Leseprobe - VDW-Nachwuchsstiftung
Leseprobe - VDW-Nachwuchsstiftung
Leseprobe - VDW-Nachwuchsstiftung

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
8 1 | Grundlagen<br />
Kapitel 1<br />
Grundlagen<br />
Notizen<br />
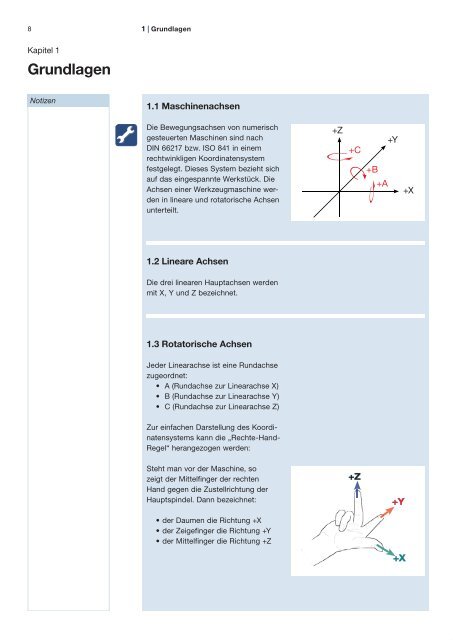
1.1 Maschinenachsen<br />
Die Bewegungsachsen von numerisch<br />
gesteuerten Maschinen sind nach<br />
DIN 66217 bzw. ISO 841 in einem<br />
rechtwinkligen Koordinatensystem<br />
festgelegt. Dieses System bezieht sich<br />
auf das eingespannte Werkstück. Die<br />
Achsen einer Werkzeugmaschine werden<br />
in lineare und rotatorische Achsen<br />
unterteilt.<br />
+Z<br />
+C<br />
+B<br />
+A<br />
+Y<br />
+X<br />
1.2 Lineare Achsen<br />
Die drei linearen Hauptachsen werden<br />
mit X, Y und Z bezeichnet.<br />
1.3 Rotatorische Achsen<br />
Jeder Linearachse ist eine Rundachse<br />
zugeordnet:<br />
• A (Rundachse zur Linearachse X)<br />
• B (Rundachse zur Linearachse Y)<br />
• C (Rundachse zur Linearachse Z)<br />
Zur einfachen Darstellung des Koordinatensystems<br />
kann die „Rechte-Hand-<br />
Regel“ herangezogen werden:<br />
Steht man vor der Maschine, so<br />
zeigt der Mittelfinger der rechten<br />
Hand gegen die Zustellrichtung der<br />
Hauptspindel. Dann bezeichnet:<br />
• der Daumen die Richtung +X<br />
• der Zeigefinger die Richtung +Y<br />
• der Mittelfinger die Richtung +Z<br />
+Z<br />
+Y<br />
+X
1.4 Bearbeitungsebenen<br />
Notizen<br />
Jeweils zwei Koordinatenachsen legen<br />
eine Arbeitsebene fest. Die dritte<br />
Koordinatenachse (Werkzeugachse)<br />
steht jeweils senkrecht auf dieser<br />
Ebene und bestimmt die Zustellrichtung<br />
des Werkzeugs.<br />
Beim Programmieren ist es erforderlich,<br />
der Steuerung mitzuteilen, in<br />
welcher Arbeitsebene gearbeitet wird,<br />
damit z.B. Werkzeugkorrekturwerte<br />
richtig verrechnet werden.<br />
Ebene Werkzeugachse G-Code<br />
X/Y Z G17<br />
Z/X Y G18<br />
Y/Z X G19<br />
G19<br />
+Z<br />
G18<br />
G17<br />
-Y +X<br />
1<br />
9<br />
Grundlagen<br />
1.5 Punkte im Arbeitsraum<br />
Maschinennullpunkt<br />
Der Maschinennullpunkt M ist ein<br />
fester Punkt der Werkzeugmaschine,<br />
auf den sich alle (abgeleiteten)<br />
Messsysteme zurückführen lassen.<br />
Er ist damit der Ausgangspunkt für<br />
alle weiteren Koordinatensysteme.<br />
Siehe auch die Dokumentation des<br />
Maschinenherstellers.<br />
Werkstücknullpunkt<br />
Der Werkstücknullpunkt W bildet den<br />
Ausgangspunkt für das Werkstückkoordinatensystem.<br />
Er ist durch<br />
Abstände zum Maschinennullpunkt<br />
definiert. Er kann frei gewählt werden<br />
und sollte dort angeordnet sein, von<br />
wo in der Zeichnung die meisten Maße<br />
ausgehen.
