Download - Hitachi Power Europe GmbH
Download - Hitachi Power Europe GmbH
Download - Hitachi Power Europe GmbH
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Rauchgasreinigungssysteme<br />
und Komponenten
Über <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong><br />
Von der Kohle zum Strom<br />
<br />
<br />
<br />
<br />
<br />
<br />
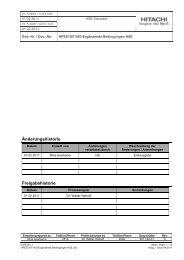
Schematische Darstellung der Stromerzeugung in einem typischen Steinkohlekraftwerk<br />
Vor dem Einblasen in den Feuerraum wird die Rohkohle in Kohlemühlen staubfein zerkleinert.<br />
Durch die Verbrennung des Kohlenstaubs im Feuerraum des Dampferzeugers entstehen Rauchgase<br />
mit Temperaturen bis zu 1.450 °C. Die freigesetzte Wärme wird genutzt, um Wasserdampf mit<br />
hohem Druck und hoher Temperatur zu erzeugen.<br />
Der Wasserdampf wird in eine Turbine geleitet, strömt auf die Schaufelräder und versetzt die<br />
Turbinenwelle in Bewegung. Ein angeschlossener Generator erzeugt daraus elektrischen Strom.<br />
Inhalt<br />
Erfahrungen und Kompetenz<br />
in Umwelttechnik 4<br />
Rauchgasentschwefelung 6<br />
Stickoxid-Minderung (DeNO X ) 8<br />
Quecksilber-Reduktion 10<br />
SCR für Braunkohle<br />
und Trockenbraunkohle 11<br />
CO 2 -Abscheidung 12<br />
Integration der nachgeschalteten<br />
Rauchgaswäsche (PCC) 14<br />
Beispiel: Nachrüstung von<br />
Kraftwerken 15<br />
Die Stickstoffoxide im Rauchgas reagieren in der DeNO x -Anlage mithilfe von Katalysatoren,<br />
es entsteht Stickstoff und Wasserdampf.<br />
Aschepartikel bleiben im Elektrofilter an elektrisch geladenen Flächen haften, werden abgeklopft<br />
und aus dem Rauchgas entfernt.<br />
In der Rauchgasentschwefelungsanlage (REA) binden Kalkmilch oder Kalksteinmehlsuspension<br />
das Schwefeldioxid aus dem Rauchgas. Als Endprodukt entsteht Gips.<br />
2
Technologieführer mit exzellenten Referenzen<br />
Ob als Anlagenbauer oder als Lieferant von Kernkomponenten: Bei fossil befeuerten Kraftwerken<br />
gehört die <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> <strong>GmbH</strong> (HPE) zu den Technologie- und Marktführern.<br />
Das Unternehmen – eine Tochtergesellschaft von <strong>Hitachi</strong>, Ltd. – hat seinen Sitz in Duisburg.<br />
Die HPE plant und baut nicht nur Kraftwerke, sondern liefert auch alle Kernkomponenten –<br />
wie etwa Großdampferzeuger, Umwelt technik, Turbinen und Mahl anlagen. Dabei setzt die<br />
HPE auf eine Jahrzehnte lange Erfahrung, auf umfang reiche Refer enzen und das heraus <br />
ragende Know-how ihrer Mitarbeiter.<br />
Innerhalb des <strong>Hitachi</strong>-Konzerns ist die HPE verantwortlich für die Märkte in Europa, Indien,<br />
Russland (inkl. Weißrussland) und Afrika.<br />
<strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> <strong>GmbH</strong>, Duisburg<br />
Babcock Fertigungszentrum <strong>GmbH</strong>, Oberhausen<br />
BGR Boilers Private Ltd., Chennai<br />
Donges SteelTec <strong>GmbH</strong>, Darmstadt<br />
1 2<br />
6<br />
4<br />
7<br />
<strong>Hitachi</strong> <strong>Power</strong> Africa (Pty) Ltd., Johannesburg<br />
<strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> Service <strong>GmbH</strong>, Duisburg<br />
Meeraner Dampfkesselbau <strong>GmbH</strong>, Meerane<br />
3<br />
5<br />
Rauchgasreinigungssysteme 3
Erfahrungen und Kompetenz in Umwelttechnik<br />
Reich an Referenzen<br />
<strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> <strong>GmbH</strong> (HPE) verfügt über intelligente und umweltschonende<br />
Rauchgasreinigungssysteme. Unsere Mitarbeiter setzen die Rauchgasreinigungssysteme<br />
