom ertönt ein Warnton.<br />
Weitere Funktionen:<br />
Automatische Werkzeugerken nung<br />
I ntegrierter N etzprüfer e rken nt N etzu nte rspannu n g<br />
Stromanstieg, Schweißen, Stromerkennung und Nachpressen<br />
automatisch<br />
Übersichtliche Bedienung über Folientastatur<br />
Thermofühlergesteuerte Luftkühlung für Punktzange und Pistole<br />
Zentralanschluss für Schweißstrom, Druckluft, Kühlung und<br />
Steuerleitung<br />
Geschlossenes Fach für Zubehör im Netzgerät<br />
Stabiles Fahrgestell mit Ablagewanne für Werkzeug und Zubehör<br />
und Elektrodenarme<br />
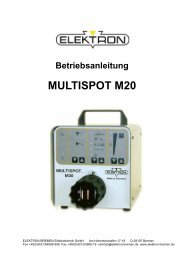
60 Zangenhalter<br />
* *<br />
in Verbindung mit punktzange<br />
6'l Kabelhalter<br />
62 Rahmen Fahrgestell<br />
63 Zentralanschluss<br />
64 Balancer **<br />
65 Filterdruckminderer<br />
66 Netzschalter<br />
67 Servicebcx<br />
68 Netzgerät<br />
69 SchraubenBxl6<br />
70 SchraubenBxl6<br />
71 Bodenwanne<br />
72 Bockrolle<br />
73 Lenkrolle<br />
74 Aufnahme für Ausziehwerkzeug + SAH<br />
75 Aufnahme für Elektrodenarme<br />
76 Bef.-Schrauben<br />
77 Elektronik / Bedienfeld<br />
-3-<br />
** Sonderzubehör<br />
(Art.-Nr.<br />
siehe Zubehörliste)
+ l r<br />
+ ql +<br />
q l<br />
,.@)<br />
,,\<br />
----pJ)<br />
-'@<br />
-4-<br />
,"<br />
.,.<br />
.tt"<br />
-@)<br />
fs'<br />
.'t no)<br />
--=''<br />
-'/ -'/<br />
--tto''<br />
-
3.0 Erste Inbetriebnahme<br />
3.1 Zusammenbau NetzgeräUFahrgestell<br />
Rahmen (62) an Bodenwanne mit Schrauben (70) anschrauben.<br />
Netzgerät (68) auf Rahmen aufsetzen und mit Schrauben (76)<br />
festschrauben.<br />
Zangenhalter* (60), Kabelhalter (61), Balancer". (64) an Rahmen<br />
festschrauben<br />
(* = in Verbindung mit Punktzange,<br />
**=<br />
Sonderzubehör, Artikel-Nummern siehe Zubehörliste).<br />
3.2 Druckluftanschluss<br />
€-<br />
Für den Betrieb des <strong>MULTISPOT</strong> <strong>M80</strong> in Verbindung mit der Punktzange<br />
ist der Anschluss an ein Druckluftnetz erforderlich!<br />
Der Anschluss mit einstellbarem Filterdruckminderer (65) befindet sich an<br />
der Rückseite des Netzgerätes (68). Der Arbeitsdruck beträgt I bar!<br />
Zu geringer Luftdruck vermindert den Elektrodenandruck und führt<br />
zu verstärktem Elektrodenverschleiß. Zu hoher Luftdruck kann zu<br />
schlechten Schweißqualitäten und zu Beschädigungen an der<br />
Punktzange führen.<br />
Bei der Montage eines anderen<br />
Druckluftanschlusses ist darauf zu<br />
achten, dass das Gewinde nicht tiefer<br />
als B mm in den Fiiterdruckminderer<br />
(65) eingeschraubt,"^;ird, da andernfalls<br />
die Luftzufuhr unterbrochen wird.<br />
Die Abdichtung ist mit Loctite durchzuführen.<br />
-5-
3.3 Netzanschluss<br />
Bei 400 V (380-415V) 50/60 Hz (Umschaltung automatisch)<br />
Anschluss an 32 A Steckdose<br />
Absicherung: Schmelzsicherungenträge,32135Ampere<br />
oder<br />
K-Automaten 32 Ampere<br />
Bei 230 V (190-240 V) 50/60 Hz (Umschaltung automatisch)<br />
Anschluss an 63 A Cekon-Steckdose<br />
Absicherung: Schmelzsicherungen träge,63 Ampere<br />
oder<br />
K-Automaten 63 A<br />
3.4 Prüfung des Netzspannungseinbruches während des<br />
Schweißens<br />
Um die volle Leistung des <strong>MULTISPOT</strong> <strong>M80</strong> ausnutzen zu können, sollte<br />
der Netzspannungseinbruch während des Schweißens möglichst gering<br />
sein. Die genaue Prüfung ist auf der S. 35 Kapitel 1 1.3 beschrieben:<br />
Aussage über Netzeinbruch während des Schweißens<br />
Anzeige mittels 3 LEDs (15, 1 6, 17) unter dem Steckersymbol<br />
