

Schweißzusätze für un- und niedriglegierte Stähle B 2 - Kaack GmbH
Schweißzusätze für un- und niedriglegierte Stähle B 2 - Kaack GmbH
Schweißzusätze für un- und niedriglegierte Stähle B 2 - Kaack GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
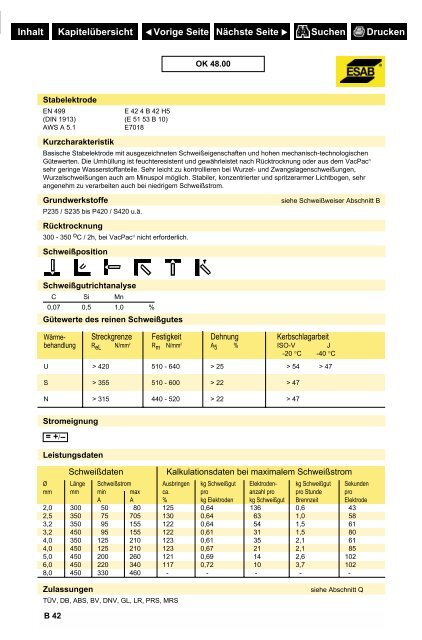
OK 48.00<br />
Stabelektrode<br />
EN 499<br />
E 42 4 B 42 H5<br />
(DIN 1913) (E 51 53 B 10)<br />
AWS A 5.1<br />
E7018<br />
Kurzcharakteristik<br />
Basische Stabelektrode mit ausgezeichneten Schweißeigenschaften <strong>un</strong>d hohen mechanisch-technologischen<br />
Gütewerten. Die Umhüll<strong>un</strong>g ist feuchteresistent <strong>un</strong>d gewährleistet nach Rücktrockn<strong>un</strong>g oder aus dem VacPac ®<br />
sehr geringe Wasserstoffanteile. Sehr leicht zu kontrollieren bei Wurzel- <strong>un</strong>d Zwangslagenschweiß<strong>un</strong>gen,<br />
Wurzelschweiß<strong>un</strong>gen auch am Minuspol möglich. Stabiler, konzentrierter <strong>un</strong>d spritzerarmer Lichtbogen, sehr<br />
angenehm zu verarbeiten auch bei niedrigem Schweißstrom.<br />
Gr<strong>un</strong>dwerkstoffe<br />
P235 / S235 bis P420 / S420 u.ä.<br />
Rücktrockn<strong>un</strong>g<br />
300 - 350 o C / 2h, bei VacPac ® nicht erforderlich.<br />
Schweißposition<br />
siehe Schweißweiser Abschnitt B<br />
Schweißgutrichtanalyse<br />
C Si Mn<br />
0,07 0,5 1,0 %<br />
Gütewerte des reinen Schweißgutes<br />
Wärmebehandl<strong>un</strong>g<br />
U<br />
Streckgrenze Festigkeit Dehn<strong>un</strong>g<br />
R eL N/mm 2 R m N/mm 2 A 5 %<br />
> 420<br />
510 - 640<br />
> 25<br />
Kerbschlagarbeit<br />
ISO-V J<br />
-20 °C -40 °C<br />
> 54 > 47<br />
S<br />
> 355<br />
510 - 600<br />
> 22<br />
> 47<br />
N<br />
> 315<br />
440 - 520<br />
> 22<br />
> 47<br />
Stromeign<strong>un</strong>g<br />
= +/<br />
Leist<strong>un</strong>gsdaten<br />
Ø<br />
mm<br />
2,0<br />
2,5<br />
3,2<br />
3,2<br />
4,0<br />
4,0<br />
5,0<br />
6,0<br />
8,0<br />
Schweißdaten<br />
Länge Schweißstrom<br />
mm min max<br />
A<br />
A<br />
300 50 80<br />
350 75 705<br />
350 95 155<br />
450 95 155<br />
350 125 210<br />
450 125 210<br />
450 200 260<br />
450 220 340<br />
450 330 460<br />
Kalkulationsdaten bei maximalem Schweißstrom<br />
Ausbringen<br />
ca.<br />
%<br />
125<br />
130<br />
122<br />
122<br />
123<br />
123<br />
121<br />
117<br />
-<br />
kg Schweißgut<br />
pro<br />
kg Elektroden<br />
0,64<br />
0,64<br />
0,64<br />
0,61<br />
0,61<br />
0,67<br />
0,69<br />
0,72<br />
-<br />
Elektrodenanzahl<br />
pro<br />
kg Schweißgut<br />
136<br />
63<br />
54<br />
31<br />
35<br />
21<br />
14<br />
10<br />
-<br />
kg Schweißgut<br />
pro St<strong>un</strong>de<br />
Brennzeit<br />
0,6<br />
1,0<br />
1,5<br />
1,5<br />
2,1<br />
2,1<br />
2,6<br />
3,7<br />
-<br />
Sek<strong>un</strong>den<br />
pro<br />
Elektrode<br />
43<br />
58<br />
61<br />
80<br />
61<br />
85<br />
102<br />
102<br />
-<br />
Zulass<strong>un</strong>gen<br />
TÜV, DB, ABS, BV, DNV, GL, LR, PRS, MRS<br />
siehe Abschnitt Q<br />
B 42