nach fossil gefeuerten Kraftwerken als Gesamtkonzept oder als einzelne Komponenten<br />
(Entschwefelung, Entstickung, Entstaubung) ein. Der Umfang kann je nach Wunsch und<br />
Anforderung individuell angepasst werden. Unsere Referenzen belegen, dass HPE dabei<br />
nicht nur Kundenwünsche erfüllt, sondern auch immer wieder neue Maßstäbe für die<br />
Umwelt setzt.<br />
Projekt Kunde Produkt Leistung Brennstoff Inbetriebnahme<br />
Rauchgasmenge<br />
Elektrische Leistung<br />
Abscheiderate<br />
Chvaletice 1, 2, 3, 4 2.066.400 Nm³/h 1997<br />
Tschechien<br />
CEZ a.s.<br />
FGD<br />
200 x 4 MWel<br />
95% Braunkohle<br />
1998<br />
Vresova<br />
Sokolovská<br />
Tschechien<br />
uhelná a.s.<br />
FGD 1.510.000 Nm³/h 87% Braunkohle 2002<br />
Krabi 1<br />
1.004.000 Nm³/h<br />
Thailand<br />
EGAT<br />
FGD<br />
300 MWel<br />
90% Öl 2004<br />
Kozienice #9, 10<br />
2.066.400 Nm³/h<br />
Polen<br />
Kozienice S.A.<br />
FGD<br />
500 MWel<br />
94,8% Steinkohle 2005<br />
Kozienice 4–8<br />
3.480.000 Nm³/h<br />
Polen<br />
Kozienice S.A.<br />
FGD<br />
(200 x 4 MWel entspr.)<br />
94% Steinkohle 2007<br />
Sioux 1, 2<br />
2.005.367 Nm³/h<br />
USA<br />
Ameren<br />
FGD<br />
2 x 535 MWel<br />
99% Steinkohle 2008<br />
Coffeen 1, 2<br />
1.464.395 Nm³/h<br />
USA<br />
Ameren<br />
FGD<br />
2 x 360 MWel<br />
99% Steinkohle 2009<br />
Duck Creek 1<br />
1.627.239 Nm³/h<br />
USA<br />
Ameren<br />
FGD<br />
444 MWel<br />
99% Steinkohle 2008<br />
Abono 2 Hidroelectrica 2.225.780 Nm³/h<br />
Spanien<br />
del Cantabrico S.A.<br />
FGD<br />
556 MWel<br />
90% Steinkohle 2008<br />
Soto 3 Hidroelectrica 1.330.576 Nm³/h<br />
Spanien<br />
del Cantabrico S.A.<br />
FGD<br />
350 MWel<br />
90% Steinkohle 2008<br />
La Robla 2 Unión Fenosa 1.500.000 Nm³/h<br />
Spanien<br />
Generación S.A.<br />
FGD<br />
350 MWel<br />
95% Steinkohle 2008<br />
Sines 1, 2, 3, 4 1.160.000 Nm³/h 2008<br />
Portugal<br />
CPPE /EDP<br />
FGD<br />
4 x 314 MWel<br />
90% Steinkohle<br />
2009<br />
Narcea 3 Unión Fenosa 1.500.000 Nm³/h<br />
FGD<br />
Spanien<br />
Generación S.A.<br />
350 MWel<br />
95% Steinkohle 2009<br />
Walsum<br />
1.800.000 Nm³/h<br />
Deutschland<br />
Evonik/EVN<br />
FGD<br />
790 MWel<br />
98% Steinkohle 2013<br />
Westfalen 1.900.000 Nm³/h 2013/2014<br />
Deutschland<br />
RWE<br />
FGD<br />
2 x 820 MWel<br />
98% Steinkohle<br />
(geplant)<br />
Wilhelmshaven Electrabel/ 1.800.000 Nm³/h 2014<br />
Deutschland<br />
GDF Suez<br />
FGD<br />
790 MWel<br />
99% Steinkohle<br />
(geplant)<br />
Eemshaven 1.900.000 Nm³/h 2014<br />
Niederlande<br />
RWE<br />
FGD<br />
2 x 820 MWel<br />
98% Steinkohle<br />
(geplant)<br />
Rotterdam Electrabel/ 1.800.000 Nm³/h<br />
Niederlande<br />
GDF Suez<br />
FGD<br />
790 MWel<br />
99% Steinkohle 2013<br />
Referenzen von HPE und <strong>Hitachi</strong> <strong>Power</strong> Group, Stand: Juni 2013<br />
4
Ständige Weiterentwicklung<br />
Die Technologie der Rauchgasreinigungssysteme wird entsprechend den Ansprüchen an die<br />
Umwelt permanent weiterentwickelt. Die Entwicklung der Anforderungen an die Rauchgasreinigungssysteme<br />
zeigt sich an der Entwicklung der Emissionsgrenzwerte in Europa.<br />
Status der Emissionsstandards in Europa<br />
400<br />
350<br />
Emissionsstandard<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
SO x<br />
(mg/Nm³)<br />
NO x<br />
(mg/Nm³)<br />
Staub<br />
(/10 mg/Nm³)<br />
HCI<br />
(/10 mg/Nm³)<br />
HF<br />
(/100 mg/Nm³)<br />
400 200 30 – –<br />
200 200* 20 10 (17. BImSchV) 1 (17. BImSchV)<br />
