Leseprobe - VDW-Nachwuchsstiftung
Leseprobe - VDW-Nachwuchsstiftung
Leseprobe - VDW-Nachwuchsstiftung

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Pos. Menge Einheit<br />
Verantwortl. Abt.<br />
<strong>VDW</strong>-NWS<br />
Benennung<br />
Technische Referenz<br />
Sachnummer/Norm-Kurzbezeichnung<br />
Erstellt durch<br />
<strong>VDW</strong>-NWS<br />
Dokumentenart<br />
Fertigungszeichnung<br />
Titel, zusätzlicher Titel<br />
Genehmigt von<br />
Änd.Ausgabedatum<br />
A<br />
Werkstoff<br />
Dokumentenstatus<br />
freigegeben<br />
Spr.<br />
de<br />
Blatt<br />
1<br />
| Gesamtübersicht Lernsituationen 1-7<br />
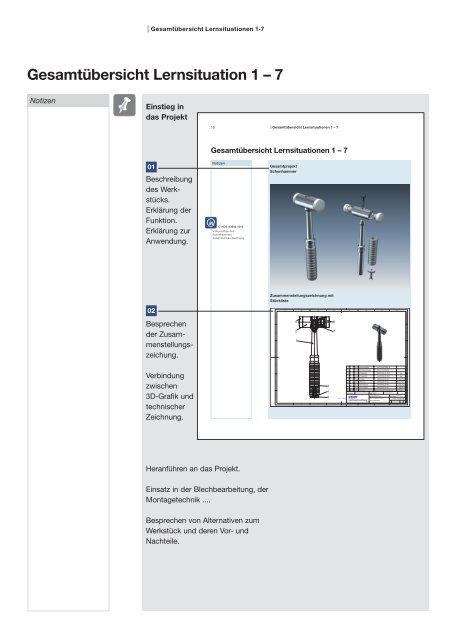
Gesamtübersicht Lernsituation 1 – 7<br />
Notizen<br />
Einstieg in<br />
das Projekt<br />
10 | Gesamtübersicht Lernsituationen 1 – 7<br />
Gesamtübersicht Lernsituationen 1 – 7<br />
01<br />
Beschreibung<br />
des Werkstücks.<br />
Erklärung der<br />
Funktion.<br />
Erklärung zur<br />
Anwendung.<br />
Notizen<br />
C-HDS-83292-1010<br />
Video Aufbau des<br />
Schonhammers<br />
Zusammenbau Zeichnung<br />
Gesamtprojekt<br />
Schonhammer<br />
Zusammenstellungszeichnung mit<br />
Stückliste<br />
02<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6 7<br />
8<br />
Besprechen<br />
der Zusammen<br />
stellungszeichung.<br />
A<br />
B<br />
C<br />
5<br />
2<br />
1<br />
6<br />
7<br />
A<br />
B<br />
C<br />
D<br />
D<br />
8 1 Stck. Senkschraube ISO 10642 M6x16<br />
Verbindung<br />
zwischen<br />
3D-Grafik und<br />
technischer<br />
Zeichnung.<br />
E<br />
F<br />
1<br />
3<br />
4<br />
8<br />
M 1:1 (1:2)<br />
7 1 Stck. Zylinderschraube ISO 4762 M8x25<br />
6 1 Stck. Schlagstück NWS 200-00-05/2<br />
PA<br />
5 1 Stck. Schlagstück NWS 200-00-05/1<br />
PA<br />
4 1 Stck. Scheibe NWS 200-00-04<br />
11SMnPb30<br />
3 1 Stck. Griffhülse NWS 200-00-03<br />
PVC-Rohr<br />
2 1 Stck. Hammerkopf NWS 200-00-02<br />
11SMnPb30<br />
1 1 Stck. Hammerstiel NWS 200-00-01<br />
11SMnPb30<br />
Schonhammer<br />
2 3<br />
4 5<br />
6<br />
7<br />
A3<br />
NWS 200-00-00<br />
E<br />
F<br />
Heranführen an das Projekt.<br />
Einsatz in der Blechbearbeitung, der<br />
Montagetechnik ....<br />
Besprechen von Alternativen zum<br />
Werkstück und deren Vor- und<br />
Nachteile.
Einstieg in<br />
das Projekt<br />
Notizen<br />
Übersicht Lernsituationen 1 – 7<br />
Notizen<br />
01<br />
Erklärungen<br />
zu den<br />
Einzelteilen.<br />
1<br />
5<br />
2<br />
6<br />
Alle Fertigungszeichnungen<br />
und Arbeitsblätter können aus<br />
der Knowlege Base der<br />
<strong>VDW</strong>-<strong>Nachwuchsstiftung</strong><br />
(www.vdw-nws-online.de) in<br />
Gebrauchsgröße heruntergeladen<br />
werden.<br />
3<br />
5<br />
4<br />
7<br />
02<br />
Erklärung zur<br />
Aufteilung<br />
in den verschiedenen<br />
Lernsitua tionen.<br />
Pos-Nr. Menge Benennung Lernsituation<br />
1 1 Hammerstiel 1+2+5<br />
2 1 Hammerkopf 7<br />
3 1 Griffhülse 4<br />
4 1 Scheibe 3<br />
5 1 Schlagstück 6<br />
6 2 Zylinderschraube ISO 4762 - M8 x 25 -<br />
7 2 Sechskanschraube ISO 10 642 -M6 x 16 -<br />
Schüler sollen die Teile benennen.<br />
Besprechen der Bearbeitungen in den jeweiligen<br />
Lernsituationen anhand der Einzelteilzeichnungen.
