Leseprobe - VDW-Nachwuchsstiftung
Leseprobe - VDW-Nachwuchsstiftung
Leseprobe - VDW-Nachwuchsstiftung

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
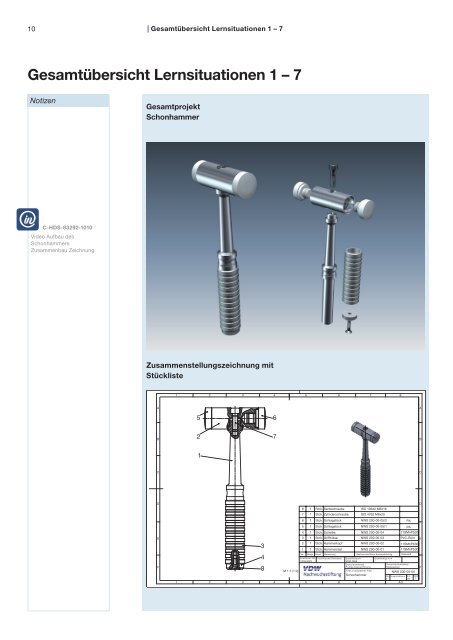
10 | Gesamtübersicht Lernsituationen 1 – 7Gesamtübersicht Lernsituationen 1 – 7NotizenGesamtprojektSchonhammerC-HDS-83292-1010Video Aufbau desSchonhammersZusammenbau ZeichnungZusammenstellungszeichnung mitStückliste123456 78AA56B27B1CCDEF1348D8 1 Stck. Senkschraube ISO 10642 M6x167 1 Stck. Zylinderschraube ISO 4762 M8x256 1 Stck. Schlagstück NWS 200-00-05/2PA5 1 Stck. Schlagstück NWS 200-00-05/1PA4 1 Stck. Scheibe NWS 200-00-0411SMnPb303 1 Stck. Griffhülse NWS 200-00-03PVC-Rohr E2 1 Stck. Hammerkopf NWS 200-00-0211SMnPb301 1 Stck. Hammerstiel NWS 200-00-0111SMnPb30Pos. Menge Einheit BenennungSachnummer/Norm-Kurzbezeichnung WerkstoffVerantwortl. Abt. Technische Referenz Erstellt durchGenehmigt von<strong>VDW</strong>-NWS<strong>VDW</strong>-NWSDokumentenartDokumentenstatusFertigungszeichnungfreigegebenFM 1:1 (1:2)Titel, zusätzlicher TitelNWS 200-00-00SchonhammerÄnd.Ausgabedatum Spr. BlattAde 12 34 567A3
Übersicht Lernsituationen 1 – 7Notizen526Alle Fertigungszeichnungenund Arbeitsblätter können ausder Knowlege Base der<strong>VDW</strong>-<strong>Nachwuchsstiftung</strong>(www.vdw-nws-online.de) inGebrauchsgröße heruntergeladenwerden.13547Pos-Nr. Menge Benennung Lernsituation1 1 Hammerstiel 1+2+52 1 Hammerkopf 73 1 Griffhülse 44 1 Scheibe 35 1 Schlagstück 66 2 Zylinderschraube ISO 4762 - M8 x 25 -7 2 Sechskanschraube ISO 10 642 -M6 x 16 -
12 | Gesamtübersicht Lernsituationen 1 – 7NotizenGesamtszenarioIn Ihrem Betrieb soll die Baugruppe„Schonhammer“ in größerer Stückzahlgefertigt werden. Sie haben denAuftrag, alle notwendigenFertigungsvorbereitungen zu treffen,alle benötigten UnterlagenHandlungsrahmenanzufertigen, die CNC-Programme zu erstellenund zu simulieren sowie die Vorfertigungdurchzuführen. Die Drehteile werdenauf einer Drehmaschine mit derHEIDENHAIN Steuerung DataPilot4290 nach Vorgaben gefertigt.Vorgehensweise1. ProblemanalyseZusammenbauzeichnunglesenFunktion der Baugruppeverstehen und beschreibenProblem und Lösungsweg verbalisierenZiele festlegen2. Planung der LösungHandlungsablaufInformationsmaterial bereitstellenArbeitsorganisation festlegen(Sozialform, Arbeitsregeln, Arbeitszeit,Verantwortlichkeiten)Gesamtablauf der Lernsituation planenHandlungsergebnisFertigungsablaufArbeit am PCCNC-Programm für dasjeweilige TeilSimulation am PCSimulation an der MaschineBei vorhandener MaschineFertigung an der MaschineQualitätskontrolleMontage der Baugruppe3. Lösung ausarbeiten und vorstellenInformationsbeschaffung• Welche Spannmöglichkeiten gibt es?• Welche Werkzeuge werden benötigt?• Wie ist ein CNC-Programmaufgebaut?