100 80 10 8 1<br />
■ EU-Standard<br />
■ 13. BImSchV<br />
■ Genehmigungsstand Deutschland<br />
* 100 im Jahresmittelwert<br />
0.05<br />
0.045<br />
0.04<br />
Emissionsstandard<br />
0.035<br />
0.03<br />
0.025<br />
0.02<br />
0.015<br />
0.01<br />
0.005<br />
0<br />
Hg<br />
(mg/Nm³)<br />
Cd + Tl<br />
(mg/Nm³)<br />
andere Schwermetalle<br />
(*10 mg/Nm³)<br />
Dioxine und Furane<br />
(*10 ng/Nm³)<br />
0,03 0,05 0,5 0,1<br />
0,03 0,05 0,5 0,1<br />
■ 13. BImSchV<br />
■ Genehmigungsstand Deutschland<br />
Rauchgasreinigungssysteme 5
Rauchgasentschwefelung<br />
Grenzwerte klar unterschritten<br />
HPE nutzt für die Entschwefelung von Rauchgasen in Kraftwerken das Branntkalk- und<br />
das Kalksteinverfahren. Für diese Techniken verfügen wir über ausgewiesene Experten,<br />
die langjährige Erfahrungen bei der Rauchgasentschwefelung haben.<br />
Mit diesen Techniken werden alle von der Rauchgaswäsche beeinflussbaren Emissionsgrenzwerte<br />
sicher eingehalten oder klar unterschritten. Als Endprodukt kann dabei Gips zur<br />
weiteren industriellen Verwertung gewonnen werden. Angepasst an die Kundenwünsche liefert<br />
<strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> die Rauchgasentschwefelungsanlagen (REA) auch schlüsselfertig.<br />
Der anfallende Gips wird letztlich der verarbeitenden Industrie zugeführt.<br />
Kalkstein- / Gipsverfahren<br />
Bei der Rauchgasentschwefelung hat sich – auf Grund des einfachen Prozesses – weltweit<br />
das Kalkstein- / Gipsverfahren bewährt. Bei diesem Verfahren erfolgt die Abscheidung von<br />
Schwefeldioxid (SO 2 ), Chlorwasserstoff (HCl) und Fluorwasserstoff (HF) in einer alkalischen<br />
Waschflüssigkeit. Bei der Absorption mittels Kalkstein fällt als Produkt hochwertiger Gips an,<br />
der sich durch seinen besonderen Weißgrad auszeichnet. Auf Kundenwunsch kann auch das<br />
Branntkalkverfahren eingesetzt werden.<br />
Separater Kamin<br />
Nach dem Reinigungsprozess kann das Rauchgas über den Kühlturm oder über einen<br />
separaten Kamin auf den Absorber direkt in die Atmosphäre gegeben werden. Welches dieser<br />
Verfahren das kosteneffizientere ist, wird anhand der Kaminhöhe und Anzahl der Kraftwerksblöcke<br />
errechnet. Auch bei der Umrüstung von Altanlagen kann entweder der ursprüngliche<br />
Rauchgasweg oder ein aufgesetzter Kamin verwendet werden.<br />
Schematische Darstellung<br />
des REA-Prozesses<br />
Kühlturm<br />
Rauchgas<br />
E-Filter<br />
Absorber<br />
Aschesilo<br />
Oxidationsluft<br />
Absorber<br />
Restentleerungsbehälter<br />
Prozesswasser<br />
Kalksteinmehl<br />
Kalksteinmehl<br />
Silo<br />
zur Abwasserbehandlung<br />
Abwasser<br />
Gips<br />
zur Gipslagerung<br />
6
Absorber von HPE<br />
<br />
<br />
<br />
Absorber-Eintritt<br />
Absorber-Sumpf (Tank)<br />
Innerhalb von vier Minuten wird der komplette<br />
Tankinhalt einmal umgepumpt.<br />
Rauchgas<br />
<br />
<br />
<br />
Sprühdüsen<br />
Auf- und abwärts sprühende Düsen, die als<br />
Hohlkegel oder Vollkegeldüsen ausgeführt<br />
werden.<br />
Sprühebenen<br />
Anzahl der Sprühebenen richtet sich nach<br />
dem Brennstoff. Für internationale Kohlen<br />
und Emissionen entsprechend der deutschen<br />
Gesetzgebung werden vier Ebenen<br />
mit Platz für eine fünfte Ebene bevorzugt.<br />
Tropfenabscheider<br />
Anzahl der Stufen des Tropfenabscheiders<br />
richtet sich nach dem zulässigen Tropfengehalt<br />
im Rauchgas.<br />
Absorber-Austritt<br />
Horizontal oder vertikal, Austritt richtet sich<br />
nach dem nachfolgenden Equipment im<br />
Rauchgasweg.<br />