| Gesamtübersicht Lernsituationen 1-7<br />
Notizen<br />
Handlungsziele<br />
• Die Schülerinnen und Schüler kennen<br />
das Gesamtprojekt und den<br />
Aufgabenumfang.<br />
• Sie benennen die Einzelteile und<br />
beschreiben den Einsatz des<br />
Schonhammers.<br />
Lösung<br />
Notizenspalte der Schüler<br />
• Einsatz des Schonhammers bei der<br />
Blechbearbeitung zum Biegen oder<br />
Ausbeulen. In der Montagetechnik<br />
zum Zusammenbau von<br />
Baugruppen.<br />
Alternative Vorgehensweisen<br />
• Alternative Herstellung der Werkstücke<br />
mit konventionellen<br />
Werkzeugmaschinen.<br />
• Wirtschaftlichkeitsbe trachtung.<br />
B-SDL-91056-1000<br />
Aufruf Knowledge-Base<br />
Gesamtübersicht<br />
Zusatzinformationen<br />
• Zeichnungen der Einzelteile<br />
• Knowledge-Base, gemeinsamer<br />
Aufruf<br />
• Aufruf aller Lernsituationen und<br />
Erklärung der Einzelteilzeichungen.<br />
Beispiele/Übungen/Reflexion
Didaktische<br />
Vorgehensweise<br />
für den<br />
Unterricht.<br />
12 | Gesamtübersicht Lernsituationen 1 – 7<br />
Notizen<br />
01<br />
Durchspielen<br />
des Gesamtszenarios<br />
02<br />
Vorgehen<br />
an einem<br />
konkreten<br />
Einzelteil<br />
des Schonhammers<br />
jedoch nur<br />
global.<br />
03<br />
Hinweis auf<br />
Einrichteblatt.<br />
04<br />
Besprechen<br />
der Teile qualität.<br />
Notizen<br />
Gesamtszenario<br />
In Ihrem Betrieb soll die Baugruppe<br />
„Schonhammer“ in größerer Stückzahl<br />
gefertigt werden. Sie haben den<br />
Auftrag, alle notwendigen<br />
Fertigungsvorbereitungen zu treffen,<br />
alle benötigten Unterlagen<br />
Vorgehensweise<br />
1. Problemanalyse<br />
Zusammenbauzeichnung<br />
lesen<br />
Funktion der Baugruppe<br />
verstehen und beschreiben<br />
Problem und Lösungsweg verbalisieren<br />
Ziele festlegen<br />
2. Planung der Lösung<br />
Informationsmaterial bereitstellen<br />
Arbeitsorganisation festlegen<br />
(Sozialform, Arbeitsregeln, Arbeitszeit,<br />
Verantwortlichkeiten)<br />
Gesamtablauf der Lernsituation planen<br />
3. Lösung ausarbeiten und vorstellen<br />
Informationsbeschaffung<br />
• Welche Spannmöglichkeiten gibt es<br />
• Welche Werkzeuge werden benötigt<br />
• Wie ist ein CNC-Programm<br />
aufgebaut<br />
• Welche CNC-Befehle für die Programmierung<br />
mit dem HEIDENHAIN<br />
DataPilot werden benötigt<br />
Entscheidung für eine Spannmöglichkeit<br />
Auswahl der Werkzeuge und<br />
Bestimmung der Technologie<br />
Erstellung des Arbeitsplans<br />
Beschreibung des Arbeitsablaufs an<br />
der Maschine<br />
Erstellen der CNC-Programme<br />
Vorbereiten der Fertigung und<br />
Dokumentation auf einem Einrichteblatt<br />
Fertigung der Einzelteile an der<br />
Maschine<br />
Präsentation der Gesamtlösung<br />
4. Lösungen bewerten<br />
Bewertung der Arbeitsergebnisse<br />
Bewertung der Fertigungsstrategie<br />
Bewertung der Vorgehensweise<br />
Verbalisieren des Problems und des<br />
Lösungsweges<br />
5. Vorgehen reflektieren<br />
Beurteilung des fachlichen<br />
Lernfortschrittes<br />
Beurteilung des methodischen<br />
Vorgehens<br />
Handlungsrahmen<br />
Handlungsablauf<br />
anzufertigen, die CNC-Programme zu erstellen<br />
und zu simulieren sowie die Vorfertigung<br />
durchzuführen. Die Drehteile werden<br />
auf einer Drehmaschine mit der<br />
HEIDENHAIN Steuerung DataPilot<br />
4290 nach Vorgaben gefertigt.<br />
Handlungsergebnis<br />
Fertigungsablauf<br />
Arbeit am PC<br />
CNC-Programm für das<br />
jeweilige Teil<br />
Simulation am PC<br />
Simulation an der Maschine<br />
Bei vorhandener Maschine<br />