grün = Netz i. O.<br />
grün/gelb = Netzeinbruch noch im Toleranzbereich,<br />
nur gelb = erheblicher Netzeinbruch,<br />
Schweißleistung vermindert<br />
Ggf. Netzzuleitung, Verlängerungskabel usw. überprüfen bzw. dickere<br />
Kabel verwenden.<br />
Rot und = Starker Netzspannungseinbruch<br />
Warnton mit starken Leistungseinbussen. Schweißen nicht<br />
mehr möglich. Schweißstrom zu gering.<br />
Ggf. Netzzuleitung, Verlängerungskabel usw. überprüfen bzw. dickere<br />
Kabel verwenden.<br />
Die Anzeige springt nach 2 Sek. automatisch zuruck auf grün.<br />
Ein evtl. Netzspannungseinbruch wird nach jeder Schweißung für<br />
2 Sek. angezeigt.<br />
-6-
3.5 Störungsanzeige<br />
Die rote LED (14) zeigt eine<br />
thermische Überlastung der<br />
Pu n ktzan ge/Pu n ktpistol e<br />
an.Während des Aufleuchtens<br />
der LED (14) kann mit dem<br />
angeschlossenen Werkzeu g<br />
n icht weitergearbeitet werden.<br />
Nach Verlöschen der LED (14)<br />
ist das Gerät wieder betriebsbereit.<br />
-7<br />
o lb-JUL<br />
o ILo<br />
?<br />
oc<<br />
o F<br />
ger<br />
Y(<br />
, uta<br />
17< ,<br />
:-|]P<br />
210 v<br />
400 v<br />
4'15 V<br />
oIl<br />
o 2.44<br />
o @.EJl.<br />
V L<br />
ga<br />
W ffi<br />
I Tlmr<br />
6lA<br />
l5A<br />
15A<br />
o f ao-t<br />
"f+o*<br />
?l<br />
ofaom<br />
o+1,6m<br />
of r,zm<br />
gE g<br />
MULTISPOf,<br />
4x10<br />
4xb<br />
4x6
4,0 Einsatzbereich<br />
Schweißleistung:<br />
Pressluftdruck 8 bar<br />
Elektrodenarm 120 mm<br />
Programmschalter<br />
Funktion:<br />
Pulsschweißen mit<br />
Pun ktzange pneumatisch<br />
Punkten mit Punktzange<br />
pneumatisch<br />
Punkten mit<br />
QUICKSPOT<br />
Stoßpunkten<br />
Einstellungen für die nachfolgenden Funktionen:<br />
z. B, bei Blechdicke 0,8 mm - Bereich 1,6 mm<br />
= 2 x 0,8 mm wählen.<br />
Ausbeulen mit<br />
U-Scheibe<br />
Airpuller<br />
Ausbeulen mit Schnellausbeulhammer<br />
Schrumpfen<br />
Bolzen schweißen<br />
Material<br />
Stahlblech<br />
Stahlblech<br />
verzinkt<br />
Stahlblech<br />
Stahlblech<br />
Stahlblech<br />
Stahlblech<br />
Stahlblech<br />
Stahlblech<br />
Stahlbolz en O<br />
auf Stahlblech<br />
-8-<br />
Blechdicken<br />
max.<br />
in mm<br />
3,0 + 3,0<br />
2,0 + 2,0<br />
1,5 + 1,5<br />
1,0 + 1,0<br />
1,25 + 1,25<br />
1,2<br />
1,0<br />
0,8<br />
0,6 - 1,0<br />
4-6mm<br />
2,0 mm
5.0 Technische Daten<br />
Netzgerät<br />
Netzanschl ussspannun g<br />
Netzabsicherung träge<br />
Netzfrequenz<br />
Netzanschlussleitung<br />
Schweißleistung max.<br />
Leerlaufspannung<br />
Schweißstrom<br />
Schweißzeit**<br />
Schweißzeit Pulsschw.**<br />
Umgebungstemperatur<br />
Schutzart<br />
Maße H/B/T mm<br />
Gewicht Netzgerät<br />
Netzgerät im Fahrgestell<br />
Maße H/B/T mm<br />
Gesamtgewicht inkl. Zubehör<br />
Punktzan ge (pneumatisch)<br />
Gewicht (ohne Kabel)<br />
Gewicht (mit Kabel)<br />
Betriebsdruck<br />
Elektrodenarme<br />
Elektrodenandruck<br />
Schweißkabel Al Länge<br />
Stoßpunkter<br />
Schweißkabel Al Länge<br />
Massekabel Ol Länge<br />
Gewicht<br />
Elektroden Z<br />
400 v (380-415 V)<br />
32135 A-<br />
50/60 Hz<br />
14,7 kVA<br />
45 KVA<br />
12V<br />
6400 A 3% ED<br />
0,03 - 0,9 s<br />
autom. Regelung<br />
0,1 - 1,5 s<br />
autom. Regelung<br />
40" c<br />
lP21<br />
37512651535<br />
54,5 kg<br />
10201s171600<br />
ca.97,1 kg<br />
3,5 kg<br />
1 1,5 kg<br />
B bar<br />
20x20 mm tr<br />
lBOO N<br />
12A mm2 I 2,5 m<br />
120 mm2 | 2,2 m<br />
120mmzl1,5m<br />
6,15 kg<br />
10 mm<br />
*<br />