• Welche CNC-Befehle für die Programmierungmit dem HEIDENHAINDataPilot werden benötigt?Entscheidung für eine SpannmöglichkeitAuswahl der Werkzeuge undBestimmung der TechnologieErstellung des ArbeitsplansBeschreibung des Arbeitsablaufs ander MaschineErstellen der CNC-ProgrammeVorbereiten der Fertigung undDokumentation auf einem EinrichteblattFertigung der Einzelteile an derMaschinePräsentation der Gesamtlösung4. Lösungen bewertenBewertung der ArbeitsergebnisseBewertung der FertigungsstrategieBewertung der VorgehensweiseVerbalisieren des Problems und desLösungsweges5. Vorgehen reflektierenBeurteilung des fachlichenLernfortschrittesBeurteilung des methodischenVorgehens
1LernsituationFertigen des Hammerstiels in 1. Aufspannung
14| Fertigen des Hammerstiels in 1. AufspannungLernsituation 1Fertigen des Hammerstiels in 1. AufspannungNotizenDer Ansatz des Hammerstiels soll inder ersten Aufspannung vorbearbeitetwerden.Die Fertigungszeichnung liegt vor.Das Rohteil des Hammerstiels wurdebereits auf Fertigteillänge gedreht unddie Zentrierungen auf beiden Seiteneingebracht.C-HDS-83292-1020Video 1. BearbeitungHammerstielZeichnung Hammerstiel 1.Aufspannung
Lernsituation 112345 678NotizenL115ABCDEF1-0,130212795C115215DEVerantwortl. Abt. Technische Referenz Erstellt durchGenehmigt von<strong>VDW</strong>- NWS<strong>VDW</strong>- NWS+0,1DokumentenartDokumentenstatusRz 10FertigungszeichnungfreigegebenFTitel, zusätzlicher TitelNWS 200-00-01Hammerstiel 1 Aufspannung Änd. AusgabedatumAde 12 34 567A3Spr. BlattAB| Fertigen des Hammerstiels in 1. AufspannungEinführungSystematisches Vorgehen1. Analysieren Sie die Aufgabenstellungund die Fertigungszeichnung.2. Leiten Sie daraus Ihre Problemstellungund das konkret zu erreichendeZiel ab.3. Planen Sie eine sinnvolleVorgehensweise zur Durchführungder gesamten Lernsituation.4. Erstellen Sie alle Fertigungsunterlagen(Zeichnungen, Technologiedaten,Arbeitspläne, Programme undEinrichteblätter) in elektronischerForm.5. Speichern Sie Ihre Arbeit elektronischund als Ausdruck für Ihrepersönlichen Unterlagen.
16 1 | Grundlagen der CNC-ProgrammierungKapitel 1Grundlagen der CNC-ProgrammierungNotizenGrundlagentrainingInformieren Sie sich über dieGrundlagen der CNC-Technikwie z.B. Koordinatensysteme,Positionsangaben, usw.Erarbeiten Sie sich dann dassystematische Vorgehen beimProgrammieren: Werkstücknullpunktsetzen, Koordi na ten bestimmen,Programm schreiben, Programmtesten usw.Trainieren Sie die Hand habung desDataPiloten:• Maschine anlegen• Werkzeugeingabe• Programmeingabe• Simulation• Ausdrucken des ProgrammsÜbungenAlle Schritte zur Lösung der Aufgabesind in diesem Heft erläutert und anBeispielen erklärt. Die Lösung fürden Schonhammer müssen Sie sichjedoch selbst erarbeiten.