Fertigung an der Maschine<br />
Qualitätskontrolle<br />
Montage der Baugruppe<br />
Didaktischer Kreis<br />
Handlungsphase 1:<br />
Problembeschreibung,<br />
Problemanalyse,<br />
Zielbeschreibung<br />
Handlungsphase 5:<br />
Präsentation. Reflektion,<br />
Beurteilung/Bewertung<br />
Dokumentation<br />
Handlungsphase 2:<br />
Planung und Erarbeitung<br />
von Lösungs<br />
schritten<br />
Handlungsphase 4:<br />
Ausführung nach der<br />
geplanten Vorgehensweise<br />
Handlungsphase 3:<br />
Entscheidung für eine<br />
bestimmte Vorgehensweise
| Gesamtübersicht Lernsituationen 1-7<br />
Notizen<br />
Handlungsziele<br />
Die Schülerinnen und Schüler haben<br />
die Gesamtaufgabe in Teilaufgaben<br />
bzw. Lernsituationen zerlegt und die<br />
globale Vorgehensweise (Punkte 1 - 5)<br />
in den einzelnen Lernsituationen als<br />
generelle Struktur der Lernsituationen<br />
erkannt und akzeptiert. Sie schätzen<br />
den Zeitaufwand für die Bearbeitung<br />
der gesamten Aufgabe ab.<br />
Lösung<br />
Notizenspalte der Schüler<br />
Vorgehensweise ist für jede<br />
Lernsituation gültig.<br />
Alternative Vorgehensweisen<br />
Von einfachem Drauflosarbeiten abraten.<br />
Zusatzinformationen<br />
• Beispielhafte Arbeitspläne<br />
• Andere Zusammenbauzeichnungen<br />
• Zeichnungen und Erfahrungen aus<br />
dem betrieblichen Arbeitsumfeld der<br />
Schüler<br />
• Hauptzeitberechnung<br />
• Spannmöglichkeiten<br />
• Literaturverweis Aufbau eines CNC-<br />
Programms<br />
• Beipielhaftes Einrichteblatt<br />
• Formular aus der Qualitätskontrolle<br />
• Beispiel einer Simualtion<br />
Beispiele/Übungen/Reflexion<br />
• Üben der Vorgehensweise an einem<br />
ähnlichen Auftrag.<br />
• Abschätzen der Anforderungen
an die Herstellung und<br />
Programmierung.<br />
1<br />
Lernsituation<br />
Fertigen des Hammerstiels in 1. Aufspannung
26<br />
| Fertigen des Hammerstiels in 1. Aufspannung<br />
Lernsituation 1<br />
Fertigen des Hammerstiels in 1. Aufspannung<br />
Notizen<br />
Einstieg in<br />
die erste<br />
Lernsitua tion<br />
14<br />
| Fertigen des Hammerstiels in 1. Aufspannung<br />
Lernsituation 1<br />
Fertigen des Hammerstiels in 1. Aufspannung<br />
01<br />
Teil<br />
besprechen.<br />
Notizen<br />
C-HDS-83292-1020<br />
Video 1. Bearbeitung<br />
Hammerstiel<br />
Zeichnung Hammerstiel 1.<br />
Aufspannung<br />
Der Ansatz des Hammerstiels soll in<br />
der ersten Aufspannung vorbearbeitet<br />
werden.<br />
Die Fertigungszeichnung liegt vor.<br />
Das Rohteil des Hammerstiels wurde<br />
bereits auf Fertigteillänge gedreht und<br />
die Zentrierungen auf beiden Seiten<br />
eingebracht.<br />
Arbeitsgänge<br />
ermitteln:<br />
Drehen<br />
• (Quer)plandrehen<br />
• Längsdrehen<br />
B-SDL-91056-1005<br />
Video Fertigung<br />
03<br />
Vorgehensweise anhand des Schemas<br />
planen.<br />
1. Problemanalyse<br />
2. Planung der Lösung<br />
3. Lösung ausarbeiten und vorstellen<br />
4. Lösung bewerten<br />
5. Vorgehen reflektieren<br />
Notizen<br />
Gesamtszenario<br />
In Ihrem Betrieb soll die Baugruppe<br />
anzufertigen, die CNC-Programme zu erstellen<br />
und zu simulieren sowie die Vorfertigung<br />
„Schonhammer“ in größerer Stückzahl<br />
gefertigt werden. Sie haben den<br />
durchzuführen. Die Drehteile werden<br />
Auftrag, alle notwendigen<br />
auf einer Drehmaschine mit der<br />
Fertigungsvorbereitungen zu treffen,<br />
alle benötigten Unterlagen<br />
nach Vorgaben<br />
SIEMENS Steuerung SINUMERIK<br />
gefertigt.<br />
Handlungsrahmen<br />
Handlungsablauf<br />
Vorgehensweise<br />
Fertigungsablauf<br />
1. Problemanalyse<br />