Betrieb an kleinerer Sicherung mit reduzierter Leistung möglich.<br />
*"<br />
+ automatische Nachregelung<br />
-9-<br />
230 V (190-240 V)<br />
63 A-<br />
50/60 Hz<br />
14,7 kVA<br />
45 KVA<br />
12V<br />
6400 A 3% ED<br />
0,03 - 0,9 s<br />
autom. Regelung<br />
0,1 - 1,5 s<br />
autom. Regelung<br />
40" c<br />
tP21<br />
37512651535<br />
54,5 kg<br />
1020t517<br />
t600<br />
ca. 97,1 kg<br />
3,5 kg<br />
1 1,5 kg<br />
8 bar<br />
20x20 mm I<br />
1800 N<br />
120 mmz I 2,5 m<br />
12A mm2 I 2,2 m<br />
120 mm2 I 1,5 m<br />
6,15 kg<br />
10 mm
24<br />
25<br />
26<br />
27<br />
28<br />
29<br />
30<br />
31<br />
32<br />
Punktzange<br />
Elektrodenarm feststehend, 20 x 20 mm (quadratisch)<br />
Elektrodenarm beweglich , 20 x 20 mm<br />
Schweißelektroden mit Elektrodenkappen<br />
Taster<br />
Griff mulde<br />
Entriegel un gsknopf beweglicher Elektrodenarm<br />
Schweißkabel<br />
E I e ktrod e n arm auf n a h me<br />
- 10 -
Ä<br />
6.0<br />
6.1<br />
Arbeiten mit der Punktzange<br />
Achtung! Während Arbeitspausen, beim Elektrodenwechsel<br />
und beim Einstellen des Elektrodenabstandes Netzgerät ausschalten.<br />
Sonst besteht Quetschgefahr!<br />
Den Zentralstecker der Punktschweißzange - mit dem Pfeil<br />
nach oben - bis zum Anschlag in den Zentralanschluss (63)<br />
des Netzgerätes einschieben.<br />
Gerät schaltet automatisch auf das Zangensymbol.<br />
Bei nicht kodierter Zange mit Tasten AB auf Zangensymbol stellen.<br />
Die Überwudmutter des Zentralanschlusses im Uhrzeigersinn<br />
festziehen.<br />
Elektrodenarme (25) + (26) in die Zange einsetzen.<br />
Beweglicher Elektrodenarm (26) ist eingerastet.<br />
Elektroden (27) einsetzen und ausrichten.<br />
Elektrodenabstand 6 - max. 8 mm.<br />
Kontrolle mit Inbusschlüssel SW 6.<br />
Inbusschrauben fest anziehen.<br />
Den Elektrodenabstand nach den ersten Punktschweißungen<br />
noch einmal kontrollieren und ggf. korrigieren!<br />
Der Zustand der Elektrodenkappen ist für das Schweißergebnis<br />
ausschlaggebend! Wenn erforderlich, die verschlissenen<br />
Elektrodenkappen austauschen bzw. nachfräsen!<br />
Art.-Nr. Fräser siehe Zubehörliste!<br />
Die Elektrodenkappen sind leicht durch Drehen mit einer<br />
Zange auszuwechseln. Neue Elektrodenkappen einfach auf<br />
den Konus der Elektrode setzen und festdrücken.<br />
Zum Umfassen großvolumiger Karosserieteiie wie Schweller<br />
und Holme !äßt sich der bewegliche Elektrodenarm (26) dureh<br />
Drücken des Entriegelungsknopfes (30) entriegeln. Durch<br />
Zusammendrücken der Elektrodenarme (25) + (26) von Hand<br />
rastet der Arm automatisch ein.<br />
Vorbereitung der Schweißstel le<br />
Den Schweißbereich der zu verschweißenden Bleche blank<br />
schleifen.<br />
Wichtig! Die Kontaktstellen Elektrodenkappen/Blech und<br />
Blech/Blech müssen frei von Farbresten und Rost sein,<br />
sonst entstehen starke Spritzer und erhöhter<br />
E I e ktroden ka p penve rsch I e i ß !<br />
11-
t / A<br />
AB C D E F G H<br />
-12-<br />
| / ser
6,2 Punkten mit der Punktzange<br />
Warnu ng:<br />
Elektromagnetische Felder!<br />
Schutzbrille und Schutzhandschuhe tragen!<br />
Elektroden werden warm!<br />
Funkenflug!<br />
Gerät am Netzschalter (66) einschalten.<br />
Gerät am Druckluftnetz anschließen.<br />
Achten Sie auf ausreichende Druckluft, Arbeitsdruck 8 bar!<br />
Wenn nötig, Druck am Filterdruckminderer (65) nachregeln.<br />
Zu geringe Druckluft führt zu starker Spritzerbildung und<br />
der Schweißpunkt kann durchbrennen.<br />