Lernsituation 11.1 Absolutbemaßung /InkrementalbemaßungNotizen117Bei der Bemaßung von technischenZeichnungen, haben Sie grundsätzlichzwei verschiedene Möglichkeiten:Die Angabe im Absolutmaß oder ininkrementalen Maßen. Entnehmen Siedie Maße für den Hammerstiel derFertigungszeichnung.AbsolutbemaßungBei der Absolutbemaßung gebenSie die Maße des Zielpunktes voneinem festen Punkt im Raum ein.604020XGrundlagen der CNC-ProgrammierungC-HDS-83292-1030Großansicht Absolut,-Inkrementalbemaßung51015ZInkrementalbemaßungBei der Inkrementalbemaßunggeben Sie die Maße der Punkte alsAbstand vom letzten Maß an.20 20 20X555Z
18 1 | Grundlagen der CNC-ProgrammierungNotizen1.2 KoordinatenangabeDie Form eines Werkstücks wirddurch die Angabe von Koordinatenbestimmt. Hierzu haben Sie zweiMöglichkeiten: Angaben in kartesischenund in Polarkoordinaten.Kartesische Koordinaten+X60Auf den Achsen des kartesischenKoordinatensystems befinden sichMaßstäbe. Der Nullpunkt liegt imSchnittpunkt der Achsen.P6P5P4P3P2 P15040302010C-HDS-83292-1040Großansicht kartesiche- undPolarkoordinatenDie Lage der Punkte (P1-P6) ist eindeutigbestimmt durch ihren Abstandvom Nullpunkt• in X-Richtung und• in Z-Richtung.Im nebenstehenden Beispielwerden die Punkte in kartesischenKoordinaten angegeben.-Z80 70 60 50 40 30 20 10 0Punkt X-Achse Z-Achse1 10 02 10 -303 20 -304 20 -505 35 -506 35 -80PolarkoordinatenDen Nullpunkt des Koordinatensystemsbildet der Pol alsAusgangspunkt für die Abstandsvektoren.Die Lage der Punkte (P1-P4) ist eindeutigbestimmt:23,58P4P260°P35060°50°R63,5P130°• durch den Abstand vom Pol,• den Winkel zur positiven X-Achse(positiver Drehsinn = gegen denUhrzeigersinn).915Im nebenstehenden Beispielwerden die Punkte inPolarkoordinaten angegeben.Punkt Abstand Winkel1 63,5 30°2 63,5 90°3 25 50°4 25 110°
Lernsituation 11.3 Koordinatensystem anCNC-MaschinenErarbeiten Sie sich die nachfolgendenInformationen zum kartesischenKoordinatensystem an CNC-Drehmaschinen.Prägen Sie sich auch dieDrehrichtungen um die Achsen ein.MaschineCNC-gesteuerte Maschinen bearbeitenWerkstücke automatisch, wenndas dazu notwendige Programm inihre Steuerung eingegeben wurde.Notizen119Grundlagen der CNC-ProgrammierungDie Punkte, die das Werkzeugwährend der Bearbeitung anfahrensoll, müssen im Programmangegeben sein.Um die Lage dieser Punkte zubeschreiben, wird ein kartesischesKoordinatensystem verwendet,das im Arbeitsraum derMaschine liegt.Mit Hilfe dieses Koordinatensystemsist es möglich, die Lageder Punkte im Raum oder aufeinem Werkstück einfach undschnell anzugeben.C-HDS-83292-1050Video MaschinenkoordinatensystemAchsenEin kartesisches Koordinatensystembesteht aus 3 Achsen, die sich ineinem Punkt schneiden.KartesischesKoordinatensystem• Der Schnittpunkt der Achsenwird Nullpunkt des Koordinatensystemsgenannt.• In einem rechtwinkligen (kartesischen)Koordinatensystem stehendie Achsen senkrecht aufeinander(= rechter Winkel, sieheBild) und werden mit den BuchstabenX, Y und Z bezeichnet.• Der Pfeil gibt die positive (+)Achsenrichtung an.Rechte WinkelFür Standard-CNC-Drehoperationennutzt man ein kartesisches Koordinatensystem,welches aus den Achsen Xund Z besteht.C-HDS-83292-1060Abb. kartesisches Koordinatensystem
20 1 | Grundlagen der CNC-ProgrammierungNotizen• Die Drehachsen A, B und C werdenden Koordinatenachsen X, Yund Z zugewiesen.EbenenJeweils zwei Achsen diesesKoordinatensystems spannen eineEbene auf. Z.B. bilden die X- und dieZ-Achse die sogenannte X-Z-Ebene.YX-Y-EbeneXEs gibt in einem solchen Koordinatensystemalso 3 Hauptebenen:Y-Z-EbeneY-Z-EbeneC-HDS-83292-1070Großansicht Ebenen undBlickrichtungenEbeneX-Y-EbeneX-Z-EbeneY-Z-EbeneG-CodeG17G18G19X-Z-EbeneZJede weitere Ebene, die parallel z. B.zur X-Y-Ebene liegt, wird ebenfalls alsX-Y-Ebene bezeichnet; ebenso bei derX-Z- und Y-Z-Ebene.BlickrichtungDie Blickrichtung ist erforderlich fürdie Festlegung des Drehsinns vonKreisbögen. Im Uhrzeigersinn CW,gegen den Uhrzeigensinn CCW.Die Blickrichtung liegt in der Achse,die nicht bei der Angabe der Ebenegenannt wird:YY-Z-EbeneBlickrichtungenX-Y-EbeneX• für die X-Y-Ebene gegen dieRichtung der Z-Achse• für die X-Z-Ebene gegen dieRichtung der Y-Achse• für die Y-Z-Ebene gegen dieRichtung der X-Achse.X-Z-EbeneZ
