

TTM 05 TED AZZURRO .qxd:Layout 1 - Tube Tech Machinery
TTM 05 TED AZZURRO .qxd:Layout 1 - Tube Tech Machinery
TTM 05 TED AZZURRO .qxd:Layout 1 - Tube Tech Machinery

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Innovation<br />
& High<br />
<strong>Tech</strong>nology<br />
TUBE TECH MACHINERY<br />
<strong>TTM</strong>Magazine<br />
Nummer fünf - Mai 2010 - Von <strong>Tube</strong> <strong>Tech</strong> <strong>Machinery</strong> herausgegebener Halbjahresausgabe<br />
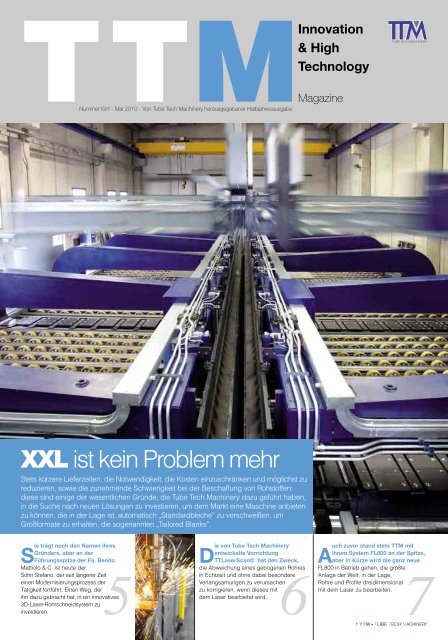
XXL ist kein Problem mehr<br />
Stets kürzere Lieferzeiten, die Notwendigkeit, die Kosten einzuschränken und möglichst zu<br />
reduzieren, sowie die zunehmende Schwierigkeit bei der Beschaffung von Rohstoffen:<br />
diese sind einige der wesentlichen Gründe, die <strong>Tube</strong> <strong>Tech</strong> <strong>Machinery</strong> dazu geführt haben,<br />
in die Suche nach neuen Lösungen zu investieren, um dem Markt eine Maschine anbieten<br />
zu können, die in der Lage ist, automatisch „Standardbleche” zu verschweißen, um<br />
Großformate zu erhalten, die sogenannten „Tailored Blanks“.<br />
ie trägt noch den Namen ihres<br />
SGründers, aber an der<br />
Führungsspitze der Fa. Benito<br />
Mattiolo & C. ist heute der<br />
Sohn Stefano, der seit längerer Zeit<br />
5<br />
einen Modernisierungsprozess der<br />
Tätigkeit fortführt. Einen Weg, der<br />
ihn dazu gebracht hat, in ein innovatives<br />
3D-Laser-Rohrschneidsystem zu<br />
investieren.<br />
ie von <strong>Tube</strong> <strong>Tech</strong> <strong>Machinery</strong><br />
Dentwickelte Vorrichtung<br />
TTLaserScan© hat den Zweck,<br />
die Abweichung eines gebogenen Rohres<br />
in Echtzeit und ohne dabei besondere<br />
6<br />
Verlangsamungen zu verursachen<br />
zu korrigieren, wenn dieses mit<br />
dem Laser bearbeitet wird.<br />
uch zuvor stand stets <strong>TTM</strong> mit<br />
Aihrem System FL600 an der Spitze,<br />
aber in Kürze wird die ganz neue<br />
FL800 in Betrieb gehen, die größte<br />
Anlage der Welt, in der Lage,<br />
7<br />
Rohre und Profile dreidimensional<br />
mit dem Laser zu bearbeiten.<br />
1 <strong>TTM</strong> - TUBE TECH MACHINERY
[ S C H W E I S S E N ]<br />
XXL ist kein<br />
Problem mehr<br />
Einige Kunden äußern die<br />
Notwendigkeit, Produkte mit<br />
außergewöhnlichen Größen und<br />
Abmessungen einwandfrei und<br />
schnell gestalten zu können.<br />
Insbesondere in einigen<br />
Bereichen werden Bleche mit entschieden<br />
„extra large“<br />
Abmessungen gefordert, die im<br />
normalen Handel keineswegs günstig bzw. schnell auffindbar<br />
sind oder, die im Falle der größeren Abmessungen<br />
absolut nicht existieren.<br />
Dazu kommt auch noch das Problem der genauen<br />
Maßhaltigkeit, die bei steigenden Abmessungen der<br />
Formate immer schwieriger wird; wegen der bekannten<br />
mechanischen Probleme, die in den Walzsystemen implizit<br />
sind, wird es bei zunehmender Breite des Formats<br />
erforderlich, die Toleranz bei der Dicke zu erhöhen, mit<br />
folgenden, selbstverständlichen, Problemen bei einigen<br />
Anwendungen.<br />
Sprechen wir zum Beispiel über Bereiche, wie der des<br />
Transports auf der Straße oder auf Schienen, für den<br />
abriebbeständige Blechprofile oder auch Blechprofile<br />
für LKWs mit Kipp-Pritsche, sowie große, auch tiefgezogene<br />
Bleche für die Herstellung von Seitenwänden und<br />
Dächern für die Waggons von Stadt- und Überlandverkehrszügen<br />
oder U-Bahnen gefordert werden. Es wer-<br />
Eine der wesentlichen<br />
Neuheiten, die mit der den auch hochwiderstandsfähige Profile für Arme und<br />
neuen Maschine eingeführt<br />
wurden, betrifft die Herstellung von Fahrzeugen, Geräten mit Haken und<br />
Schaufeln von Baggern oder Komponenten für die<br />
Prozessüberwachungsmethoden<br />
und die den Autobahnen oder Profile für den Brückenbau ge-<br />
Containern aus hochfesten Stählen, Schildbrücken über<br />
Zertifizierung des fordert.<br />
Das Anwendungsspektrum der großformatigen Produkte<br />
Fertigproduktes.<br />
ist so breit wie das Industriepanorama selbst.<br />
Bereits seit einigen Jahren hat sich <strong>TTM</strong> mit dem Problem<br />
auseinandergesetzt und dieses mit der Realisierung<br />
der sowohl in vollautomatisierter Version als auch als<br />
halbautomatische Ausführung bei einigen Kunden sich<br />
schon in Betrieb befindlichen TS4.20 gelöst und ab Mai<br />
wird offiziell die neue TS5.12 vorgestellt, die aus den<br />
vorhergehenden Erfahrungen das Konzept der<br />
Laserschweißung ohne Schweißgut übernimmt, mit dem<br />
sie die Möglichkeit verbindet, noch günstigere Rohstoffe<br />
zu verwenden.<br />
Die neue Maschine ermöglicht es nämlich, „Platten“ zu<br />
schweißen, die aus Coils stammen, d.h. die noch nicht<br />
allen notwendigen Bearbeitungen unterzogen wurden,<br />
um die klassischen, handelsüblichen Blechformate zu<br />
erhalten. Die neue TS5.12 hat daher als Ziel, „Streifen“<br />
des Materials in Längsrichtung zu verschweißen, um<br />
das Großformat gemäß gezielten Abmessungen und<br />
Widerstandsspezifikationen herzustellen.<br />
100 μm um zu Schneiden<br />
und 200 μm um zu Schweißen<br />
Auf dieser neuen Anlage wurde von <strong>TTM</strong> zum allerersten<br />
Mal eine Faserlaserquelle von IPG Photonics zu 5.000<br />
W eingesetzt. Die Entscheidung, die CO2-Quelle zu ersetzen,<br />
stammt von Tests und eingehenden technischen<br />
Analysen.<br />
Es wurde festgestellt, dass die Anwendung dieser neuen<br />
<strong>Tech</strong>nologie eine bedeutende Steigerung der<br />
Geschwindigkeit während der Vorbereitungsphasen der<br />
zu verschweißenden Kanten gewährleistet, mit konsequenter<br />
Reduzierung der Zykluszeiten, aber vor allem<br />
hat diese es ermöglicht, eine Maschinenstruktur mit zwei<br />
Laserköpfen zu realisieren, von denen einer für die<br />
Tätigkeiten des Schneidens/Besäumens spezialisiert<br />
und der andere hingegen gezielt für die Schweißtätigkeiten<br />