Arbeit am PC<br />
CNC-Programm für das<br />
Zusammenbauzeichnung<br />
jeweilige Teil<br />
lesen<br />
Simulation am PC<br />
Funktion der Baugruppe<br />
Simulation an der Maschine<br />
verstehen und beschreiben<br />
Problem und Lösungsweg verbalisieren Bei vorhandener Maschine<br />
Ziele festlegen<br />
Fertigung an der Maschine<br />
Qualitätskontrolle<br />
2. Planung der Lösung<br />
Montage der Baugruppe<br />
Informationsmaterial bereitstellen<br />
Arbeitsorganisation festlegen<br />
(Sozialform, Arbeitsregeln, Arbeitszeit,<br />
Verantwortlichkeiten)<br />
Gesamtablauf der Lernsituation planen<br />
3. Lösung ausarbeiten und vorstellen<br />
Informationsbeschaffung<br />
• Welche Spannmöglichkeiten gibt es<br />
• Welche Werkzeuge werden benötigt<br />
• Wie ist ein CNC-Programm<br />
aufgebaut<br />
• Welche CNC-Befehle für die SIEMENS<br />
SINUMERIK-Programmierung werden<br />
benötigt<br />
Entscheidung für eine Spannmöglichkeit<br />
Auswahl der Werkzeuge und<br />
Bestimmung der Technologie<br />
Erstellung des Arbeitsplans<br />
Beschreibung des Arbeitsablaufs an<br />
der Maschine<br />
Erstellen der CNC-Programme<br />
Vorbereiten der Fertigung und<br />
Dokumentation auf einem Einrichteblatt<br />
Fertigung der Einzelteile an der<br />
Maschine<br />
Gesamtlösung präsentieren<br />
Handlungsergebnis<br />
4. Lösungen bewerten<br />
Bewertung der Teilequalität<br />
Bewertung der Fertigungsstrategie<br />
Bewertung der Vorgehensweise<br />
Problem und Lösungsweg verbalisieren<br />
5. Vorgehen reflektieren<br />
Beurteilung des fachlichen<br />
Lernfortschrittes<br />
Beurteilung des methodischen<br />
Vorgehens
Verantwortl. Abt. Technische Referenz<br />
<strong>VDW</strong>- NWS<br />
Erstellt durch<br />
<strong>VDW</strong>- NWS<br />
Dokumentenart<br />
Fertigungszeichnung<br />
Titel, zusätzlicher Titel<br />
Genehmigt von<br />
Dokumentenstatus<br />
freigegeben<br />
Änd. Ausgabedatum<br />
A<br />
Spr. Bla t<br />
de<br />
1<br />
Lernsituation 1<br />
Methodische<br />
Vorgehensweise<br />
02<br />
Zeichnung<br />
herunterladen<br />
und besprechen.<br />
Lernsituation 1<br />
1<br />
A<br />
B<br />
C<br />
D<br />
E<br />
-0,1<br />
F<br />
1<br />
2<br />
3<br />
4<br />
215<br />
+0,1<br />
Rz 10<br />
30<br />
5 6<br />
7<br />
8<br />
95<br />
115<br />
Hammerstiel 1 Aufspannung<br />
2 3<br />
4 5<br />
6<br />
7<br />
A3<br />
21<br />
27<br />
NWS 200-00-01<br />
A<br />
B<br />
C<br />
D<br />
E<br />
F<br />
Notizen<br />
L1<br />
15<br />
| Fertigen des Hammerstiels in 1. Aufspannung<br />
Notizen<br />
L1<br />
27<br />
Fertigen des Hammerstiels in 1. Aufspannung<br />
Einführung<br />
Systematisches Vorgehen<br />
1. Analysieren Sie die Aufgabenstellung<br />
und die Fertigungszeichnung.<br />
2. Leiten Sie daraus Ihre Problemstellung<br />
und das konkret zu erreichende<br />
Ziel ab.<br />
01<br />
Methodische,<br />
systematische<br />
Vorgehensweise<br />
ausführlich<br />
erläutern:<br />
3. Planen Sie eine sinnvolle<br />
Vorgehensweise zur Durchführung<br />
der gesamten Lernsituation.<br />
4. Erstellen Sie alle Fertigungsunterlagen<br />
(Zeichnungen, Technologiedaten,<br />
Arbeitspläne, Programme und<br />
Einrichteblätter) in elektronischer<br />
Form.<br />
5. Speichern Sie Ihre Arbeit elektronisch<br />
und als Ausdruck für Ihre<br />
persönlichen Unterlagen.<br />
Diese Vorgehens<br />
weise<br />
bleibt für alle<br />
nachfolgenden<br />
Aufgaben gleich.<br />
Diese Vor gehensweise ist auch auf<br />
andere Aufgaben übertragbar.<br />
Beispiele benennen lassen und<br />
Vorgehen besprechen.