Nach dem Anschluss der Punktzange schaltet das Gerät automa-tisch<br />
auf das Zangensymbol.<br />
Bei nicht kodierter Zange mit Programmtaste AB Funktion<br />
,,Zangenpunkten" wählen, mit Taste EF Blechdicke einstellen,<br />
ggf. Feineinstellung mit Taste GH, z. B. verzinkte Bleche +,<br />
Niroblech e -. Zum Schweißen Taste der Zange bis zum automatischen<br />
Abschalten des Schweißvorganges festhalten.<br />
Ablauf des Schweißprogrammes (siehe Schema links):<br />
A Vorpressen 0,75 s<br />
C Schweißen Zeitsteuerung von 0,03-0,45 s automatisch<br />
E Nachpressen 0,5 s<br />
Durch vorzeitiges Loslassen des Tasters (28) werden die<br />
Funktionen,,Vorpressen" und,,Schweißen" unterbrochen.<br />
Durch !ängeres Halten des Tasters (28) kann die Funktion<br />
,, Nachpressen " verlängert werden.<br />
13 -
A B C D E F G H<br />
-14-<br />
t--'1<br />
t l<br />
t l<br />
lt<br />
/ @ l<br />
--rT L-l<br />
U<br />
n-<br />
-T<br />
I<br />
t-@1<br />
ll
6.3 Pulsschweißen<br />
Warnung:<br />
Elektromagnetische Felder!<br />
Schutzbrille und Schutzhandschuhe tragen!<br />
Elektroden werden warm!<br />
Funkenflug!<br />
Diese Funktion wird für das Punktschweißen ab einer Blechdicke<br />
von 2 x 1,5 mm oder dicker, wie Rahmenteile und Knotenbleche,<br />
eingesetzt.<br />
Vorbereitungen:<br />
Passgenaue Vorbereitung der zu verschweißenden Bleche<br />
- kein Luftspalt!<br />
Bleche sauber.<br />
Elektrodenarme nicht länger als 250 mm.<br />
Stabiles Elektro-Netz.<br />
Luftdruck am Filterdruckminderer mind. I bar,<br />
SchweiBen:<br />
Mit Taste AB Funktion Zange-Pulsschweißen wählen.<br />
Mit Taste EF Blechdicke wählen.<br />
Täste der Zange so lange drücken, bis der Schweißvorgang<br />
automatisch beendet ist.<br />
Zeitabstände von ca. 10 s zwischen den Punkten einhalten,<br />
um ein Ausglühen der Elektrodenkappen zu vermeiden.<br />
Pulsschweißen nur in den o.a. Ausnahmefällen anwenden.<br />
Überlastung: Nach Erlöschen der roten LED kann das<br />
Schweißen fortgesetzt werden.<br />
- 15 -
33<br />
34<br />
35<br />
36<br />
37<br />
3B<br />
Schweißpistole<br />
Pistolentaster<br />
Massekabel<br />
Kupferschuh<br />
Klemmhebel<br />
Anschlussstück<br />
- 16 -
7.0 Arbeiten mit der Schweißpistole<br />
Vorbereitungen:<br />
Zentralstecker der Schweißpistole (33) bis zum Anschlag in den<br />
Zentralanschluss (63) stecken. Pfeil auf Zentralstecker zeigt<br />
nach oben.<br />
Gerät schaltet automatisch auf das Pistolensymbol.<br />
Mit Taster AB Werkzeug<br />
'Pistole'<br />
wählen (nur bei Pistole ohne<br />
Kodierung).<br />
Die Überwurfmutter des Zentralanschlusses im Uhrzeigersinn<br />
festziehen.<br />
Arbeitsdruck am Filterdruckminderer 8 bar!<br />
Kupferschuh (36) des Massekabels (35) an einer blanken Stelle des<br />
zu schweißenden Karosserieteiles anbringen. Hierfür Feststellzange<br />
oder beigefügten Klemmhebel (37) verwenden.<br />
qfr Bevor Sie den Klemmhebel (37) verwenden, sollten Sie in möglichst<br />
kurzer Entfernung zur Schweißstelle zwei 8-mm-U-Scheiben<br />
aufschweißen, siehe hierzu Kapitel 7,2!ln diesem Fall den<br />
Kupferschuh (36) des Massekabels (35) fest auf das Blech<br />
drücken. Nur so erhalten Sie einen guten Stromübergang.<br />
g Achtung!<br />
Kupferschuh (36) immer am Unterblech des zu bearbeitenden<br />
Blechtei les anbringen.<br />
qff Stromübergänge über Scharniere, Tür- und Deckelschlösser unbedingt<br />
vermeiden. Diese werden sonst beschädigt!<br />
-17-
AB C D E F G H<br />
N V<br />
| | x:-).<br />
._srt*!_,_.,q;;S>\N<br />
"*'--'-7-----.