entwickelt ist. Jeder der beiden Köpfe erhält den<br />
Leistungslaserstrahl direkt von einem bereits in der Quelle<br />
im festen Zustand integrierten Beam-Splitter.<br />
Die Übertragung des Strahls von der Quelle zu den Köpfen<br />
ist zwei IPGs mit einem Core-Durchmesser von 100 μm<br />
für den Schneidkopf und von 200 μm für den Schweißkopf<br />
überlassen.<br />
Es wurde die Möglichkeit vorgesehen, eine dritte Faser<br />
zu 300 μm für eventuelle weitere Tests über das Schweißen<br />
von Aluminiumblechen oder -Profilen hinzuzufügen.<br />
Besondere Aufmerksamkeit wurde der Konstruktion eines<br />
sowohl beim Schneiden als auch im Falle der<br />
Schweißung anzuwendenden Kontrollsystems der<br />
Fokaldistanz gewidmet. Beim Schneidkopf entschied<br />
man sich für den Einsatz eines kapazitiven Sensors. Die<br />
Rückkopplung erfolgt mittels eines Kontrollrings, der lokal<br />
die Daten vom Sensor sammelt, diese mittels des<br />
Netzes mit optischer Faser an die zentrale CNC-Steuerung<br />
übermittelt, die in Echtzeit auf die senkrechte Achse einwirkt,<br />
die den Schneidkopf trägt, und somit einen konstanten<br />
Abstand vom zu schneidenden Material garantiert.<br />
Angesichts der technologischen Unmöglichkeit, mit dem<br />
kapazitiven Sensor beim Schweißkopf arbeiten zu können,<br />
hat <strong>TTM</strong> ein alternatives System entwickelt, das in<br />
der Lage ist, die Funktionalität dieses Systems gänzlich<br />
zu ersetzen.<br />
Dies wurde durch die Realisierung eines beweglichen<br />
Schlittens möglich, der mit einem digitalen magnetostriktiven<br />
linearen Messwandler verbunden ist, der in<br />
der Lage ist, eine Genauigkeit im Bereich des Tausendstel<br />
von Millimeter zu bieten. Dieser Schlitten hat die doppelte<br />
Funktion, die Berührung zwischen dem Sensor<br />
und dem Blech zu garantieren und einen Kanal für die<br />
Zufuhr des Schutzgases für die Schweißung zu liefern.<br />
Die Kontrolle wird vom gleichen Softwarealgorithmus<br />
garantiert, der beim Schneidkopf verwendet wird und<br />
für diesen realisiert wurde. Die Genauigkeit des Sensors<br />
und die Reaktionsgeschwindigkeit der CNC-Steuerung<br />
garantieren die Möglichkeit, eine präzise Kontrolle des<br />
Fokus im Inneren des Materials während der Schweißung<br />
zu erhalten.<br />
Unterschiedliche Breite,<br />
unterschiedliches Material und<br />
unterschiedliche Dicke<br />
Die Grundidee hinter diesem Maschinenkonzept ist, noch<br />
breitere Formate als die zu realisieren, die mit den vorhergehenden<br />
Ausführungen realisierbar waren.<br />
Die TS5.12 gestattet nämlich die Realisierung von Platten<br />
mit einer maximalen Breite bis zu 5.000 mm und einer<br />
Länge von 12 m. Die Maschine beschränkt sich nicht<br />
nur auf das Verschweißen von Platten gleicher<br />
Abmessung, sondern gestattet es, mühelos Streifen unterschiedlicher<br />
Breite, unterschiedlicher Materialien und<br />
sogar unterschiedlicher Dicke zu vereinen; dies, um tatsächlich<br />
die Herstellung einer Platte nach Maß zu ermöglichen,<br />
wobei das Gewicht im höchsten Maße beschränkt<br />
wird und die Widerstandseigenschaften des<br />
Fertigproduktes erhöht werden.<br />
Auch dieser letzte ist nämlich ein bedeutender Aspekt,<br />
vor allem im Bereich des Transports, wo sich der immer<br />
stärkere Trend gerade auf die Gewichtsreduzierung richtet,<br />
die einer Verbrauchsreduzierung entspricht, gekoppelt<br />
mit der Steigerung der Widerstandseigenschaft,<br />
die notwendig ist, um das Thema der<br />
Hochgeschwindigkeit im Eisenbahnsektor in Angriff zu<br />
nehmen.<br />
Die TS5.12 gestattet es daher, Streifen mit einer<br />
Mindestbreite von 600 mm und einer maximalen Breite<br />
2 <strong>TTM</strong> - TUBE TECH MACHINERY
von 2.500 mm automatisch zuzuführen und diese untereinander<br />
zu verschweißen, bis man die Platte der geplanten<br />
Abmessung erhalten hat.<br />
Ein fertiges und garantiertes Produkt<br />
Eine der mit der neuen Maschine eingeführten wesentlichen<br />
Neuheiten betrifft die Methoden zur<br />
Prozessüberwachung und die der Zertifizierung des<br />
Fertigproduktes.<br />
Eines der wiederkehrenden Probleme bei diesen<br />
Produkten betrifft gerade die Qualität der Schweißnaht.<br />
<strong>TTM</strong> hat in dieser Richtung eine wichtige Arbeit geleistet<br />
und, dank auch des mechanischen Konzepts, das<br />
die Anwendung von zwei Laserköpfen vorsieht, bietet<br />
die TS5.12 zum ersten Mal Überwachungssysteme des<br />
Schweißprozesses an, gekoppelt mit einer nicht zerstörenden<br />
Kontrolle, die das Produkt auf sichere und garantierte<br />
Weise zertifiziert.<br />
In Zusammenarbeit mit der Ingenieurfakultät der Universität<br />
von Brescia wurde ein Überwachungssystem des<br />
Schweißbades in Echtzeit entwickelt.<br />
Die Maschine sieht nämlich auf dem Schweißkopf die<br />
Anwendung einer Videokamera mit einem visuellen<br />
System vor, das andauernd die Form und die Farbe des<br />
Bades erfasst und diese mit einer Reihe von Daten vergleicht,<br />
die in einer Datenbank zusammengefasst sind,<br />
und moduliert über die CNC-Steuerung die betreffenden<br />
Parameter, um zu gewährleisten, dass die<br />
Schweißnaht ständig die korrekten Formen, Abmessungen<br />
und Farben respektiert. Diese ständige Modulation der<br />
Parameter gestattet die Realisierung einer konformen<br />
Schweißnaht und mit einer konstanten Qualität.<br />
In einigen Fällen und für spezifische Bereiche ist dies allerdings<br />
noch nicht ausreichend. Vielen Kunden wird oft<br />
eine Zertifizierung des Produktes abverlangt und aus<br />
diesem Grund müssen die verschweißten Bleche nach<br />
dem Verschweißen und außerhalb der Maschine nicht<br />
zerstörenden Kontrollen (NDT) unterzogen werden, mit<br />
offensichtlichen Handlingproblemen und demzufolge<br />
mit Zeitverlust und zusätzlichen Kosten. <strong>TTM</strong> hat daher<br />
auf den Maschinen ein Kontrollsystem mit Ultraschall<br />