Intelligente Technik<br />
Beim HPE-Absorber tritt das Rauchgas im unteren Teil des Absorbers ein und durchläuft<br />
die Absorptionsstrecke nach oben. Die Anzahl der Düsenebenen der Kontaktzone und die<br />
Positionierung der entsprechenden Düsen werden durch intelligente Technik abgestimmt<br />
auf die gewünschte Abscheideleistung des Absorbers.<br />
Modernste Berechnungen von Eintrittswinkel und Geschwindigkeit des Rauchgases gewährleisten<br />
möglichst geringe Turbulenzen innerhalb des Absorbers. Ein Grobtropfenabscheider<br />
und ein Feintropfenabscheider halten die feinen Tröpfchen im Rauchgas zurück,<br />
bevor das Reingas den Absorber verlässt. Der eigentliche Stoffübergang von Schadgas zur<br />
Flüssigkeit findet in dem intensiv durchmischten Gas-Flüssigkeitsraum statt – der so genannten<br />
Kontaktzone.<br />
Rauchgasreinigungssysteme 7
Stickoxid-Minderung (DeNO X )<br />
Steinkohlekraftwerk<br />
Walsum 10<br />
Auf ein Minimum reduziert<br />
Die wesentlichen zu einer DeNO X -Anlage<br />
gehörenden Einheiten sind:<br />
■ Ammoniak- /Ammoniakwasserlagerung<br />
und -versorgung<br />
■ Ammoniak- /Ammoniakwassereindüsung<br />
und Mischersysteme<br />
■ DeNO X -Reaktor mit Gleichrichter<br />
und Rußbläser<br />
■ Katalysatoren<br />
Fortschrittliche Anlagenbauer wie <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> verwenden bei sekundärseitigen<br />
Maßnahmen zur Minderung von Stickoxiden (DeNO X ) die selektive katalytische Reduktion<br />
(Selective Catalytic Reduction, SCR). Dieses moderne Verfahren gewährleistet, dass die<br />
Stickstoff-Emissionen auf ein Minimum reduziert werden.<br />
Dabei entstehen aus dem eingesetzten Ammoniak und dem abgeschiedenen Stickoxid die<br />
Luftbestandteile Stickstoff und Wasserdampf. Die bei der Verbrennung erzeugten Stickoxide<br />
werden fast vollständig entfernt.<br />
Die SCR-Technologie wird bei modernen Anlagen vor dem LuVo (Luftvorwärmer) eingesetzt.<br />
In seltenen Anwendungen ist ein Einsatz nach der Rauchgaswäsche möglich. Mit Einsatz vor<br />
dem LuVo ist eine prozesstechnische und ressourcenschonende optimale Eingliederung in<br />
den Gesamtprozess einer Kraftwerksanlage gegeben. In beiden Fällen erfolgt die Einbindung<br />
der SCR-Technik in den Kraftwerksprozess unter intensiver Berücksichtigung des bei <strong>Hitachi</strong><br />
vorhandenen Know-hows als Kesselhersteller und als REA-Anlagenbauer.<br />
8
Effiziente Katalysatoren<br />
Das Herzstück des SCR-Verfahrens ist der Katalysator. Die für DeNO X -Anlagen eingesetzten<br />
Katalysatoren sind als Platten- oder Wabenkatalysatoren verfügbar. DeNO X -Anlagen<br />
von <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> sind mit allen auf dem Markt verfügbaren Katalysatoren<br />
kompatibel. Dabei wird bei jeder Anlage individuell geprüft, welcher Katalysator zum<br />
effizientesten und günstigsten Anlagenkonzept führt.<br />
Als Stand der Technik gelten weltweit Katalysatoren auf der Basis von Titandioxid mit Zusätzen<br />
aus Vanadium-Molybdän und Wolframoxiden.<br />
Der DeNO X -Reaktor dient der sicheren Verankerung der Katalysatormodule. Entsprechend<br />
den Anforderungen an die Stickoxidabscheidung wird die Anzahl der Ebenen am Beginn des<br />
Auftrages in enger Zusammenarbeit mit dem Betreiber festgelegt. Auf diesen Ebenen können<br />
Katalysatormodule aufgenommen werden. Davon sind mehrere Ebenen mit Modulen<br />
bestückt, die anderen dienen als Reserveebene für eine spätere Aufnahme von zusätzlichen<br />
Katalysatorelementen. Oberhalb der ersten Katalysatorebene ist ein Strömungsgleichrichter<br />