7,1 Stoßpunkten<br />
Warnung:<br />
Elektromag netische Felder!<br />
Schutzbrille und Schutzhandschuhe tragen!<br />
Elektroden werden warm!<br />
Funkenflug!<br />
Das Stoßpunkten nur dann einsetzen, wenn die Schweißstelle<br />
mit der Punktzange nicht erreicht werden kann!<br />
Blechoberseite und den Bereich zwischen den Blechen<br />
blank schleifen.<br />
Bleche müssen ohne Luftspalt anliegen. Eine Schweißung ist<br />
nur möglich, wenn die Bleche im Schweißbereich direkten<br />
Kontakt haben.<br />
Zustand der Schweißelektrode kontrollieren, wenn nötig mit<br />
Fräser nacharbeiten.<br />
Für einwandfreien Anschluss des Massekabels am unteren<br />
Blech sorgen. Möglichst kurze Entfernun g zur Schweißstelle.<br />
Mit Tasten CD Funktion ,,Stoßpunkten" wählen.<br />
Mit Tasten EF Blechdicke wählen (Blechdicken über Z x 1,5<br />
= 3 mm lassen sich nicht anwählen!).<br />
Schweißpistole mit ca. 8 - 12 kp auf Schweißstelle drücken.<br />
Zu starker Andruck führt zu schlechten<br />
Schweißergebnissen<br />
!<br />
Pistolentaster (34) bis Beendigung des Schweißvorganges<br />
drücken (ggf. Feineinstellung mit Tästen GH).<br />
lmmer das dünnere auf das dickere Blech punkten!<br />
Schweißungen in Richtung Masseanschluss vornehmen.<br />
Abstand zwischen den Schweißpunkten ca.20 mm.<br />
- 19 -
A B C D E F G H<br />
-20-<br />
40<br />
41<br />
Kontaktstück<br />
UB<br />
Ausziehwerkzeug
7.2 Ausbeulen mit der U-Scheibe<br />
f<br />
Schadensbereich metallisch blank schleifen.<br />
Kontaktstück (a0) in Schweißpistole stecken.<br />
Mit Tasten CD Funktion ,,U-Scheibe" wählen.<br />
Mit Tasten EF Blechdicke einstellen (Blechdicken über<br />
2 x 1,5 = 3 mm lassen sich nicht anwählen).<br />
Mit Tasten GH ggf. Feineinstellung +/-.<br />
Schweißpistole (33) mit U-Scheibe im Beulenbereich ansetzen.<br />
Pistolentaster (34) drücken.<br />
In die U-Scheibe das Ausziehwerkzeug (41) einhaken und die Beule<br />
vorsichtig aussch lagen.<br />
Scheibe nur durch Abdrehen entfernen, sonst können Löcher<br />
im Blech entstehen.<br />
U-Scheibe 8 rnm<br />
Größere Beulen immer von außen nach innen entfernen.<br />
Blanke U-Scheiben verwenden, keine verzinkten.<br />
Einstellung nach Größe und Art der Beule ggf. mit Tasten GH<br />
verändern.<br />
-21 -
A B C D E F G H<br />
Schnellausbeulhammer<br />
,SAH' Sonderzubehör!<br />
-22-
7.3 Schnellausbeulhammer,,SAH" (Sonderzubehör)<br />
Kleine Beulen, Schrammen oder Hagelschäden können mit dem<br />
Schnellausbeulhammer (42) leicht entfernt werden.<br />
Schadensbereich metallisch blank schleifen.<br />
Schnellausbeulhammer (42) (mit Anschweißspitze) in die<br />
Schweißpistole ei nsetzen.<br />
Überwurfmutter gut festziehen.<br />
Mit Tasten CD Funktion ,,SAH" wählen.<br />
Mit Tasten EF Blechdicke wählen (Blechdicken über 2 x 0,8<br />
= 1,6 mm lassen sich nicht anwählen).<br />
Mit Tasten GH ggf. Feineinstellung +/-<br />
Anschweißspitze des Schnellausbeulhammers (42) im<br />
Schadensbereich ansetzen.<br />
Pistolentaster (34) drucken und Anschweißspitze festschweißen.<br />
Beule ausschlagen.<br />
Schnellausbeulhammer (SAH) durch Drehen vom Blech lösen.<br />
Schweißzeit möglichst kurz wählen.<br />
Anschweißspitze von Zeit zu Zeit mit Feile nacharbeiten.<br />
q$- Den Vorgang so lange wiederholen, bis der gesamte<br />
Schadensbereich ausgebeult ist.<br />
g Starke Beulen nur mit Ausziehwerkzeug und 8mm-U-seheibe ausbeulen,<br />
andernfalls kann die Schweißpistole beschädigt werden!<br />
€<br />
Wenn die Anschweißspitze abgenutzt ist, diese durch eine neue<br />
Spitze ersetzen.<br />
Dazu die Inbusschraube M6 an der Spitze des Schnellausbeulhammers<br />
herausdrehen. Verschlissene Anschweißspitze entfernen.<br />