(US) eingeführt, das, wenn gefordert, sobald die Maschine<br />
ihren Schweißzyklus beendet hat, die gesamte<br />
Schweißnaht ab scannt und dabei die Parameter in einer<br />
Datei aufzeichnet, die dann zusammen mit dem verschweißten<br />
Blech übergeben werden kann und somit<br />
dessen Qualität zertifiziert.<br />
Es ist daher offensichtlich, dass man dank der Einführung<br />
dieser beiden Kontrollsysteme des Prozesses direkt auf<br />
der Maschine garantiert, dass die Schweißnaht konform<br />
ist, mit der Möglichkeit, falls unvorhergesehene Faktoren<br />
eine Nichtkonformität verursacht haben sollten, das Blech<br />
sofort überarbeiten zu können und den Besäumungsund<br />
Schweißprozess zu wiederholen, um ein fertiges<br />
und garantiertes Produkt liefern zu können.<br />
Das Teil direkt auf der Maschine<br />
fertig bearbeiten<br />
<strong>TTM</strong> ist allerdings eine dynamische Firma und arbeitet<br />
bereits an der Weiterentwicklung dieses Schweißsystems.<br />
In einigen Bereichen wächst nämlich die Notwendigkeit,<br />
noch weiter fortgeschrittene Anlagen zu konzipieren,<br />
um das fertige und „geschnittene“ Produkt zu erhalten.<br />
Das XXL-Format hat keinen Selbstzweck, sondern verbirgt<br />
weitere Produktionsphasen, als Allererste das<br />
Schneiden, das das gigantische Blech in das reelle Teil<br />
umwandelt, das dann weiteren Prozessen unterzogen<br />
wird, wie zum Beispiel das Abkanten, das Sandstrahlen<br />
Die Struktur der<br />
Maschine sieht<br />
zwei Laserköpfe vor,<br />
einer spezialisiert<br />
für das Schneiden/<br />
Besäumen und der<br />
andere speziell für<br />
das Schweißen<br />
entwickelt.<br />
und das Lackieren.<br />
Eines der Hauptprobleme dieser großen Platten ist das<br />
Handling, das große Industriekranen, sowie großflächige<br />
und innerhalb der Werke oft nicht leicht ermittellbare<br />
Lagerplätze und -Flächen erfordert.<br />
<strong>TTM</strong> bietet daher auch kombinierte Lösungen an, die<br />
darauf abzielen, das Handling dieser Platten, sowie die<br />
Notwendigkeit gänzlich zu beseitigen, andere<br />
Produktionsanlagen für Schneidoperationen zu benutzen,<br />
die ohne weiteres mit der gleichen Schweißmaschine<br />
ausgeführt werden können.<br />
Die neue mechanische Konfiguration der Maschine mit<br />
zwei Laserköpfen, von denen einer für das Schneiden<br />
spezialisiert ist, gestattet es, neue Maschinenphilosophien<br />
zu konzipieren, die mit der Schweißtätigkeit auch eine<br />
echte Blechlaserschneidanlage vereinen. Es wurden<br />
nämlich einige Lösungen entwickelt, die sowohl für die<br />
Maschinen, die Bleche in Querrichtung verschweißen,<br />
als auch für jene, die Bleche in Längsrichtung verschweißen,<br />
geeignet sind, bei denen sich das Schneidportal<br />
über einen eigens für die Ausführung der<br />
Schneidoperationen entwickelten Bereich „verschiebt“.<br />
Spezifische und typische Fälle findet man häufig im<br />
Eisenbahnsektor für die Waggons aus Edelstahl, bei<br />
denen nach dem Schweißen der Bleche stets die<br />
Schneidphase der verschiedenen „Öffnungen“ für Türen<br />
und Fenster folgt: mit der kombinierten Schneid- und<br />
Schweißanlage ist es daher nicht mehr notwendig, die<br />
verschweißte Platte, die oft eine Länge von über 20 m<br />
und im Falle von doppelstöckigen Waggons sogar Breiten<br />
in der Nähe von 4 m erreicht, auf eine Schneidanlage<br />
mit großen Abmessungen zu verschieben, weil es hier<br />
möglich wird, das Teil direkt auf der Maschine fertig zu<br />
bearbeiten.<br />
Dies, wie bereits gesagt, gestattet eine erhebliche<br />
Einsparung in Hinblick auf Zeit und Platz, aber in<br />
Wirklichkeit profitiert man auch von der Tatsache, dass<br />
die verschiedenen Tätigkeiten der Blechzufuhr, des<br />
Schweißens und des finalen Schneidens parallel und<br />
nicht reihenweise erfolgen, da diese Maschinen entwickelt<br />
wurden, um auch eine erhebliche Reduzierung<br />
der ansonsten vorhandenen Totzeiten zu ermöglichen.<br />
Während die Maschine zum Beispiel die Platte schneidet,<br />
führt die Beschickungsanlage der Bleche ein weiteres<br />
Blech bereits zu und wenn daher die Maschine<br />
nicht schneiden könnte, würde man die Gefahr eingehen,<br />
Totzeiten zu haben, da eine Phase die andere abwarten<br />
müsste. Diese neuen Konzepte gestatten also<br />
eine echte Zeitersparnis und das Ganze mit einer einzigen<br />
Quelle.<br />
Dank des Einsatzes von Faserquellen ist es obendrein<br />
möglich, weitere Bearbeitungsstationen auf der gleichen<br />
Maschine vorzusehen. Dies ist zum Beispiel der<br />
Fall der Möglichkeit, die Bleche mit Laser zu verschweißen,<br />
die verschiedenen Schneidoperationen auszuführen,<br />
die Blechabfälle automatisch zu entsorgen und zu<br />
palettieren und schließlich in der letzten Station auch<br />
die Schweißungen von speziellen Verstrebungen auszuführen,<br />
die in Übereinstimmung der Schwachpunkte<br />
der Struktur positioniert werden können. In diesem Fall,<br />
wie man sich vorstellen kann, handelt es sich um eine<br />
wirklich auf Maß zugeschnittene und entwickelte Anlage,<br />
die unter anderen Vorteilen auch die Möglichkeit bietet,<br />
die Kosten für Arbeitslöhne auf das Mindestmögliche<br />
zu reduzieren:<br />
für die Verwaltung der gesamten Anlage, die sogar drei<br />
verschiedene Produktionsprozesse vereint, die ansonsten<br />
mit ebenso vielen Anlagen auszuführen wären, ist<br />
nur ein einziger Bediener vorgesehen.<br />
Derzeit sind weitere Erfahrungen am Laufen, wie zum<br />
Beispiel die Entwicklung einer personalisierten Anlage<br />
für die Vorbereitung von Platten auf Maß, beginnend direkt<br />
von Coils, die für Rohrbeschichtungsanlagen bestimmt<br />
sind. Aber darüber werden wir später sprechen<br />
…<br />
3 <strong>TTM</strong> - TUBE TECH MACHINERY
[ A L U M I N I U M ]<br />
<strong>TTM</strong> war der Gewinner in der Kategorie „Prozesstechnologien“ des<br />
METEF-Innovationspreises 2010 für den innovativen Laserschweißprozess<br />