eingebaut, um eine möglichst gleichmäßige Anströmung der Katalysatoren zu gewährleisten.<br />
Der Reaktor wird von oben nach unten vom Rauchgas durchströmt. Staubablagerungen<br />
auf den Katalysatormodulen werden durch dampfbetriebene Rußbläser in regelmäßigen<br />
Abständen lagenweise abgereinigt. Alternativ zu den Rußbläsern ist eine Ausrüstung mit<br />
Schallhörnern (Sonic Horns) möglich.<br />
DeNO X -Reaktor<br />
Rauchgasreinigungssysteme 9
Quecksilber-Reduktion<br />
Immer einen Schritt voraus<br />
Die Quecksilberreduktion (Hg-Reduktion) nimmt eine immer wichtigere Rolle in der Rauchgasreinigung<br />
ein. Um den aktuellen Tagesmittelwert von 0,03 mg/Nm³ einzuhalten ist eine<br />
Abscheiderate von bis zu 80 % erforderlich. Verschiedene Messungen an bestehenden<br />
Kraftwerken haben bestätigt, dass HPE diesen Grenzwert mit bestehenden Anlagekomponenten<br />
einhält.<br />
Doch HPE will nicht nur mit dem Stand der Dinge Schritt halten, sondern immer einen Schritt<br />
voraus sein. Deswegen arbeiten die Ingenieure unserer Muttergesellschaft <strong>Hitachi</strong>, Ltd. an<br />
einem Abscheideverfahren, in dem der Katalysator das Quecksilber oxidiert („new catalyst“).<br />
Anschließend kann das Quecksilber im Absorber abgeschieden werden.<br />
Das Verfahren bietet einen besonderen Vorteil: Der „new catalyst“ unterstützt bei chloridarmen<br />
Kohlen die Oxidation von metallischem Quecksilber zu ionischem Quecksilber. Diese Steigerung<br />
der Oxidationsrate ist von Bedeutung, da genau dieser Oxidationsvorgang die Voraussetzung<br />
der Quecksilberabscheidung darstellt. Bei Untersuchungen der gasförmigen<br />
Quecksilberfrachten in Rauchgasen wurde vergleichsweise eine Zunahme des Anteils der<br />
gasförmigen Chlorverbindung des Quecksilbers im Rauchgas mit steigendem Chlorgehalt in<br />
der Kohle beobachtet.<br />
Betriebliche Erfahrungen liegen zurzeit nur bei der Verbrennung von bitumenhaltiger Kohle mit<br />
einem niedrigen Cl-Gehalt vor. Durch die Verwendung dieses Katalysators erwartet man eine<br />
Erhöhung der Hg-Oxidation auf Werte über 80%, wobei die Konversation von SO 2 und SO 3<br />
bei diesen Katalysatoren weiterhin unter 0,5% liegt.<br />
Eigenschaften des neuen SCR-Katalysators<br />
Fettkohle<br />
Flammkohle (Osten)<br />
100<br />
Neuer Katalysator<br />
Quecksilber-Oxydation (%)<br />
80<br />
60<br />
40<br />
20<br />
Herkömmlicher Katalysator<br />
Ohne Katalysator<br />
0<br />
20 40 60 80 100<br />
HCI-Konzentration (ppm)<br />
10
SCR für Braunkohle und Trockenbraunkohle<br />
Braunkohlekraftwerk<br />
Boxberg (Block Q + R)<br />
Bestens vorbereitet auf neue Anforderungen<br />
Wo bislang nur für Steinkohle zum Erreichen der vorgeschriebenen niedrigen Stickoxid-<br />
Emissionen sekundäre Stickoxidminderungsmaßnahmen (SCR-Technologie) erforderlich<br />
waren, werden für Neuanlagen ab 2012 generell für Kohle gefeuerte Kraftwerke neue<br />
Grenzwerte gelten.<br />
Mit Primärmaßnahmen sind die Anforderungen der „13. BImSchV“ (Bundesimmissionsschutzverordnung)<br />
von maximal 100 mg/m³ NO X -Emissionen bei Braunkohle nicht zu<br />
erreichen. Darauf ist <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> bestens vorbereitet. Die Experten der Rauchgasreinigung<br />
setzten für Braunkohle, die bei Steinkohle bewährte SCR-Technologie ein, welche<br />
die neuen Grenzwerte sicher einhalten kann. Allerdings müssen die Einflüsse des Brennstoffs<br />
Braunkohle auf den Katalysator untersucht werden. Dies prüft <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong><br />