Neue Anschweißspitze einsetzen und Inbusschraube gut<br />
festz!ehen!<br />
Art.-Nr. siehe Ersatzteilliste.<br />
-23-
39<br />
4A<br />
o ?s,omm<br />
ofo,o"<br />
o f z,o-o<br />
f t,emm<br />
o f t3mm<br />
atr<br />
AB CD EF GH<br />
Kohleelektrode<br />
Kontaktstück U-B<br />
-24-<br />
6e/<br />
v
7.4 Beulen stauchen<br />
F<br />
7.5<br />
Kleine, nach außen stehende Beulen, wie sie durch überstehendes<br />
Ladegut im Kofferraum oder beim Ausbeulen mit dem<br />
Ausziehwerkzeug entstehen, können mit dem Kontaktstuck (a0)<br />
leicht flachgedrückt werden (nur für Bleche unter 1 mm Dicke).<br />
Kontaktstück (a0) in Schweißpistole (33) einsetzen.<br />
Üben'uu rfmutter gut anziehen.<br />
Mit Tasten CD ,,Beulenstauchen" wählen.<br />
Mit Tästen EF Blechdicke (: Überhöhung) wählen.<br />
ggf. Feineinstellung mit Tasten GH.<br />
SchweiBpistole (33) mit Kontaktstück (40) auf Beule setzen<br />
und gut andrücken.<br />
Pistolentaster (34) drücken.<br />
Schweißprogramm läuft automatisch ab.<br />
Schweißpistole erst nach Ablauf der Schweißzeit abheben.<br />
Bleche schrumpfen<br />
Schadensbereich blank schleifen.<br />
Kohleelektrode (39) in das Anschlussstück der Schweißpistole<br />
(33) einsetzen.<br />
Mit Tasten CD ,,Glühen/Schrumpfen" wählen (Zeitregelung ist<br />
jetzt ohne Funktion).<br />
Schadensbereich durch Fingerdruck lokalisieren.<br />
Kohleelektrode (39) auf die Mitte des Schadensbereiches<br />
aufsetzen.<br />
Pistolentaster (3a) drücken und halten und mit spiralförmigen<br />
Bewegungen von innen nach außen das Blech erwärmen.<br />
Blech sofort mit nassem Lappen abschrecken.<br />
Wenn nötig, Behandlung v''riederholen. Die Intensität des Glühens<br />
kann ggf. mit den Tasten EF um eine Stufe nach oben und unten<br />
verändert werden.<br />
Gefahr!<br />
Kohleelektrode wird glühend heiß!<br />
Verletzungs- und Brandgefahr!<br />
Schutzhandschuhe tragen !<br />
-25-
AB C D E F G H<br />
44 Kontaktstück'Gewindestifte'<br />
-26-
7.6 Gewindebolzen anschweißen<br />
Mit dem <strong>MULTISPOT</strong> MBO können Gewindebolzen der A 4, 5, 6 mm<br />
angeschweißt werden.<br />
Verwenden Sie bitte die passenden Kontaktstücke!<br />
SB 4 für O 4 mm<br />
SB 5 tür O 5 mm<br />
SB 6 für A 6 mm<br />
Passendes Kontaktstück $Q in die Schweißpistole (33) einsetzen.<br />
Überwurf mutter gut festziehen.<br />
Gewindebolzen bis zum Anschlag in das Kontaktstück (44) stecken.<br />
Mit Tasten CD ,,Bolzenschweißen" wählen.<br />
Mit Tasten EF Blechdicke wählen.<br />
Bei 4 mm A Bolzen Taste G 1 x drücken.<br />
Bei 6 mm A Bolzen Taste H 1 x drücken.<br />
Gewindebolzen mit der Schweißpistole (33) an der Schweißstelle<br />
positionieren und leicht andrücken.<br />
Pistolentaster (34) drücken und bis zum Ende des<br />
Schweißprogrammes halten.<br />
Gewindebolzen ohne Anschlag können ebenfalls angeschweißt werden.<br />
Als Anschlag dient eine Mutter. Das Schweißende soll ca. 1 - 2 mm aus<br />
der Mutter herausragen. Schweißvorgang sonst wie oben beschrieben.<br />
-27 -
45<br />
46<br />
47<br />
4B<br />
49<br />
50<br />
51<br />
52<br />
53<br />
AB CD EF GH<br />
@@l-l--- |<br />
lt Y<br />
% I<br />
Kontaktstück TST 3 Art.-Nr. 407 227,<br />
T-Stift 3 x 3,2 Art.-Nr.40B 596<br />
T-Stift 3 x 4,5 Art.-Nr. 408 597<br />
Passstück Golf 2 Art.-Nr. 313 451<br />
Passstück Passat B 3 Art.-Nr. 315 671<br />
Passstück Porsche Art.-Nr. 314 465<br />
Passstück Golf 3 /VentoArt.-Nr.<br />
317 962<br />
Kontaktstück TST 5 Art.-Nr.408 540<br />
T-Stift 5 x 10<br />
Art.-Nr. 408 571<br />
-28-<br />
Sonderzubehör!<br />
Sonderzubehör!<br />
Sonderzubehör!<br />
Sonderzubehör!<br />
Sonderzubehör!<br />
Sonderzubehör!