bei den Aluminiumlegierungen. Das Schweißen von Aluminium mit<br />
Lasertechnologie ist nämlich ein wichtiges Thema. Leistungen und operative<br />
Flexibilität verbinden sich hier mit erstrangigen mechanischen Eigenschaften<br />
und machen somit die Anwendung dieser <strong>Tech</strong>nologie auch in Feldern<br />
möglich, die bisher von den traditionellen Schweißmethoden dominiert waren.<br />
Die Prozessinnovation<br />
wird mit einem<br />
Preis ausgezeichnet<br />
Der METEF-Innovationspreis<br />
hat als Ziel, die in den<br />
verschiedenen<br />
Interessenbereichen<br />
der 0Messe von den<br />
Ausstellerfirmen vorgestellten<br />
innovativen<br />
Inhalte hervorzuheben.<br />
Der Preis mit internationalem<br />
Charakter wollte<br />
damit die besten<br />
Innovationen prämieren, angewandt<br />
bei neuen Produkten,<br />
bei der Produktion, bei der Verarbeitung, bei der<br />
Bearbeitung und beim Einsatz von Produkten oder<br />
Komponenten aus Metall, von den einzelnen Firmen<br />
für jeden der folgenden Bereiche realisiert: Materialien,<br />
Maschinen und Anlagen; <strong>Tech</strong>nologien und Prozesse;<br />
Produkte, Komponenten, Systeme, Anwendungen;<br />
Sonstiges.<br />
Die vorgestellten Innovationsinhalte wurden auf der<br />
Basis der Originalität und der Neuheit, sowie der<br />
Leistungsmerkmale und der Wettbewerbsvorteile, die<br />
diese bieten können, bewertet, wobei insbesondere<br />
die in den Vorschlägen enthaltenen Aspekte der<br />
Energieersparnis, der Umweltverträglichkeit und des<br />
Schutzes der Ressourcen, sowie die Verbindung mit<br />
Universitätsinstituten und mit Instituten des<br />
<strong>Tech</strong>nologietransfers bevorzugt wurden. Bei der<br />
Bewertungsphase wurden auch der eventuelle<br />
Zugang zu nationalen Fördergeldern sowie jene<br />
der Europäischen Union für die Innovation gewürdigt.<br />
Wie gesagt war <strong>TTM</strong> der<br />
Gewinner in der<br />
Kategorie „Prozesstechnologien“, dank der mit der<br />
ASL 3.12 geleisteten Arbeit, ein Produkt, das in<br />
Zusammenarbeit mit der Universität von Brescia und<br />
dem CSMT [Mehrbereich- und <strong>Tech</strong>nologie-<br />
Servicecenter] für das Laserschweißen der<br />
Aluminiumlegierungen entwickelt wurde, das die<br />
Leistungsfähigkeiten der Faserlasertechnologie nutzt.<br />
Ein zertifizierter Prozess und<br />
ein zertifiziertes Produkt<br />
„Für die erlangten Erfahrungen und die effektive Neuheit<br />
der Anwendung des Faserlasers bei der Schweißung<br />
von Aluminium haben wir verschiedene Würdigungen<br />
erhalten“ hat Herr Fiorenzo Castellini gesagt, Inhaber<br />
von <strong>TTM</strong>, Gewinner des Preises. „Dies ist ein wichtiges<br />
Thema, da, nach unserer Meinung, der Markt derzeit<br />
die reelle Tragweite noch nicht wahrnimmt, die<br />
der Anbruch des Faserlasers in der Lage ist, zu generieren.<br />
Dieser ermöglicht nicht nur eine andere Weise<br />
bei der Übertragung des Laserstrahls, sondern ermöglicht,<br />
speziell beim Schweißen, vollkommen unterschiedliche<br />
und entschieden leistungsfähigere<br />
Ergebnisse. Leider nimmt der Markt heutzutage nur<br />
das Friction Stir Welding (FSW) als einzige gültige<br />
<strong>Tech</strong>nologie für das Schweißen von Aluminium wahr<br />
und diese wird unserer Meinung nach sogar „überbewertet“.<br />
In der Tat machen die Auswirkungen, die<br />
mit der extrem geringen Geschwindigkeit<br />
b e i m<br />
Schweißprozess<br />
gegenüber dem<br />
Faserlaser; mit der<br />
Notwendigkeit von<br />
Vorrichtungen, um die Teile während<br />
der „Reibung“ einzuhalten; mit<br />
der Begrenzung, die Schweißungen nur<br />
unter gewissen Bedingungen ausführen zu<br />
können und mit der Notwendigkeit, vor der Reibung<br />
die Kanten der Teile sorgfältig vorzubereiten (da sich<br />
ansonsten ein äußerst schlechtes Ergebnis beim<br />
Prozess ergeben würde) verbunden sind, diese<br />
<strong>Tech</strong>nologie teuer, langsam und mit erheblichen<br />
Einschränkungen; da sie aber bis heute keinen wirksamen<br />
„Wettbewerber“ hatte, wurde sie überaus gelobt.<br />
Es wird allerdings äußerst schwierig, diese aus<br />
dem Sattel zu heben, da die in diesen Jahren gemachten<br />
verschiedenen Anwendungen eine Referenz erzeugt<br />
haben, die von den großen Industriegruppen<br />
als „beruhigend und zuverlässig“ bei der Wahl der<br />
anzuwendenden <strong>Tech</strong>nologie wahrgenommen wird“.<br />
Ein Pluspunkt, den <strong>Tube</strong> <strong>Tech</strong> <strong>Machinery</strong> weiter bringen<br />
will, und einer der wesentlichen Gründe für die<br />
Vergabe des Preises war der, Anlagen zu realisieren,<br />
die außer der Faserlasertechnologie anstelle von FSW<br />
mit innovativen Prozessüberwachungssystemen in<br />
„Echtzeit“ ausgestattet sind. Dies würde eine konstante<br />
und augenblickliche Überwachung garantieren und<br />
würde somit gestatten, eine Vielfalt von Parametern<br />
zu korrigieren, um ein hervorragendes Ergebnis zu<br />
ermöglichen, mit dem man einen zertifizierten Prozess<br />
und ein zertifiziertes Produkt erhalten würde. Das Ganze<br />
erfolgt mit stark forcierten Automationsstufen, die die<br />
Tätigkeiten auch ohne menschliche Überwachung<br />
ermöglichen würden. Selbstverständlich wird man<br />
die an die Entwicklungen der sich in ständiger positiver<br />
Weiterentwicklung befindenden<br />
Faserlasertechnologie gebundenen Informationen<br />
immer stärker verbreiten müssen, damit der Markt und<br />
die Großanwender dazu zurückkehren, die Anwendung<br />
der Faserlaserschweißung wieder als vorwiegende<br />
und leistungsfähigere <strong>Tech</strong>nologie zu betrachten.<br />
Faserlaser und Automation<br />
Um diese Anlagen zu realisieren und sie leistungsfähig<br />
zu machen, benötigt man allerdings zwei<br />
„<strong>Tech</strong>nologien“. Die erste ist der Faserlaser, und über<br />
diese haben wir bereits gesprochen; die andere, nicht<br />
weniger wichtige, ist die Fähigkeit, automatische<br />
