BETRIEBSANLEITUNG Typ BB200 - Kitagawa Europe
BETRIEBSANLEITUNG Typ BB200 - Kitagawa Europe
BETRIEBSANLEITUNG Typ BB200 - Kitagawa Europe

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
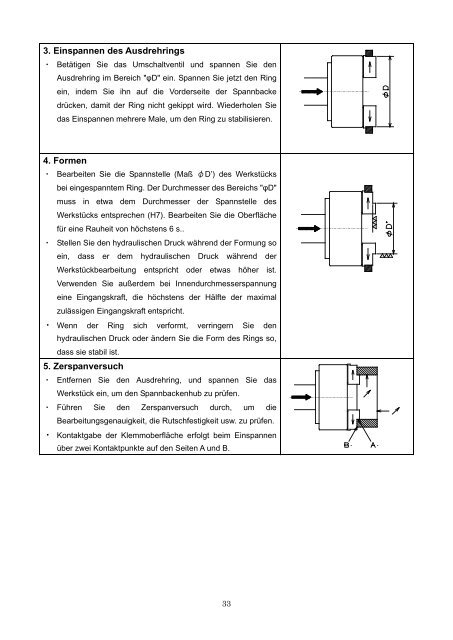
3. Einspannen des Ausdrehrings・ Betätigen Sie das Umschaltventil und spannen Sie denAusdrehring im Bereich "φD" ein. Spannen Sie jetzt den Ringein, indem Sie ihn auf die Vorderseite der Spannbackedrücken, damit der Ring nicht gekippt wird. Wiederholen Siedas Einspannen mehrere Male, um den Ring zu stabilisieren.4. Formen・ Bearbeiten Sie die Spannstelle (Maß φD’) des Werkstücksbei eingespanntem Ring. Der Durchmesser des Bereichs "φD"muss in etwa dem Durchmesser der Spannstelle desWerkstücks entsprechen (H7). Bearbeiten Sie die Oberflächefür eine Rauheit von höchstens 6 s..・ Stellen Sie den hydraulischen Druck während der Formung soein, dass er dem hydraulischen Druck während derWerkstückbearbeitung entspricht oder etwas höher ist.Verwenden Sie außerdem bei Innendurchmesserspannungeine Eingangskraft, die höchstens der Hälfte der maximalzulässigen Eingangskraft entspricht.・ Wenn der Ring sich verformt, verringern Sie denhydraulischen Druck oder ändern Sie die Form des Rings so,dass sie stabil ist.5. Zerspanversuch・ Entfernen Sie den Ausdrehring, und spannen Sie dasWerkstück ein, um den Spannbackenhub zu prüfen.・ Führen Sie den Zerspanversuch durch, um dieBearbeitungsgenauigkeit, die Rutschfestigkeit usw. zu prüfen.・ Kontaktgabe der Klemmoberfläche erfolgt beim Einspannenüber zwei Kontaktpunkte auf den Seiten A und B.33