7.7 T-Stifte anschweißen<br />
€<br />
T-Stifte, wie sie z. B. zum Befestigen von Zierleisten verwendet werden,<br />
können mit den Kontaktstücken TST3 (a5) und TST5 (52) angeschweißt<br />
werden. In der Kontaktstückspitze ist ein Magnet eingepresst, der den<br />
Tstift während des Schweißvorganges hält.<br />
Für den Schweißbereich Dach sind für die Fahrzeugtypen Golf 2,<br />
Golf 3, vento, Porsche 944 und Passat 83 spezielle passstücke<br />
lieferbar. Sie ermöglichen maßgenaues Anschweißen der T-stifte<br />
an den vom Fahrzeughersteller vorgeschriebenen Stellen.<br />
Artikel-Nummern siehe Zubehörliste!<br />
Schweißvorgang:<br />
Schweißstelle metallisch blank schleifen.<br />
Passendes Kontaktstück wählen und bis zum Anschlao in die<br />
Schweißpistole (33) einsetzen.<br />
U berwu rf mutter gut festziehen.<br />
Mit Tasten CD ,,TStifte" wählen.<br />
Mit Tasten EF Blechdicke wählen.<br />
T-Stift mit Kopf in die Kontaktstückspitze einsetzen.<br />
schweißposition wählen und schweißpistole (33) andrücken.<br />
Pistolentaster (34) drücken und bis zum Ende des<br />
Schweißprogrammes halten.<br />
g T-Stifte mit den Maßen Q 5 x 10 mm (53) können mit dem<br />
Kontaktstück TST5 (52) angeschweißt werden.<br />
Diese T-stifte müssen vor dem Anschweißen angefast werden.<br />
Mit Taste CD ,,Bolzenschweißen" wählen.<br />
Mit Taste EF Blechdicke wählen.<br />
Ggf. Feinregeln mit Tasten GH<br />
Sonst wie oben beschrieben vorgehen.<br />
-29-
A B C D E F G H<br />
-30-
7.8 Blechteile fixieren (Klebetechnik)<br />
Zum Anpassen müssen Karosserieteile ggf. provisorisch fixiert werden.<br />
In einigen Bereichen können Klemmzangen nicht eingesetzt werden.<br />
Hier kann die Fixierung der Bleche mit dem <strong>MULTISPOT</strong> MBo vorgenommen<br />
werden. Als Fixierhilfe dienen U-Scheiben, aus denen lq herausgekniffen<br />
wird.<br />
Kontaktstück (40) für U-Scheiben bis zum Anschlag in die<br />
Schweißpistole (33) einstecken.<br />
Überwurfmutter gut festziehen.<br />
Aus U-Scheiben A B mm ca. Yq mit Seitenschneider herauskneifen.<br />
Scheibe in das Kontaktstück (a0) einsetzen.<br />
Mit Tasten CD ,,Scheibenschweißen" wählen.<br />
Mit Tasten EF Blechdicke wählen.<br />
U-Scheibe positionieren und andrücken.<br />
Pistolentaster (34) drücken und bis zum Ende des automatischen<br />
Schweißprogrammes halten.<br />
8.0 QUICKSPOT (Sonderzubehör)<br />
QUICKSPOT am Zentralanschluss (63) anschließen.<br />
Gerät schaltet automatisch auf das QUICKSpoT-Symbol.<br />
Mit Tasten AB ,,werkzeug QUlcKSPor" wählen (nur bei eulcKSpor<br />
ohne Kodierung).<br />
qfr - Mit Tasten EF Blechdicke wählen.<br />
Blechdicken über 2 x 1 mm lassen sich nicht anwählen , zum<br />
schweißen von Blechdicken über 2 x 1 mm die pneumatische<br />
Punktzange verwenden.<br />
€=<br />
- Mit Tasten GH ggf. Feineinstellung vornehmen.<br />
Klihlluft strömt immer, abschalten über Netzschalter (66) siehe auch<br />
Bedienu ngsanleitung QU I CKS POT.<br />
-31 -
9.0 AIRPULLER-Anschluss<br />
AIRPULLER am Zentralanschluss (63) anschließen.<br />
Gerät schaltet automatisch auf das AIRpULLER-symbol<br />
Mit Tästen AB ,,Werkzeug AIRPULLER" wählen<br />
(nur bei AIRPULLER ohne Kodierung).<br />
Bei Betriebsart,,Ausbeulen" mit Tasten EF Blechdicke währen<br />
(bis max. 2x 1 = 2 mm)<br />
GP- Bei Betriebsart ,,Glühen" mit Tästen CD Symbol ,,Glühen" wählen.<br />
Feineinstellung ggf. mit Tästen GH.<br />
Arbeiten mit AIRPULLER siehe <strong>Bedienungsanleitung</strong> AIRPULLER.<br />
10.0 Praxistipps<br />
{ Beim Stoßpunkten Blech<br />
beiziehen.<br />
-32-<br />
Beim Stoßpunkten Kupferschuh<br />
des Massekabels gut von unten<br />
andrücken.<br />
Beim Stoßpunkten Blech<br />
mit Schraubendreher gut<br />
andrücken.
11.0 Anhang<br />
/ Eigentest<br />
und Fehlerdiagnose<br />
1 1.1 Eigentest<br />
Der <strong>MULTISPOT</strong> <strong>M80</strong> ist mit einem Eigentestprogramm ausgestattet,<br />
mit dem die Funktionen des Gerätes überprüft, die Ergebnisse ausgewertet<br />
und über LEDs angezeigt werden.<br />
11.2 Überprüfung<br />
der LED-Anzeigen<br />
und der Magnetventile<br />
Zange oder Pistole vom Netzgerät abnehmen.<br />
Gerät an das Stromnetz anschließen.<br />
Pressluft I bar anschließen.<br />
Gerät ausschalten.<br />