gemeinsam mit einem großen Strombetreiber. Herauszufinden ist, ob die zur Steinkohle<br />
unterschiedlichen Inhaltsstoffe beim Katalysator zu Verschleiß (Abrasion) oder Alterung führen.<br />
18<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
Gasgeschwindigkeit<br />
(m/s)<br />
Grafikanimation einer CFD-Berechnung<br />
(CFD = computational fluid dynamics)<br />
Rauchgasreinigungssysteme 11
CO 2 -Abscheidung<br />
Nachgeschaltete Rauchgaswäsche (PCC)<br />
HPE entwickelt Technologien zur Abscheidung und Speicherung von CO 2 (Carbon Capture<br />
and Storage, CCS) für die Verstromung fossiler Energieträger. Das Unternehmen setzt auf<br />
zwei Verfahren: die „Nachgeschaltete Rauchgaswäsche“ (Post Combustion Capture, PCC)<br />
und die „Oxyfuel-Technologie“. Durch Tests im Pilotmaßstab an Kraftwerken werden diese<br />
Verfahren für den großtechnischen Einsatz erprobt und skaliert.<br />
Für das PCC-Verfahren hat HPE eine mobile Pilotanlage (siehe Grafik links) zur CO 2 -Abscheidung<br />
mittels Gaswäsche fertig gestellt, die Mitte 2010 in Kooperation mit Energieversorgern<br />
an einem Kraftwerksstandort in den Niederlanden aufgebaut und bis 2015 mit verschiedenen<br />
Waschmitteln getestet wird. Die Pilotanlage hat nicht nur den Vorteil, dass sie transportabel<br />
und damit unter verschiedenen Bedingungen einsetzbar ist. Sie ist auch auf keine spezielle<br />
Wasch- /Aminlösung festgelegt, der Betreiber soll das für ihn am besten geeignete Mittel<br />
verwenden können. Daneben unterstützt HPE den Bau einer zweiten mobilen Pilotanlage in<br />
Zusammenarbeit mit deutschen Betreibern und Hochschulen zur Erprobung schutzrechtsfreier<br />
CO 2 -Waschmittel an einem Kraftwerk in Duisburg.<br />
Durch die Integration der Kompetenzen innerhalb des <strong>Hitachi</strong>-Konzerns (Kraftwerkskessel,<br />
Turbine, Rauchgasreinigung und Verdichtung) konnte HPE eine Gesamtanlagentechnik<br />
entwickeln, die bei künftigen Anlagen die Wirkungsgradeinbuße durch die CO 2 -Abscheidung<br />
auf unter 8%-Punkte im Vergleich zu 11–14%-Punkten bei heutigen Waschmitteln und ohne<br />
Wärmeintegration reduziert.<br />
Die großtechnische Umsetzung von CCS-Anlagen erfordert eine Skalierung der vorhandenen<br />
Technologie. Diese ist für den Maßstab kleiner Demoanlagen bereits erfolgt und Projekte von<br />
<strong>Hitachi</strong> in Kanada und den USA stehen kurz vor der Umsetzung. Die notwendige weitere<br />
Vergrößerung der Komponenten – beim letzten Schritt zur vollständigen CO 2 -Abscheidung<br />
in Großkraftwerken – wird zurzeit am Beispiel von aktuellen Projekten im Detail untersucht.<br />
Wärmeintegration der CO 2 -Rauchgaswäsche<br />
in den Kraftwerksprozess<br />
Großtechnische Umsetzung der<br />
CO 2 -Rauchgaswäsche<br />
CO 2<br />
CO 2-<br />
Verdichtung<br />
CO 2<br />
Wärmeintegration<br />
Kühlung<br />
El. Leistung<br />
Brennstoff<br />
Luft<br />
Rauchgas<br />
Wärme<br />
Luft-/<br />
Rauchgassystem<br />
Wasser-/Dampfkreislauf,<br />
Turbine,<br />
Generator<br />
Rauchgas<br />
Kondensat<br />
Dampf<br />
Rauchgasreinigung<br />
& CO 2-<br />
Abscheidung<br />
Gereinigtes<br />
Rauchgas<br />
El. Leistung<br />
105 m<br />
70 m<br />
Wärmeintegration<br />
12
Oxyfuel-Technologie<br />
<strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> hat die Oxyfuel-Technologie seit mehreren Jahren im Technikumsmaßstab<br />
in Zusammenarbeit mit Hochschulen sowie Partnern innerhalb und außerhalb des<br />
Konzerns untersucht.<br />
Verfahrensfließbild des Oxyfuel-Prozesses<br />
Dampfkreislauf<br />