Anlagen mit schnellen Handlingsystemen, verbunden<br />
mit Softwaresystemen zu realisieren, die in der<br />
Lage sind, alle Funktionen der Anlage zu steuern.<br />
„<strong>Tube</strong> <strong>Tech</strong> <strong>Machinery</strong> hat bereits komplexe Systeme<br />
dieser Art realisiert und realisiert sie weiterhin - hat<br />
Herr Castellini erklärt -, bei denen das Konzept der<br />
Anlage offensichtlich die Produktivität und/oder die<br />
Qualität des Prozesses maßgeblich konditioniert. Das<br />
Binom Faserlaser und <strong>TTM</strong> wird deshalb unumgänglich,<br />
um diese ausgesprochen fortschrittlichen<br />
<strong>Tech</strong>nologien zu fördern, damit der Markt sie anerkennt“.<br />
ALS 3.12 ist nämlich die Abkürzung, die die vollkommen<br />
automatische innovative Anlage identifiziert, die<br />
von <strong>TTM</strong> für das Schweißen von Aluminiumprofilen<br />
entwickelt wurde und durch die Anwendung eines<br />
Faserresonators IPG YLR5000 in der Lage ist, mit Zufuhr<br />
von Schweißgut und mit einem Spezialkopf für<br />
Aluminiumlegierungen zu schweißen.<br />
Diese Anlage wurde mithilfe von FEM-<br />
Strukturberechnungsprogrammen konzipiert und konstruiert<br />
und ist in der Lage, eine hohe Produktivität (auch<br />
ohne menschliche Überwachung), hohe<br />
Qualitätsstandards und eine absolute Wiederholbarkeit<br />
zu garantieren.<br />
„Wir hoffen, mit dieser ersten Anlage und vor allem<br />
mit dieser Würdigung „das Eis gebrochen zu haben““<br />
beendete Herr Castellini. „Es gibt noch viel zu tun und<br />
im Laufe des Jahres werden wir in der Lage sein, Daten,<br />
Merkmale und Leistungen zu veröffentlichen, um die<br />
verschiedenen <strong>Tech</strong>nologien unwiderlegbar vergleichen<br />
zu können“.
[ A N W E N D U N G E N ]<br />
Der Mehrwert<br />
des Rohrschneidens<br />
Der Name der Firma ist nachwievor der des Gründers, aber an der Führungsspitze der Benito Mattiolo &<br />
C. steht heute der Sohn Stefano, der seit längerer Zeit einen Modernisierungsprozess der Firmentätigkeit<br />
fortführt. Einen Weg, der ihn vor Kurzem dazu gebracht hat, in ein innovatives dreidimensionales<br />
Rohrlaserschneidsystem zu investieren, mit dem er vorhat, die Reichweite des Betriebes zu erweitern.<br />
“T<br />
Die Spezialisierung<br />
der Benito Mattiolo &<br />
C. ist nicht einem<br />
genauen<br />
Absatzbereich,<br />
sondern<br />
einer mit den Jahren<br />
der Erfahrung in der<br />
Bearbeitung von<br />
Edelstahl gereiften<br />
Kapazität<br />
zuzuschreiben<br />
rotz einer nicht gerade vorteilhaften<br />
Marktsituation - erzählt Herr Stefano -,<br />
haben wir entschieden, diesen strategischen und grundlegenden<br />
Schritt für unsere Zukunft zu machen. Gerade<br />
in Zeiten wie diese muss man sich strukturieren, um<br />
bereit zu sein, angemessen auf die neuen Erfordernisse<br />
eines Marktes reagieren zu können, der eine absolute<br />
Qualität fordert und jetzt immer mehr den kleinen<br />
Losgrößen und den extrem kurzen Lieferzeiten den<br />
Vorzug gibt. Ein Markt, der sich auf jeden Fall weiter<br />
verändert haben wird, sobald wir sagen werden können,<br />
dass wir diese Krise endgültig überstanden haben.<br />
Wir haben es deshalb als wesentlich erachtet, in<br />
eine neue, zumindest in unserem Gebiet noch nicht<br />
so stark verbreitete <strong>Tech</strong>nologie zu investieren, die in<br />
der ihr innewohnenden Potentialität und in den vielseitigen<br />
Einsatzmöglichkeiten der Rohre und der<br />
Industrieprofile eine der besten Referenzen hat, um<br />
unsere Absatzgebiete zu erweitern, indem wir diversifizieren.<br />
Einrichtung, Beleuchtung und<br />
Raumfahrtindustrie sind jene, an die wir angesichts<br />
der Arbeitskapazitäten unserer Anlage am meisten<br />
denken, auch wenn wir Nichts ausschließen“.<br />
Die Wahl des Rohrlasers ist auf das System<br />
FL 250 3D der Fa. <strong>Tube</strong> <strong>Tech</strong> <strong>Machinery</strong> aus<br />
Brescia gefallen, das mit einer Laserquelle<br />
zu 3.200 W ausgestattet ist, mit der es möglich<br />
ist, Rohre mit einem maximalen<br />
Durchmesser von 300 mm, viereckige<br />
Stangen von 220 x 220 mm, rechteckige von<br />
250 x 150 mm und Flachstäbe von 200 x 12<br />
mm zu verarbeiten.<br />
Eine Wahl, die aus der Vielseitigkeit der Anlage<br />
und aus der Bereitschaft seitens des<br />
Herstellers entstammt, diese entsprechend<br />
der spezifischen Wünsche von Herrn Mattiolo zu personalisieren.<br />
Die installierte FL 250 3D ist nämlich mit einer automatischen<br />
Vorrichtung für die Beschickung in maskierter<br />
Zeit der Rohre und der Stangen aus dem Bündel,<br />
sowie mit einem Kettenbeschickungssystem ausgestattet,<br />
das es ermöglicht, jeweils bis zu sieben Barren<br />
vorzubereiten, um diese auch für die Realisierung von<br />
Prototypen oder sehr kleinen Losgrößen geeignet zu<br />
machen. Somit unterstützt die Automation die Flexibilität<br />
und die Vielseitigkeit der Anlage, die in sich durch eine<br />
sehr hohe Produktionskapazität ausgezeichnet ist.<br />
Diese Anlage kann also die Produktionsansprüche<br />
der großen Stückzahlen erfüllen, so wie das sogenannte<br />
„Los 1“ realisieren. Für die Entsorgungsphase wurden<br />
hingegen drei Entladestationen durch Fallen der<br />
bearbeiteten Abschnitte in Kisten und ein optionales<br />
Zusatzmodul vorgesehen, das es ermöglicht, so wie<br />
von Herrn Mattiolo gewünscht, auch bis zu 6 m lange<br />
Rohre und Profile zu entladen. Die Anlage sieht daher<br />
ein automatisiertes Standardbeschickungssystem zu<br />
4 m plus diesen zusätzlichen Aufnahmesattel vor, der<br />
entsprechend der Bedürfnisse positioniert werden<br />
kann.<br />
Die „handwerkliche“ Sorgfalt<br />
bei den Details<br />
Wie bereits erwähnt, entstand die Firma von Benito<br />
Mattiolo 1972 als handwerklicher Betrieb im Bereich<br />
der Eisen- und Edelstahlbearbeitung, der sich dann<br />
im Laufe der Jahre in eine richtige Industrietätigkeit<br />