28 1 | Grundlagen der CNC-Programmierung<br />
Kapitel 1<br />
Grundlagen der CNC Programmierung<br />
Notizen<br />
Fachliche<br />
Schwerpunkte<br />
16 1 | Grundlagen der CNC-Programmierung<br />
Kapitel 1<br />
Grundlagen der CNC-Programmierung<br />
01<br />
Fachliche<br />
Schwerpunkte<br />
erläutern.<br />
Zunächst<br />
in tensive<br />
Aus einandersetzung<br />
mit<br />
den Grundlagen.<br />
Vertiefung<br />
im Laufe<br />
der Lernsituationen.<br />
Notizen<br />
Grundlagentraining<br />
Informieren Sie sich über die<br />
Grundlagen der CNC-Technik<br />
wie z.B. Koordinatensysteme,<br />
Positionsangaben, usw.<br />
Erarbeiten Sie sich dann das<br />
systematische Vorgehen beim<br />
Programmieren: Werkstücknullpunkt<br />
setzen, Koordi na ten bestimmen,<br />
Programm schreiben, Programm<br />
testen usw.<br />
Trainieren Sie die Hand habung des<br />
DataPiloten:<br />
• Maschine anlegen<br />
• Werkzeugeingabe<br />
• Programmeingabe<br />
• Simulation<br />
• Ausdrucken des Programms<br />
Übungen<br />
Alle Schritte zur Lösung der Aufgabe<br />
sind in diesem Heft erläutert und an<br />
Beispielen erklärt. Die Lösung für<br />
den Schonhammer müssen Sie sich<br />
jedoch selbst erarbeiten.<br />
Basiswissen<br />
für alle späteren<br />
Aufgaben.<br />
Die Grundlagen<br />
werden<br />
auch für andere<br />
Aufgaben<br />
benötigt.<br />
Beispiele benennen lassen und<br />
Vorgehen besprechen.<br />
Erklärung, warum 1. Lernsituation recht<br />
lang ist und die folgenden kürzer sind:<br />
Viele Grundlageninhalte in Lernsituation<br />
1 sind Basis für die folgenden<br />
Lernsituationen.
Lernsituation 1<br />
Handlungsziele<br />
Die Schülerinnen und Schüler gliedern<br />
die Aufgabe aus den Informationen der<br />
Fertigungszeichnung.<br />
Sie haben die fachlichen Schwerpunkte<br />
der Lernsituation 1 erfasst:<br />
• Grundlagen der CNC-Technik<br />
• Anwendung des DataPiloten<br />
• ein erstes Programm schreiben,<br />
simulieren und fertigen.<br />
Lösung<br />
Notizen<br />
1<br />
29<br />
Grundlagen der CNC-Programmierung<br />
Notizenspalte der Schüler<br />
• Gliederung der Aufgabe<br />
• Schritte für Arbeitsauftrag<br />
Alternative Vorgehensweisen<br />
Zusatzinformationen<br />
• Spannung des Werkstücks<br />
• Positionierung des Werkstücks<br />
• Ausspannlänge<br />
Beispiele/Übungen/Reflexion<br />
Methodisches Vorgehen an Beispielen<br />
aus dem täglichen Leben, z. B.:<br />
Wartung einer Säulenbohrmaschine
5<br />
30 1 | Grundlagen der CNC-Programmierung<br />
Notizen<br />
Bemaßungsarten<br />
Lernsituation 1<br />
01<br />
Ko ordinatensysteme<br />
und Koordinatenan<br />
gaben<br />
besprechen<br />
1.1 Absolutbemaßung /<br />
Inkrementalbemaßung<br />
Bei der Bemaßung von technischen<br />
Zeichnungen, haben Sie grundsätzlich<br />
zwei verschiedene Möglichkeiten:<br />
Die Angabe im Absolutmaß oder in<br />
inkrementalen Maßen. Entnehmen Sie<br />
die Maße für den Hammerstiel der<br />
Fertigungszeichnung.<br />
Absolutbemaßung<br />
Bei der Absolutbemaßung geben<br />
Sie die Maße des Zielpunktes von<br />
einem festen Punkt im Raum ein.<br />
60<br />
40<br />
20<br />
X<br />
Notizen<br />
1<br />
17<br />
Grundlagen der CNC-Programmierung<br />
C-HDS-83292-1030<br />
02<br />
Be maßungsarten<br />
besprechen.<br />
Inkrementalbemaßung<br />
Bei der Inkrementalbemaßung<br />
geben Sie die Maße der Punkte als<br />
Abstand vom letzten Maß an.<br />
10<br />
15<br />
Großansicht Absolut,-<br />
Inkrementalbemaßung<br />
20 20 20<br />
X<br />
Z<br />
5<br />
5<br />
5<br />
03<br />
Z<br />
Hinweis<br />
auf unterschiede<br />
der<br />
Bemaßungsarten.<br />
Anwendungs beispiele für<br />
Bemaßungsarten<br />
Absolutmaß<br />
Kettenmaß<br />
Aufsteigende<br />
Bezugs bemaßung<br />
Bemaßungsart<br />
Anwendungsbeispiel<br />
Standardteile<br />
...<br />
Auf einander Aufbauende<br />
Geometrien<br />
...<br />
Spezielle Bemaßung<br />
für die CNC-Fertigung<br />
...