Lernsituation 1Kapitel 2Vorgehensweise beim Programmieren2.1 Grundsätzliche VorgehensweiseNotizenErstellen Sie ein CNC-Programmzur Fertigung des Hammerstiels inerster Aufspannung. Nutzen Sie hierfürdie nachfolgend beschriebenensieben Schritte der grundsätzlichenVorgehensweise beim Programmieren.1. Schritt: Werkstücknullpunkt wählen und festlegen2. Schritt: Koordinaten bestimmen bzw. der Zeichnung entnehmen.3. Schritt: Arbeitsablaufplan erstellen• Verfahrwege festlegen• Werkzeuge bestimmen• Spindeldrehzahl bestimmen• Vorschübe bestimmen221Vorgehensweise beim Programmieren4. Schritt:Programm schreiben, d. h. Übersetzung der Arbeitsschrittein die ProgrammierspracheProgrammeingabe in den PC bzw. in die Steuerung an derMaschineC-HDS-83292-1080Vorgehensweise beimProgrammieren5. Schritt: Programm testen bzw. kontrollieren• Grafische Simulation• Fehlerüberprüfung• Optimierung6. Schritt: Abarbeiten des Programms an der Werkzeugmaschine ggf.Programmübertragung• Einrichten (nach Einrichteblatt)• Werkzeuge bereitstellen und verrechnen• Nullpunkt setzen• Teil fertigen• Programmoptimierung7. Schritt: Dokumentation des Programms und aller FertigungsunterlagenArchivierung auf Datenträger
22 3 | Werkstücknullpunkt wählenKapitel 3Werkstücknullpunkt wählenNotizen1. Schritt:Werkstücknullpunkt festlegenAus dem vorangegangenen Kapitelkennen Sie bereits die Achs definitionenin den unterschiedlichen Koordinatensystemen.Lernen Sie in diesemKapitel zusätzlich das Arbeitenmit der Rechten-Hand-Regel underarbeiten Sie sich die Informationenzu den Drehungen um die einzelnenAchsen.Prägen Sie sich die folgendenDefinitionen ein.• Der Werkstücknullpunkt ist derUrsprung des Werkstückkoordinatensystemsund wirdvom Programmierer nachder Bemaßung auf derFertigungszeichnung undunter fertigungstechnischenGesichtspunkten festgelegt.• Das Symbol zur Darstellung desWerkstücknullpunktes besteht auszwei konzentrischen Kreisen mitMittellinien, bei dem das innere,untere rechte Viertel geschwärztist.• Bei rotationssymmetrischenWerkstücken liegt derNullpunkt üblicherweise in derRotationsachse und an derPlanfläche.
Lernsituation 13.1 Rechte-Hand-RegelNotizenÜben Sie mit Ihrer rechten Handnach der folgenden Definition.• Grundlage für das Arbeiten anCNC-Werkzeugmaschinen istein rechtwinkliges Koor dinatensystem.In einem rechtwinkligenKoordi naten system könnenSie Punkte im Raum durch dieAngabe der Achs koordinaten eindeutigbestimmen.Nach DIN 66217 ist ein rechtwinkligesKoordinatensystem folgendermaßenbeschrieben:323Werkstücknullpunkt wählen• Die Koordinatenachsen X, Y undZ stehen senkrecht aufeinander.Eine Zuordnung kann durchDaumen, Zeigefinger undMittelfinger der rechten Handdargestellt werden (Rechte-Hand-Regel). Dabei zeigen die Finger indie positive Richtung der jeweiligenAchsen.
24 3 | Werkstücknullpunkt wählenNotizen3.2 Punkte im ArbeitsraumDer Maschinennullpunkt M ist derUrsprung des maschinenbezogenenKoordinatensystems. Seine Lage istunveränderlich und wird durch denMaschinenhersteller festgelegt. In derRegel liegt der Maschinennullpunktbei CNC-Drehmaschinen amSpindelflasch.Der Werkstück-Nullpunkt (W) istder Ursprung des Werkstückkoordinatensystems.Er kann vomProgrammierer frei gewählt werden.Beim Drehen liegt er auf derDrehachse Z und meist an der rechtenPlanfläche des Werkstücks.Der Referenzpunkt (R) wird zum initialisierendes Wegmesssystems angefahren,das heißt, das Wegmesssystemwird an diesem Punkt in allen Achsenauf die Abstandswerte zumMaschinennullpunkt gesetzt.(Abhängig vom verwendetenMesssystem). Der Maschinennullpunktkann i.d.R. nicht angefahren werden.Der Werkzeugbezugspunkt (E) ist vongroßer Bedeutung für das Einrichtenvoreingestellter Werkzeuge.