entwickelt hat. „Heute sind wir ein Betrieb mit 13<br />
Personen, in der Lage, rundum die<br />
Verarbeitungsanforderungen des Bleches und seit<br />
Kurzem auch des Metallrohres abzudecken“ sagt noch<br />
Herr Stefano Mattiolo, der beim Sprechen einen unglaublichen<br />
Tatendrang und eine große Zuversicht<br />
hinsichtlich der getätigten Entscheidungen versprüht.<br />
„Wir betrachten uns als reine Dienstleister und deshalb<br />
arbeiten wir überwiegend nach Kundenprojekt,<br />
das wir dann unter dem Gesichtspunkt der Machbarkeit<br />
optimieren, wobei wir alle Produktionsbereiche abdecken,<br />
vom Sektor der Verpackungsmaschinen zu den<br />
Behandlungs- und Fertigungssystemen, von der<br />
Textilbranche zum Eisenbahnwesen bis hin zum chemischen<br />
und pharmazeutischen Bereich. Von den<br />
Abmessungen her gesehen realisieren wir mittel-große<br />
Metallerzeugnisse, die allerdings, wegen der Dicken<br />
die wir verarbeiten, ziemlich leicht sind. Unsere Tätigkeit<br />
teilt sich allerdings zwischen der Lieferung von handgefertigten<br />
Erzeugnissen und fertigen<br />
Metallerzeugnissen an Verarbeitungsfirmen und der<br />
Realisierung von Schneide- und<br />
Abkanthalberzeugnissen, die für andere<br />
Metallverarbeitungsbetriebe hergestellt werden, auf.<br />
Stets und auf jeden Fall auf Rechnung Dritter“.<br />
Die Spezialisierung der Fa. Benito Mattiolo & C. ist nicht<br />
einem genauen Absatzbereich, sondern einer mit den<br />
Jahren der Erfahrung in der Bearbeitung von Edelstahl<br />
gereiften Kapazität zuzuschreiben, weshalb wir eine<br />
extreme Genauigkeit der einzelnen<br />
Bearbeitungen, aber auch eine absolute<br />
optische Qualität der zusammengebauten<br />
und fertigen Baueisenwaren<br />
garantieren. „Es ist diese Fähigkeit, die<br />
es uns ermöglicht hat, in Sektoren wie<br />
den chemischen und den pharmazeutischen<br />
Bereich hinein zu kommen, wo<br />
bei den Details eine „handwerkliche“<br />
Sorgfalt verlangt wird, obwohl es sich<br />
um richtige Industrieerzeugnisse handelt“<br />
sagt Herr Mattiolo.<br />
Das Rohr anstatt des<br />
gebogenen Bleches<br />
Die Kenntnisse und die mit dem<br />
Laserflachbettschneiden gesammelte<br />
Erfahrung haben sicherlich die Startup-<br />
Phase der dem Rohr gewidmeten<br />
Anlage begünstigt, obwohl es sich vom<br />
Prinzip her um zwei ziemlich unterschiedliche<br />
<strong>Tech</strong>nologien handelt. „Das 3D-<br />
Schneiden des Rohres ist in sich komplexer<br />
als das zweidimensionale<br />
Schneiden des Bleches, aber ich muss<br />
zugeben, dass unsere <strong>Tech</strong>niker keine<br />
besonderen Probleme gehabt haben, zweifellos von<br />
den <strong>Tech</strong>nikern von <strong>TTM</strong> und von der Verwaltungsund<br />
Programmierungssoftware selbst der Maschine<br />
unterstützt“ erklärt Herr Mattiolo. Eine Besonderheit<br />
der FL 250 3D ist nämlich die Erlernungs- und<br />
Benutzungseinfachheit der verwendeten<br />
Programmierungssoftware, die auf der Programmsuite<br />
von Alma basiert. „Auch auf Schnittstellenebene mit<br />
unserem 3D CAD gab es keine Probleme“ fügt Herr<br />
Stefano hinzu, „und das hilft uns erheblich bei der<br />
Entwicklung von neuen Projektlösungen“.<br />
„Die Ausstattung des dreidimensionalen Schneidkopfes<br />
der FL 250 gestattet die Orientierung des Laserstrahls<br />
auf jeglichen, innerhalb einer Halbkugel beschreibaren<br />
Punkt. Außer dass man Schnitte und Lochungen<br />
mit dem klassischen orthogonalen System realisieren<br />
kann, ist es also auch möglich, viel komplexere<br />
Bearbeitungen zu realisieren, wie Schrägschnitte,<br />
Ansenkungen, Stemmarbeiten, Stöße,<br />
Schnittsteckverbindungen und Verbindungen auf gleichen<br />
Schnitten. Die größte Herausforderung wird daher<br />
sein, die Kunden zu überzeugen, die bis dato angewandten<br />
Produktionsschemen zu verlassen - sagt<br />
Herr Mattiolo -, indem sie die eigenen Produkte überdenken<br />
und optimieren, um das enorme Potential des<br />
dreidimensionalen Laserschneidens zum Besten zu<br />
nutzen und in der Tat die großen wirtschaftlichen Vorteile<br />
zu beweisen, die man haben kann. Es ist uns auf jeden<br />
Fall bewusst, eine wichtige Investition getätigt zu<br />
haben, mit einem Gewinn auf mittel-langer Zeit, und<br />
aus diesem Grund ist es unser Interesse, die Kundschaft<br />
zu unterstützen und ihr zu helfen, die innewohnenden<br />
Potentialitäten der <strong>Tech</strong>nologie zu verstehen, die wir<br />
anbieten, und uns den Mehrwert anzuerkennen, den<br />
wir damit garantieren können“.<br />
5 <strong>TTM</strong> - TUBE TECH MACHINERY
[ L Ö S U N G E N ]<br />
Die von <strong>Tube</strong> <strong>Tech</strong> <strong>Machinery</strong> entwickelte Vorrichtung TTLaserScan © hat den Zweck, die<br />
Abweichung eines verbogenen Rohres, in Echtzeit und ohne dabei Verlangsamungen<br />
einzuführen, zu korrigieren, wenn dieses den Laserbearbeitungen unterzogen wird.<br />
Das 3D-Schneiden hat<br />
einen starken Verbündeten<br />
Die langjährige Erfahrung bei der<br />
Herstellung und dem Verkauf<br />
von Laserrohrschneidmaschinen<br />
mit 3D-<br />
Schneidkopf für die<br />
Ausführung von<br />
Schrägschnitten hat<br />
<strong>Tube</strong> <strong>Tech</strong> <strong>Machinery</strong><br />
dazu gebracht, sich tiefgehender<br />
mit der reellen<br />
Komplexität dieser Materie<br />
zu befassen und zu versuchen,<br />
immer wirksamere<br />
Lösungen zu entwickeln, die<br />
schnell und sicher die auf dem Feld vorgefundenen<br />
Probleme hätten lösen können, vor allem im Fall von<br />
Bearbeitungen mit Schrägschnitten (3D).<br />
Es ist allseits bekannt, dass eines der Hauptprobleme<br />
bei der Bearbeitung von Rohren in der Formgestaltung<br />
des Rohstoffes selbst liegt, der niemals ganz gerade<br />
ist.<br />
Die Biegung der Rohre ist nämlich ein Produktionsund<br />
Lagerungsdefekt, den man berücksichtigen und<br />
für den man die notwendigen Korrekturen einführen<br />