9<br />
Lernsituation 1<br />
Koordinaten<br />
18 1 | Grundlagen der CNC-Programmierung<br />
Notizen<br />
1<br />
31<br />
01<br />
Ko ordi natensysteme<br />
und<br />
Koordinatenangaben<br />
besprechen.<br />
02<br />
Kartesische<br />
Koordianten<br />
besprechen.<br />
Notizen<br />
C-HDS-83292-1040<br />
Großansicht kartesiche- und<br />
Polarkoordinaten<br />
1.2 Koordinatenangabe<br />
Die Form eines Werkstücks wird<br />
durch die Angabe von Koordinaten<br />
bestimmt. Hierzu haben Sie zwei<br />
Möglichkeiten: Angaben in kartesischen<br />
und in Polarkoordinaten.<br />
Kartesische Koordinaten<br />
Auf den Achsen des kartesischen<br />
Koordinatensystems befinden sich<br />
Maßstäbe. Der Nullpunkt liegt im<br />
Schnittpunkt der Achsen.<br />
Die Lage der Punkte (P1-P6) ist eindeutig<br />
bestimmt durch ihren Abstand<br />
vom Nullpunkt<br />
• in X-Richtung und<br />
• in Z-Richtung.<br />
Im nebenstehenden Beispiel<br />
werden die Punkte in kartesischen<br />
Koordinaten angegeben.<br />
+X<br />
60<br />
50<br />
P6 P5<br />
40<br />
30<br />
P4 P3<br />
20<br />
P2 P1<br />
10<br />
-Z<br />
80 70 60 50 40 30 20 10 0<br />
Punkt X-Achse Z-Achse<br />
1 10 0<br />
2 10 -30<br />
3 20 -30<br />
4 20 -50<br />
5 35 -50<br />
Grundlagen der CNC-Programmierung<br />
6 35 -80<br />
03<br />
Polarkoordianten<br />
besprechen.<br />
Polarkoordinaten<br />
Den Nullpunkt des Koordinatensystems<br />
bildet der Pol als<br />
Ausgangspunkt für die Abstandsvektoren.<br />
Die Lage der Punkte (P1-P4) ist eindeutig<br />
bestimmt:<br />
23,5<br />
8<br />
P4<br />
P2<br />
60°<br />
P3<br />
50<br />
60°<br />
50°<br />
R63,5<br />
P1<br />
30°<br />
• durch den Abstand vom Pol,<br />
• den Winkel zur positiven X-Achse<br />
(positiver Drehsinn = gegen den<br />
Uhrzeigersinn).<br />
15<br />
Lassen Sie<br />
die Schüler<br />
zwischen<br />
kartesichen und Polvektorkoordinaten<br />
unterscheiden.<br />
Im nebenstehenden Beispiel<br />
werden die Punkte in<br />
Polarkoordinaten angegeben.<br />
Punkt Abstand Winkel<br />
1 63,5 30°<br />
2 63,5 90°<br />
3 25 50°<br />
4 25 110°<br />
Anwendungs beispiele für<br />
Koordinatenangaben<br />
kartesisch<br />
Koordinatenangabe<br />
Anwendungsbeispiele<br />
Standardteile<br />
polar<br />
Vielecke, Muster,<br />
Bohrbilder
32 1 | Grundlagen der CNC-Programmierung<br />
Notizen<br />
Koordinatensystem<br />
an<br />
der CNC-<br />
Maschinen<br />
Lernsituation 1<br />
1.3 Koordinatensystem an<br />
CNC-Maschinen<br />
Notizen<br />
1<br />
19<br />
C-SDL-91056-1015<br />
Abbildung kartesiches<br />
Koordinatensystem<br />
01<br />
Hinweis auf<br />
komplexere<br />
Achs systeme<br />
bei Werkzeugmaschinen.<br />
02<br />
Das rechtwink<br />
lige<br />
Koordinatensytem<br />
ist<br />
Grundlage<br />
für Arbeiten<br />
an CNC-<br />
Werkzeugmaschinen.<br />
Erarbeiten Sie sich die nachfolgenden<br />
Informationen zum kartesischen<br />
Koordinatensystem an CNC-Drehmaschinen.<br />
Prägen Sie sich auch die<br />
Drehrichtungen um die Achsen ein.<br />
Maschine<br />
CNC-gesteuerte Maschinen bearbeiten<br />
Werkstücke automatisch, wenn<br />
das dazu notwendige Programm in<br />
ihre Steuerung eingegeben wurde.<br />
Achsen<br />
Die Punkte, die das Werkzeug<br />
während der Bearbeitung anfahren<br />
soll, müssen im Programm<br />
angegeben sein.<br />
Um die Lage dieser Punkte zu<br />
beschreiben, wird ein kartesisches<br />
Koordinatensystem verwendet,<br />
das im Arbeitsraum der<br />
Maschine liegt.<br />
Mit Hilfe dieses Koordinatensystems<br />
ist es möglich, die Lage<br />
der Punkte im Raum oder auf<br />
einem Werkstück einfach und<br />
schnell anzugeben.<br />
Ein kartesisches Koordinatensystem<br />