3.3 SinuTrain Grundmenü<br />
Notizen<br />
Der Hauptunterschied zur G-Code<br />
Programmierung besteht in der<br />
grafischen Programmierung.<br />
ShopMill verwendet vorgefertigte<br />
Zyklen, in welche Sie mit Hilfe<br />
spezieller Eingabemasken die entsprechenden<br />
Parameter eingeben<br />
können. So können an der Maschine<br />
schnell verschiedene Programme<br />
erstellt werden.<br />
3<br />
23<br />
01 02 06 03 05<br />
04<br />
Programmieren eines Frästeils mit ShopMill<br />
Position<br />
01<br />
Beschreibung<br />
Bedienbereichsanzeige<br />
02<br />
Arbeitsanzeige mit Momentanposition<br />
der Schlitten<br />
(MKS oder WKS)<br />
03 Anzeige der Technologiedaten:<br />
Werkzeug Vorschub, Drehzahl<br />
04<br />
05<br />
06<br />
Vertikale-Softkeysleiste<br />
Programmanzeigefeld<br />
Horizontale Softkeyleiste
24 3 | Programmieren eines Frästeils mit ShopMill<br />
Notizen<br />
3.4 Werkstück Montageplatte<br />
Anhand des nachfolgenden Werkstücks<br />
sollen die verschiedenen<br />
Programmierfunktionen der ShopMill<br />
Oberfläche verdeutlicht werden.
32 3 | Programmieren eines Frästeils mit ShopMill<br />
Notizen<br />
3.9 Rechteckzapfen<br />
Im nächsten Schritt soll laut Arbeitsplan<br />
der Rechteckzapfen gefertigt<br />
werden. Hierfür betätigen Sie:<br />
Es wird zwischen Rechteck- und<br />
Kreiszapfen unterschieden. Folgende<br />
Formen für Rechteckzapfen mit und<br />
ohne Eckenradius können gefräst werden:<br />
Betätigen Sie den Softkey.<br />
Es öffnet sich die dargestellte<br />
Eingabemaske.<br />
Pos.<br />
Beschreibung<br />
01 Technologie: Werkzeug, Vorschub<br />
[mm/Zahn; mm/min]<br />
Schnittgeschwindigkeit<br />
[m/min; U/min]<br />
02 Mitte, unten links /rechts, oben<br />
links/rechts<br />
03 Schruppen/Schlichten/Schlichten<br />
Rand/Anfasen<br />
04<br />
Einzelposition/Positionsmuster<br />
05<br />
X0/Z0/Y0 Bezugspunkt in<br />
X- und Y-Richtung Höhe<br />
Werkstückoberfläche<br />
06<br />
W/L Breite und Länge des Zapfens<br />
07<br />
Eckenradius<br />
08<br />
Drehwinkel<br />
09<br />
Bearbeitungstiefe<br />
11 09 07<br />
12 10 08 06<br />
05<br />
03 01<br />
04 02<br />
10<br />
Zustellung<br />
11<br />
UXY/ UZ Schlichtaufmaß X/Y/Z<br />
12<br />
W1/L1 Breite und Länge des<br />
Rohteilzapfens
Notizen<br />
3<br />
37<br />
Simulieren Sie am Anfang nach<br />
jedem Bearbeitungsschritt, um mögliche<br />
Fehler schneller feststellen zu können.<br />
Programmieren eines Frästeils mit ShopMill
38 3 | Programmieren eines Frästeils mit ShopMill<br />
Notizen<br />
Planfräsen (schruppen, schlichten)<br />
siehe Kap. 3.8<br />
Rechteckzapfen siehe Kap.3.9<br />
Rechteck- und Kreistaschen<br />
ausräumen siehe Kap. 3.10<br />
Positionsmuster und Verkettung<br />
mit Bearbeitungen siehe<br />
Kap. 3.13<br />
3.12 Übungswerkstück Lochplatte<br />
Um mehr Sicherheit im Umgang mit<br />
den eben angewendeten Zyklen zu<br />
bekommen, programmieren Sie das<br />
Werkstück Lochplatte bitte eigenständig<br />
anhand des Beispiels Montageplatte.<br />
Der Arbeitsplan kann folgendermaßen<br />
aussehen:<br />
• Planfräsen (schruppen, schlichten)<br />
• Rechteckzapfen<br />
• Recht- und Kreistaschen<br />
ausräumen<br />
• Positionsmuster und Verkettung<br />
mit Bearbeitungen