muss. Der LaserScan etabliert sich in diesem Kontext,<br />
aber nicht nur in diesem, und bietet ein weiteres<br />
Kontrolllevel, das mit den seit längerer Zeit auf den von<br />
<strong>TTM</strong> hergestellten Maschinen vorhandenen Systemen<br />
integriert ist.<br />
Die Krümmung des Rohres in<br />
jedem Augenblick<br />
Die Vorrichtung TTLaserScan© hat den Zweck, die<br />
Abweichung eines gebogenen Rohres in Echtzeit und<br />
ohne dabei besondere Verlangsamungen zu verursachen,<br />
zu korrigieren, wenn dieses mit dem Laser<br />
bearbeitet wird.<br />
Die Biegung wird mittels selbstzentrierenden<br />
Schließsystemen der Mandrels korrigiert und gelöst<br />
und vor allem, indem man die Bearbeitung des Rohres<br />
mit so wenig Überstand wie nur möglich realisiert. Auf<br />
den Maschinen sind außerdem immer verschiedene<br />
Stütz- und Ausrichtsysteme für die Rohre während<br />
der Bearbeitung vorgesehen. Wie man in der Abbildung<br />
1 sehen kann, resultiert, dass die „mechanische“<br />
Schließung für den größten Teil der Bearbeitungen<br />
ausreichend wirksam ist, insbesondere wenn diese<br />
sehr nahe an den Schließsystemen des Mandrels erfolgen.<br />
Im Falle von Schrägschnitten, wie z.B. die Vorbereitung<br />
für eine Schweißnaht oder für die nicht rechtwinklige<br />
Verbindung zwischen Rohren, verändern sich die<br />
Schneidbedingungen und die Bearbeitungen erfolgen<br />
in Positionen, die „weiter entfernt“ vom Mandrel<br />
sind. Dies geschieht aus offensichtlichen „mechanischen“<br />
Bedürfnissen und, wie auf der Abbildung 2<br />
ersichtlich, deckt der 3D-Kopf einen Arbeitsbereich<br />
ab, der in einigen Fällen verlangt, dass der Kopf selbst<br />
bei einem erheblichen Abstand vom Mandrel 2 arbeiten<br />
muss, auch um einige Hundert Millimeter.<br />
Das System TTLaserScan© nutzt einen Sensor mit<br />
Laser-Triangulation (Abbildung 3), um in jedem<br />
Augenblick die Krümmung des sich in Bearbeitung<br />
befindenden Rohres zu rekonstruieren. Dieser Sensor<br />
ist auf einem CNC-Schlitten montiert, der, indem er<br />
sich gleichzeitig mit dem Rohr bewegt, das „Lesen“<br />
des Rohres selbst im exakten Schneidpunkt ermög-<br />
2<br />
3<br />
4<br />
licht (Abbildung 4). Die Kompensation des Defektes<br />
des Rohres erhält man, indem man mittels geeigneten<br />
Funktionen der CNC-Steuerung <strong>TTM</strong>otion in Echtzeit<br />
auf die Schneidachsen einwirkt und dabei kontrolliert,<br />
dass der Schneidvorgang präzise erfolgt, womit man<br />
die andernfalls nicht kontrollierte Fehlerhaftigkeit des<br />
Rohres reduziert.<br />
In den Phasen, in denen der Schneidlaser in Betrieb<br />
ist, sind die Optik und die Elektronik des Sensors durch<br />
einen pneumatischen Verschluss geschützt. Geeignete<br />
Funktionen der Maschinensoftware führen nämlich<br />
dazu, dass die Messung sicher erfolgt, indem sie der<br />
Einschaltung des Schneid-Laserstrahls bei jeder<br />
Bearbeitung vor eilen. Während der 3D-Kopf die Schnitte<br />
beim Rohr ausführt, werden von der Maschine die<br />
Kompensationen, entsprechend der Messungen, die<br />
der TTLaserScan© auf den vier Seiten des Rohres in<br />
den Augenblicken vor der Einschaltung des<br />
Schneidlasers durchgeführt hat, berechnet. Die<br />
Verwendung der Vorrichtung TTLaserScan© kann vom<br />
Bediener auf der Maschine angewählt werden. Diese<br />
bedingt keine Verlängerung der Produktionszeit, da<br />
jede Messung ohne Stopps der Schneidbewegungen<br />
erfolgt.<br />
Präzise Bearbeitungen beim Rohr<br />
Ein weiterer Anwendungsgrund des Systems LaserScan<br />
ist im Fall von präzisen Bearbeitungen beim Rohr. Außer<br />
der typischen Biegung ist auch bekannt, dass die maßliche<br />
Toleranz des Rohres ausgesprochen groß ist und<br />
oft Löcher und/oder Schnitte mit einer<br />
Positionierungsgenauigkeit innerhalb von einem Zehntel<br />
Millimeter gefordert werden, die nicht mit der maßlichen<br />
Genauigkeit des Querschnittes des Rohres vereinbar<br />
ist, die hingegen in einem Bereich von +/- 1<br />
mm liegt. Um dieses Problem zu umgehen, kann erneut<br />
der TTLaserScan© aktiviert werden, der die reelle<br />
Dimension des Querschnittes in der vom Schnitt<br />
betroffenen Zone erfasst und automatisch in Echtzeit<br />
und ohne jegliche Unterbrechung des Prozesses die<br />
Koordinaten des Schneidkopfes korrigiert, um die gewünschten<br />
Toleranzen zu gewährleisten.<br />
Die Haupteigenschaften dieser Vorrichtung sind:<br />
Anwendbarkeit bei viereckigen und rechteckigen<br />
Rohren mit einer Seite von 20 bis 220 mm; Spezialprofile,<br />
Funktionen, die je nach Anwendung zu beurteilen sind;<br />
Präzision 0,15 mm; Linearität 0,1% f.s.;<br />
Erfassungsgeschwindigkeit der einzelnen Messung<br />
0,1 s.<br />
1<br />
6 <strong>TTM</strong> - TUBE TECH MACHINERY
[ N E U H E I T E N ]<br />
<strong>TTM</strong> besaß bereits das vorherige Primat mit der FL600,<br />
aber in Kürze wird die ganz neue FL800 in Betrieb sein, die größte Anlage der Welt, in<br />
der Lage, mit dem Laser Rohre und Profile in 3D zu bearbeiten.<br />
Der größte Rohrlaser<br />
der Welt<br />
T<br />
Die Beschickungs- und<br />
Entsorgungsoperationen<br />
der Rohre mit so großen Abmessungen<br />
erfordern andere Handlinglösungen als<br />
die bisher bei den traditionellen<br />
kleineren Rohrlasern angewandten.<br />
TM war die weltweite Urheberin der<br />
Entwicklung von Anlagen und Lösungen mit sowohl<br />
innovativen als auch dimensionalen Merkmalen.<br />
Wir möchten daran erinnern, dass die erste FL600<br />
bereits Anfang 2002 gebaut und bei einem<br />
Dienstleistungszentrum in Frankreich installiert wurde.<br />
Die Qualität und die Sorgfalt bei der Herstellung,<br />
sowie die Wahl der handelsüblichen Komponenten<br />
haben zusammen mit den konstruktiven Lösungen<br />
die weltweite unumstrittene Anerkennung der<br />
Zuverlässigkeit und der Robustheit der von der Firma<br />
aus Brescia hergestellten Anlagen bekräftigt.<br />