Taste ,,A" drücken, Gerät einscharten, Täste ,,A" loslassen. Alle LEDs<br />
des Bedienteiles werden nacheinander eingeschaltet. Am Ende des<br />
LED-Testes wird für jeweils 1 Sek. das Kühlluft- und das Pneumatik-<br />
Magnetventil geöffnet. Der Test endet nach 5 Durchläufen oder nach<br />
Betätigung einer beliebigen Taste.<br />
1 1,3 Test der Netzversorgung<br />
und Fehlerdiagnose<br />
Pun ktzange ansch ließen.<br />
Elektrodenkappen sauber / Abstand 6 mm.<br />
Einstellung auf 3 mm Gesamtblechdicke I g bar Luftdruck<br />
Kurzschlussschweißung (d. h. ohne Blech) durchführen<br />
= maximale Netzbelastung.<br />
Falls keine Punktzange zur Verfügung steht, Test wie folgt durchführen:<br />
Pistole anschließen und Funktion ,,Stoßpunkten" wählen: Tasten CD<br />
Auf 2mm Blechdicke einstellen:Tasten EF, Zeit aut max.:Tasten GH<br />
Punktelektrode in Pistole einsetzen<br />
Punktelektrode kräftig auf Masseschuh (36) drücken, Pistolentaster<br />
drücken und Kurzschluss-schweißung durchführen<br />
Auswertung des Tests<br />
LEDs unter Steckersymbol:<br />
grün kein Netzeinbruch, volle Schweißleistung vorhanden.<br />
grün/gelb unbedenklicher Netzeinbruch, schweißleistung gut.<br />
gelb Netzeinbruch stärker, Schweißleistung fur Bleche über<br />
0,8 mm nicht mehr ausreichend.<br />
gelb + rot Netzeinbruch kritisch, Schweißleistung nur noch für<br />
max. 0,8 mm Bleche ausreichend.<br />
rot Netzeinbruch zu stark, Punktschweißen nicht mehr möglich.<br />
-33-
Ursachen für den Netzeinbruch unter Belastung:<br />
Verlängeru n gskab el zu lan g.<br />
Netzleitung vom Hausanschluss (Sicherungskasten)zur Steckdose zu<br />
lang bzw. Querschnitt zu gering - mind.6 mm2.<br />
Netzspannung liegt unter dem Normalwert.<br />
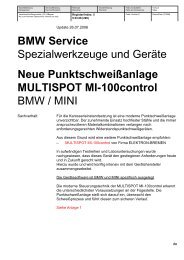
LEDs im Feld l<br />
I 1) Systemfehler<br />
Service anrufen.<br />
| 2) Frequenzfehler - Frequenz des Netzes wird nicht erkannt<br />
Service anrufen.<br />
| 3) + rote LED: Werkzeug nicht angesteckt bzw. Kontaktfehler<br />
Werkzeug bis zum Anschlag einstecken (s. a. 1.) bzw.<br />
Service anrufen.<br />
| 4) + rote LED Thermoschutz des Werkzeugs hat ausgelöst<br />
Werkzeug abkühlen lassen<br />
(bei kaltem Werkzeug Service anrufen).<br />
| 5) Kühlung ist aktiviert<br />
falls keine Kühlluft bläst, Luftzufuhr prüfen.<br />
LEDs im Feld ll<br />
ll 1) Trafo-Thermoschutz hat ausgelöst<br />
Gerät abkühlen lassen.<br />
ll 3) Netzeingang 230 V.<br />
Beim 400-V-Netzgerät Netzsicherungen - Verlängerungskabel<br />
überprüfen.<br />
ll 4) Netzeingang 400 V.<br />
Beim 230 V Netzgerät: ACHTUNG Gerät sofort abschalten!<br />
Netzspannung ist zu hoch.<br />
o lb-Jlll<br />
o 1äo1'<br />
o cr€<br />
o F<br />
gE<br />
Feld I<br />
^ t l<br />
o flo44<br />
v Y & ^<br />
v ,.t'-<br />
Btr<br />
o f o,omm<br />
o f s,om<br />
o f z,umm<br />
o $ r,ennn<br />
o f t,znnn<br />
Feld ll Feld lll Feld lV<br />
-34-<br />
D<br />
1<br />
2<br />
5<br />
4<br />
5
LEDs im Feld lll<br />
lll 1) Anzeige der Netzfrequenz 50 Hz<br />
lll 2) Anzeige der Netzfrequenz 60 Hz<br />
lll 4) Anzeige Schweißstronrmessung wurde durchgeführt. Anzeige<br />
des Schweißstromes im Feld lV.<br />
LEDs im Feld lV<br />
Anzeige des Schweißstromes für Zange, Stoßpunkten,<br />
Bolzenschweißen, QUICKSPOT = 1 LED pro 1000 A<br />
Kleinster anzeigbarer Strom: 3000 A = lV 5<br />
Größter anzeigbarer Strom > 7000 A = lV 1<br />
Anzeige des Schweißstromes für Airpuller, Scheibenschweißen,<br />
Schnellausbeulhammer, Glühen = 1 LED pro 500 A<br />
Kleinster anzeigbarer Strom: 500 A = lV 5<br />
Größter anzeigbarer Strom: 2500 A = lV 1<br />
11,4 Werkzeugwahl manuell<br />
lm Notfall bzw. für Service-Untersuchungen kann die automatische<br />
Werkzeugerkennung umgangen werden:<br />
Gerät ausschalten<br />
Werkzeug an das Gerät anschließen.<br />
Gerät einschalten, dabei Werkzeugtaster gedrückt halten.<br />
Gewünschtes Werkzeug mit den Tasten AB wählen.<br />
Reset bei Werkzeugwechsel oder Ausschalten des Gerätes.<br />
1 1.5 Stö:'ung des Bedienfeldes<br />
Bei Störung des Bedienfeldes, d. h. keine Reaktion auf Tästendruck,<br />
bei fehlerhaftem Aufleuchten der LED-Anzeigen usw., Gerät ausschalten<br />
und nach ca.2 Sek. wieder einschalten. Störung ist beseitigt.<br />
-35-
Technische Anderunqen vorbehalten<br />
Art.-Nr. 322 617 07t06