besteht aus 3 Achsen, die sich in<br />
einem Punkt schneiden.<br />
• Der Schnittpunkt der Achsen<br />
wird Nullpunkt des Koordinatensystems<br />
genannt.<br />
• In einem rechtwinkligen (kartesischen)<br />
Koordinatensystem stehen<br />
die Achsen senkrecht aufeinander<br />
(= rechter Winkel, siehe<br />
Bild) und werden mit den Buchstaben<br />
X, Y und Z bezeichnet.<br />
• Der Pfeil gibt die positive (+)<br />
Achsenrichtung an.<br />
Kartesisches<br />
Koordinatensystem<br />
Rechte Winkel<br />
Für Standard-CNC-Drehoperationen<br />
nutzt man ein kartesisches Koordinatensystem,<br />
welches aus den Achsen X<br />
und Z besteht.<br />
C-HDS-83292-1050<br />
Video Maschinenkoordinatensystem<br />
C-HDS-83292-1060<br />
Abb. kartesisches Koordinatensystem<br />
Grundlagen der CNC-Programmierung<br />
02 Zu Achsen<br />
Hinweise zu Drehrichtungen um die<br />
Achsen. (Wird benötigt für Mehrachs-<br />
Bearbeitung)<br />
Kartesisches<br />
Koordinatensystem<br />
Funktion einer Mehrachs-Maschine<br />
beschreiben. 6 Freiheitsgrade in der<br />
Mechanik.<br />
Rechte Winkel
Lernsituation 1<br />
Ebenen<br />
20 1 | Grundlagen der CNC-Programmierung<br />
Notizen<br />
1<br />
33<br />
01<br />
Die Ebenen<br />
werden benötigt<br />
um eine<br />
Zuordnung<br />
der Bearbeitungsmöglichkeiten<br />
zu<br />
haben; wie<br />
beispielsweise<br />
Fräs- oder<br />
Bohrbilder auf<br />
Stirn- oder<br />
Mantelfächen.<br />
Notizen<br />
C-HDS-83292-1070<br />
Großansicht Ebenen und<br />
Blickrichtungen<br />
• Die Drehachsen A, B und C werden<br />
den Koordinatenachsen X, Y<br />
und Z zugewiesen.<br />
Ebenen<br />
Jeweils zwei Achsen dieses<br />
Koordinatensystems spannen eine<br />
Ebene auf. Z.B. bilden die X- und die<br />
Z-Achse die sogenannte X-Z-Ebene.<br />
Es gibt in einem solchen Koordinatensystem<br />
also 3 Hauptebenen:<br />
Ebene<br />
X-Y-Ebene<br />
X-Z-Ebene<br />
Y-Z-Ebene<br />
G-Code<br />
G17<br />
G18<br />
G19<br />
Jede weitere Ebene, die parallel z. B.<br />
zur X-Y-Ebene liegt, wird ebenfalls als<br />
X-Y-Ebene bezeichnet; ebenso bei der<br />
X-Z- und Y-Z-Ebene.<br />
Blickrichtung<br />
Die Blickrichtung ist erforderlich für<br />
die Festlegung des Drehsinns von<br />
Kreisbögen. Im Uhrzeigersinn CW,<br />
gegen den Uhrzeigensinn CCW.<br />
Y<br />
Y-Z-Ebene<br />
Y-Z-Ebene<br />
X-Y-Ebene<br />
X<br />
X-Z-Ebene<br />
Z<br />
Y Blickrichtungen<br />
X-Y-Ebene<br />
Grundlagen der CNC-Programmierung<br />
Die Blickrichtung liegt in der Achse,<br />
die nicht bei der Angabe der Ebene<br />
genannt wird:<br />
Y-Z-Ebene<br />
X<br />
02<br />
Hinweise zur<br />
Blickrichtung<br />
• für die X-Y-Ebene gegen die<br />
Richtung der Z-Achse<br />
• für die X-Z-Ebene gegen die<br />
Richtung der Y-Achse<br />
• für die Y-Z-Ebene gegen die<br />
Richtung der X-Achse.<br />
X-Z-Ebene<br />
Z<br />
Bestimmung<br />
der Drehrichtung<br />
der<br />
kreisförmigen Bewegung:<br />
• im Uhrzeigersinn (CW = Clockwise)<br />
oder<br />
• gegen Uhrzeigersinn (CCW =<br />
Counterclockwise )
34 1 | Grundlagen der CNC-Programmierung<br />
Notizen<br />
Handlungsziele<br />
Die Schülerinnen und Schüler haben<br />
sich die wesentlichen Grundlagen der<br />
NC-Technik erarbeitet:<br />
• Koordinatensystem, Kartesische<br />
Koordinaten, Polarkoordinaten<br />
• Achsen, Ebenen<br />
Sie können die Koordinatensysteme an<br />
Werkzeugmaschinen bestimmen.<br />
Lösung<br />
Notizenspalte der Schüler<br />
• Drehsinn der kreisförmigen<br />
Werkzeugbewegung<br />
• Auswahl im und gegen den<br />
Urzeigersinn<br />
Alternative Vorgehensweisen<br />
Zusatzinformationen<br />
• Weitere Maschinengrafiken und<br />
Achssysteme siehe Anhang.<br />