Rund um die Uhr über mehrere Jahre<br />
Mit dem Projekt der FL800 hat <strong>TTM</strong> das<br />
Handlingkonzept weiterentwickelt, um die Produktivität<br />
der Anlage stets leistungsfähigerer zu machen.<br />
Die Anwesenheit von Sensoren, von Überwachungssystemen,<br />
abgesehen von der Konzeption von neuen<br />
mechatronischen Lösungen, ermöglicht der Anlage<br />
einen hohen Automationsgrad, der sich<br />
gut mit der Philosophie der unbemannten<br />
Produktion vereint, an der <strong>TTM</strong><br />
bereits seit Jahren arbeitet.<br />
Die Projekte werden mit den fortschrittlichsten<br />
Konstruktionsprogrammen und mit<br />
Strukturüberprüfungen mit FEM, außer den virtuellen<br />
Simulationen entwickelt, die es ermöglichen, im Detail<br />
alle gewählten Lösungen zu perfektionieren, wodurch<br />
man schon bis zu der ersten Realisierung der Anlage<br />
kommt, ohne gezwungen zu sein, im Nachhinein noch<br />
irgendetwas zu verändern.<br />
All dies verlangt einen erheblichen Zeitaufwand, Zeit,<br />
die das Forschungs- und Entwicklungsbüro zuvor<br />
und das Konstruktionsbüro danach zur Verfügung<br />
stellen. Das Entwicklungsteam erstreckt sich nun<br />
bereits von den ersten Phasen bis zu allen<br />
Firmenabteilungen und bezieht dabei Elektroniker,<br />
Hardwareleute, Laserexperten, Mechaniker und den<br />
Service mit ein. All dies, um den Kunden die maximale<br />
Zuverlässigkeit der konstruierten und realisierten<br />
Anlage zu garantieren, um rund um die Uhr über mehrere<br />
Jahre arbeiten zu können.<br />
Die Bedürfnisse interpretieren<br />
Die Realisierung einer Anlage, in der Lage, Rohre bis<br />
zu einem Durchmesser von 815 mm zu bearbeiten,<br />
entstammt aus der Vision von <strong>TTM</strong>, in der Lage sein<br />
zu können, den eigenen Kunden verschiedene dimensionale,<br />
<strong>Layout</strong>- und Konfigurationslösungen der Anlage<br />
anzubieten.<br />
Ein besonderes Augenmerk wurde dabei auf die<br />
Automationssysteme für die Beschickung und<br />
die Entsorgung der Rohre gerichtet, die, angesichts<br />
der großen Abmessungen und des<br />
erheblichen Gewichts, ganz andere<br />
Handlingmethoden verlangen<br />
als jene, die bei<br />
den typischen Maschinen für kleine Rohre vorgesehen<br />
werden. Aus diesem Grund wurden Systeme mit<br />
vollkommen kontrollierten Achsen angewandt, die bereits<br />
mit Erfolg bei einigen Versionen unserer FL600<br />
experimentiert und hier auf geeignete Weise überarbeitet<br />
und verstärkt wurden.<br />
<strong>TTM</strong> realisiert heute Rohrschneidmaschinen mit 2<br />
Mandrels mit Arbeitsbereich von 15 mm bis 300 mm<br />
Durchmesser, mit 3 Mandrels mit der Möglichkeit der<br />
Entsorgung von Teilen bis zu 8 m Länge und darüber<br />
hinaus, sowie Anlagen mit 4 beweglichen Mandrels<br />
mit sowohl Ketten- als auch Bündelbeschickung und<br />
-Entsorgung und sogar mit intelligenten Portalen, stets<br />
bei den Lade- und Entladetätigkeiten. Die Produktpalette<br />
der Maschinen und Anlagen von <strong>TTM</strong> für die<br />
Laserbearbeitungen von Rohren ist die breiteste und<br />
kompletteste unter den weltweiten Herstellern.<br />
Es gibt mittlerweile bereits verschiedene Kunden, die<br />
mehr als eine Anlage von <strong>TTM</strong> installiert haben, als<br />
Anerkennung der Zufriedenheit über die gebotenen<br />
Qualität, Leistungen und Service. Die vielseitigen<br />
Bedürfnisse der Kundschaft zu interpretieren, indem<br />
man verschiedene Möglichkeiten bietet, also zu keinen<br />
verfügbaren Lösungen zwingt, ist die Aufgabe,<br />
die die Philosophie von <strong>TTM</strong> in diesen Jahren begleitet<br />
hat.<br />
7 <strong>TTM</strong> - TUBE TECH MACHINERY
[ P E R S P E K T I V E N ]<br />
EVENTS<br />
Lamiera<br />
Bologna<br />
12-15 Mai<br />
Euroblech<br />
Hannover<br />
26-30 Oktober<br />
Um das Image von <strong>Tube</strong> <strong>Tech</strong> <strong>Machinery</strong> zu vereinfachen, zu vermitteln<br />
und leichter zu verbreiten, haben wir es als angemessen erachtet,<br />
das alte Logo und die ungekürzte Schrift des Firmennamens mit einem<br />
einzigen Logo - Marke <strong>TTM</strong> zu ersetzen. Dieses neue Image, das wir gerade<br />
dabei sind, zu verbreiten, spiegelt auch den Willen und die Entschlossenheit<br />
von <strong>TTM</strong> wieder, die eigenen Produkte am Markt zu identifizieren. Auch im Laufe<br />
des Jahres 2009 hat <strong>TTM</strong> das eigene Image als marktführende Firma in der<br />
Herstellung von Laserschneid- und -Schweißmaschinen und -Anlagen verstärkt<br />
und konsolidiert. Selbst in einem von der weltweiten Wirtschaftskrise beeinflussten<br />
Markt hat <strong>TTM</strong> trotzdem mit ihrer Entwicklungspolitik von neuen Produkten,<br />
der Forschung bei elektronischen Überwachungs- und Kontrollsystemen weiter<br />
gemacht, die in der Lage sind, die eigenen Anlagen stets leistungsfähiger zu gestalten,<br />
und einige dieser Systeme wurden auch patentiert.<br />
Eine Marke, eine Garantie<br />
Das Jahr 2010 wird sehr wahrscheinlich noch ein Übergangsjahr sein, aber wir<br />
sind überzeugt, dass es, vorsichtig positiv ausgedrückt, möglich sein wird, einen<br />
gewissen Optimismus beim wirtschaftlichen Wiederaufschwung zu erkennen.<br />
Mit ihren Produkten, mit neuen Lösungen und vielseitigen Anwendungen wird<br />
<strong>TTM</strong> bereit sein, die besten Chancen auf dem Markt zu ergreifen. Die unerschöpfliche<br />
Begeisterung und der Wille des Teams von <strong>TTM</strong> hat es uns ermöglicht, mit<br />
innovativen Ideen und Anwendungen, die einen Markttrend gesetzt haben, befriedigende<br />
Ergebnisse zu erzielen.<br />
<strong>Tube</strong> <strong>Tech</strong> <strong>Machinery</strong> S.r.l.<br />
Via Bonfadina, 33<br />
25046 Cazzago San Martino (BS) Italy<br />
Tel. +39 030 7256311<br />
Fax +39 030 7256333<br />
info@tubetechmachinery.com<br />
www.tubetechmachinery.com<br />
Partner UCIMU - SYSTEMEN ZUR HERSTELLEN