Dampferzeuger DeNO x 2<br />
CO 2<br />
Luftzerlegungsanlage<br />
N<br />
Wärmeabfuhr Wärme-<br />
CO 2 -Verdichtung<br />
verschub-<br />
Luft<br />
system<br />
O 2<br />
Kohle<br />
E-Filter<br />
Saugzug<br />
REA<br />
Trocknung &<br />
Nachreinigung<br />
Asche<br />
Rauchgasrückführung<br />
Schwefel<br />
H 2 O<br />
H 2 O<br />
H 2 O<br />
Hierbei wurden wertvolle Erfahrungen zu den verfahrenstechnischen Grundlagen gesammelt<br />
sowie die Auslegungssoftware für verschiedene Komponenten an die neuen Erfordernisse<br />
angepasst.<br />
Diese Erkenntnisse flossen unter anderem in das Design eines neuen DS ® -T-Brenners für die<br />
Verfeuerung von Trockenbrennstoffen ein. Dieser wurde 2009 /2010 erfolgreich in einer<br />
30 MWth Versuchsverbrennungsanlage unter Luftverbrennungsbedingungen getestet. Dabei<br />
sind als Brennstoffe Trockenbraunkohle, Steinkohle und staubförmige Biomasse zum Einsatz<br />
gekommen. Die Tatsache, dass in allen Fällen eine stabile Verbrennung unter Einhaltung der<br />
relevanten Emissionsdaten erreicht wurde, beweist die hohe Flexibilität der HPE-Technologie.<br />
Im zweiten Schritt wurde nun dieser Brenner – im Rahmen einer Technologiepartnerschaft mit<br />
dem Energieversorger Vattenfall – bis April 2010 in der Oxyfuel-Pilotanlage „Schwarze Pumpe“<br />
erfolgreich getestet und in Betrieb genommen. Anschließend erfolgt die feuerungstechnische<br />
Optimierung. Die dabei gewonnenen Erfahrungen werden in die Auslegung einer in Planung<br />
befindlichen Oxyfuel-Demonstrationsanlage einfließen.<br />
Daneben validiert HPE zusammen mit Schwesterunternehmen auch die Auslegungsgrundlagen<br />
und Werkstoffe bzw. Katalysatormaterialien für weitere wichtige Komponenten<br />
wie z.B. die Entschwefelung und Entstickung von Oxyfuelrauchgasen sowie Materialien für<br />
den Bereich des Kessels.<br />
Flammenbilder der Brennertests mit<br />
Trockenbraunkohle (oben),<br />
Biomasse (mitte) und Steinkohle (unten)<br />
Rauchgasreinigungssysteme 13
Integration der nachgeschalteten Rauchgaswäsche (PCC)<br />
Höchste Wirkungsgrade mit PCC<br />
Die sorgfältige Integration des PCC-Prozesses in den konventionellen Teil des Kraftwerks<br />
ist die Voraussetzung für höchste Wirkungsgrade.<br />
<strong>Hitachi</strong>-Dampfturbine mit<br />
höchster Verfügbarkeit<br />
Numerische Analyse der Turbinenschaufelung<br />
für die PCC-Integration<br />
<strong>Hitachi</strong> ist als Lieferant und Anbieter für Hauptkomponenten einer Kraftwerksanlage – wie<br />
zum Beispiel Dampferzeuger, Dampfturbosatz, Nebenanlagen und Rauchgas-Reinigungssysteme<br />
– in der Lage, derartige Integrationskonzepte zu entwickeln und Wirkungsgradeinbußen<br />
aufgrund der Integration des PCC-Prozesses möglichst klein zu halten. Durch<br />
Anstrengungen unserer erfahrenen Ingenieure in allen Bereichen kann <strong>Hitachi</strong> die höchsten<br />
Wirkungsgrade für Kraftwerke mit angeschlossenen CO 2 -Abscheideanlagen sicherstellen.<br />
Auch bei vorhandenen Anlagen können die Auswirkungen der PCC-Integration auf alle bestehenden<br />
Hauptkomponenten durch unsere Ingenieure bewertet werden, um notwendige<br />
Konzepte für Umbau- und Nachrüstungsmaßnahmen zu entwickeln.<br />
Einfluss von PCC auf die Dampfturbine.<br />
Die Integration einer nachgeschalteten Kohlendioxidabscheidung in das Kraftwerk hat einen<br />
erheblichen Einfluss auf die Dampfturbinenauslegung. Im Falle des Kraftwerkneubaus sollten<br />
die Anforderungen einer PCC-Anlage bei der Ausarbeitung des Dampfturbinenkonzeptes<br />