• Weitere Beispiele für Achssysteme<br />
an anderen Werkzeugmaschinen:<br />
• Vertikaldrehmaschine,<br />
Karusselldrehmaschine<br />
• Achslage bei Fräsmaschinen<br />
Beispiele/Übungen/Reflexion<br />
Bestimmen der Achsen an weiteren<br />
Werkzeugmaschinen:<br />
• Fräsmaschine<br />
• Horizontalfräsmaschine<br />
• Vertikaldrehmaschine,<br />
Karusselldrehmaschine
Lernsituation 1<br />
Kapitel 2<br />
Vorgehensweise beim Programmieren<br />
Vorgehensweise<br />
beim<br />
Programmieren<br />
Lernsituation 1<br />
Kapitel 2<br />
Vorgehensweise beim Programmieren<br />
Notizen<br />
2<br />
35<br />
01<br />
Gleiches sy -<br />
ste mati sches<br />
Vor gehen für<br />
alle Werkstücke,<br />
egal<br />
wie komplex.<br />
02<br />
Ausführliche<br />
Beschreibung<br />
der einzelnen<br />
Schritte<br />
in Lernsituation<br />
1.<br />
Lern situation<br />
durchblättern<br />
und auf die<br />
einzelnen<br />
Schritte hinweisen.<br />
2.1 Grundsätzliche Vorgehensweise<br />
Erstellen Sie ein CNC-Programm<br />
zur Fertigung des Hammerstiels in<br />
erster Aufspannung. Nutzen Sie hierfür<br />
die nachfolgend beschriebenen<br />
sieben Schritte der grundsätzlichen<br />
Vorgehensweise beim Programmieren.<br />
1. Schritt: Werkstücknullpunkt wählen und festlegen<br />
2. Schritt: Koordinaten bestimmen bzw. der Zeichnung entnehmen.<br />
3. Schritt: Arbeitsablaufplan erstellen<br />
• Verfahrwege festlegen<br />
• Werkzeuge bestimmen<br />
• Spindeldrehzahl bestimmen<br />
• Vorschübe bestimmen<br />
Programm schreiben, d. h. Übersetzung der Arbeitsschritte<br />
4. Schritt: in die Programmiersprache<br />
Programmeingabe in den PC bzw. in die Steuerung an der<br />
Maschine<br />
5. Schritt: Programm testen bzw. kontrollieren<br />
• Grafische Simulation<br />
• Fehlerüberprüfung<br />
• Optimierung<br />
6. Schritt: Abarbeiten des Programms an der Werkzeugmaschine ggf.<br />
Programmübertragung<br />
• Einrichten (nach Einrichteblatt)<br />
• Werkzeuge bereitstellen und verrechnen<br />
• Nullpunkt setzen<br />
• Teil fertigen<br />
• Programmoptimierung<br />
7. Schritt: Dokumentation des Programms und aller Fertigungsunterlagen<br />
Archivierung auf Datenträger<br />
Notizen<br />
C-HDS-83292-1080<br />
Vorgehensweise beim<br />
Programmieren<br />
2<br />
21<br />
Vorgehensweise beim Programmieren<br />
Vorgehensweise beim Programmieren<br />
03<br />
Vor Arbeitsbeginn<br />
müssen alle Daten, die erforderlich<br />
sind um das Werkstück zu fertigen,<br />
in die Steuerung eingegeben werden.<br />
Daher ist es erforderlich, vor der eigentlichen<br />
Programmierung einen genauen<br />
Arbeitsablaufplan zu erstellen.<br />
Hierbei wird die Bearbeitungsaufgabe<br />
in einzelne Arbeitsablaufschritte zerlegt<br />
und dann in die Programmiersprache<br />
übersetzt.<br />
Die Gesamtheit aller Arbeitsschritte zur<br />
Erstellung eines CNC-Programms lässt<br />
sich in der gezeigten systematischen<br />
Vorgehensweise gliedern.
36 2 | Vorgehensweise beim Programmieren<br />
Notizen<br />
Handlungsziele<br />
Die Schülerinnen und Schüler<br />
haben die Vorgehensweise beim<br />
Programmieren als grundlegende<br />
systematische Vorgehensweise zur<br />
Erstellung und Abarbeitung von<br />
CNC-Programmen verinnerlicht und<br />
berücksichtigen diese bei Ihrer Arbeit.<br />
Lösung<br />
Notizenspalte der Schüler<br />
Schritte werden in Lernsituation 1 ausführlich<br />
beschrieben.<br />
Alternative Vorgehensweisen<br />
Zusatzinformationen<br />
• Beispielprogramme zeigen.<br />
• Unterschiedliche<br />
Programmbeispiele verschiedener<br />
Steuerungen zeigen.<br />
• Simulation zeigen, für vorhandene<br />
oder andere Werkstücke.<br />
Beispiele/Übungen/Reflexion