Skript - IFW
Skript - IFW
Skript - IFW

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Werkstückoberfläche erstreckt. Sobald die Scherung einsetzt, gleitet der Span über die<br />
Spanfläche ab. In Abhängigkeit vom Werkstückstoff und den Zerspanbedingungen treten<br />
unterschiedliche Spanformen auf. Bei der Stahlzerspanung mit hohen<br />
Schnittgeschwindigkeiten kommt es zu einer Spanlamellierung. Das Modell der<br />
„adiabaten Scherung“ gibt hierfür eine Erklärung (Bild 7).<br />
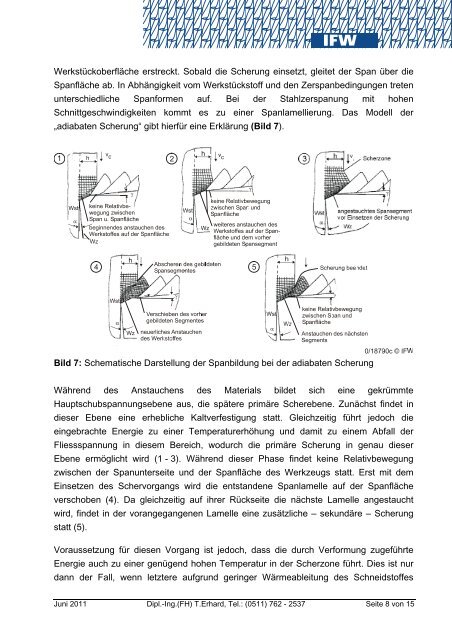
Bild 7: Schematische Darstellung der Spanbildung bei der adiabaten Scherung<br />
Während des Anstauchens des Materials bildet sich eine gekrümmte<br />
Hauptschubspannungsebene aus, die spätere primäre Scherebene. Zunächst findet in<br />
dieser Ebene eine erhebliche Kaltverfestigung statt. Gleichzeitig führt jedoch die<br />
eingebrachte Energie zu einer Temperaturerhöhung und damit zu einem Abfall der<br />
Fliessspannung in diesem Bereich, wodurch die primäre Scherung in genau dieser<br />
Ebene ermöglicht wird (1 - 3). Während dieser Phase findet keine Relativbewegung<br />
zwischen der Spanunterseite und der Spanfläche des Werkzeugs statt. Erst mit dem<br />
Einsetzen des Schervorgangs wird die entstandene Spanlamelle auf der Spanfläche<br />
verschoben (4). Da gleichzeitig auf ihrer Rückseite die nächste Lamelle angestaucht<br />
wird, findet in der vorangegangenen Lamelle eine zusätzliche – sekundäre – Scherung<br />
statt (5).<br />
Voraussetzung für diesen Vorgang ist jedoch, dass die durch Verformung zugeführte<br />
Energie auch zu einer genügend hohen Temperatur in der Scherzone führt. Dies ist nur<br />
dann der Fall, wenn letztere aufgrund geringer Wärmeableitung des Schneidstoffes<br />
Juni 2011 Dipl.-Ing.(FH) T.Erhard, Tel.: (0511) 762 - 2537 Seite 8 von 15