berücksichtigt werden. Als Lieferant von Dampfturbinen kann <strong>Hitachi</strong> maßgeschneiderte<br />
Dampfturbinenkonzepte liefern, die für eine Integration einer PCC-Anlage in das Gesamtkraftwerk<br />
optimiert sind. Mit den Erfahrungen unserer Ingenieure sowie mit Hilfe modernster<br />
Software werden die Auswirkungen der PCC-Anlage auf das Kraftwerk unter allen Lastbedingungen<br />
bewertet und die Dampfturbine innerhalb der Gesamtanlage so optimiert,<br />
dass ein möglichst hoher Wirkungsgrad des Kraftwerks mit nachgeschalteter Kohlendioxidabscheidung<br />
sichergestellt werden kann.<br />
Dampfturbine 800 MW<br />
14
Beispiel: Nachrüstung von Kraftwerken<br />
Eine saubere Sache<br />
Ob Neubau oder Nachrüstung: Die Fachleute von <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> verfügen sowohl<br />
über das Know-how als auch über die erforderlichen Produkte, um mit Hilfe von modernster<br />
Umwelttechnik die Emissionen in fossil gefeuerten Kraftwerken erheblich zu senken.<br />
Die neu gebaute Rauchgasentschwefelungsanlage<br />
im<br />
Kraftwerk Narcea<br />
Das jüngste Beispiel dafür sind die Maßnahmen zur Ertüchtigung der beiden Steinkohlekraftwerke<br />
„La Robla 2“ und „Narcea 3“. Die beiden 305-Megawatt-Blöcke im nordspanischen<br />
Asturien sind mehr als 25 Jahre alt, die damals verwendete Technik reichte nicht mehr aus,<br />
um die strengen Umweltschutzauflagen (Grenzwerte für den Ausstoß von Stickoxiden,<br />
Schwefeldioxid und Stäuben) innerhalb der Europäischen Gemeinschaft zu erfüllen.<br />
<strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> wurde von „Unión Fenosa Generación“, dem drittgrößten Energieversorger<br />
Spaniens, beauftragt, eine Rauchgasentschwefelungsanlage (REA) für beide<br />
Kraftwerksstandorte zu planen und zu bauen. Außerdem sollte HPE die Kohlenstaubbrenner<br />
umbauen, um die Feuerungsanlage beider Kessel zu optimieren.<br />
Emissionen von La Robla / Narcea (in mg/Nm 3 )<br />
La Robla<br />
Narcea<br />
NO x<br />
SO 2 < 230*<br />
< 600<br />
NO x<br />
~ 1.200<br />
< 860<br />
~ 1.500<br />
SO 2<br />
4.000*<br />
< 200*<br />
4.600*<br />
vor Modernisierung nach Modernisierung * dry bei 6% O 2<br />
Die Rauchgasentschwefelungsanlagen hat HPE im Konsortium mit der <strong>Hitachi</strong>-Tochtergesellschaft<br />
„<strong>Hitachi</strong>-BHK“ und der spanischen Firma Cobra abgewickelt. Die Brenner stammen<br />
aus der „Babcock Fertigungszentrum <strong>GmbH</strong>“, einer Tochtergesellschaft von <strong>Hitachi</strong><br />
<strong>Power</strong> <strong>Europe</strong>. Gefertigt wurden die Anlagenteile – von Brennern über Gebläse bis zu meterhohen<br />
Klappen – unter anderem in Deutschland und Polen, Dänemark und Irland. Die Komponenten<br />
wurden just-in-time geliefert, um sofort montiert zu werden.<br />
Ende 2008 und Mitte 2009 übergab das Team von <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> die Anlagen wie<br />
vereinbart an den Kunden. Der Erfolg ist messbar: Nach der Umrüstung wurden die Emissionen<br />
im Rauchgas erheblich gesenkt, etwa bei den Stickoxiden (NO X ) um rund 60 %, beim<br />
Schwefeldioxid um mehr als 95 % und beim Staubgehalt um mehr als 50%.<br />
Rauchgasreinigungssysteme 15
© <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> <strong>GmbH</strong> /05.2013/Gedruckt auf chlorfrei gebleichtem Papier<br />
<strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> <strong>GmbH</strong><br />
Schifferstraße 80<br />
47059 Duisburg<br />
Tel. 0203.8038-0<br />
Fax 0203.8038-1809<br />
infobox@hitachi-power.com<br />
www.hitachi-power.com