BETRIEBSANLEITUNG Typ BB200 - Kitagawa Europe
BETRIEBSANLEITUNG Typ BB200 - Kitagawa Europe
BETRIEBSANLEITUNG Typ BB200 - Kitagawa Europe

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
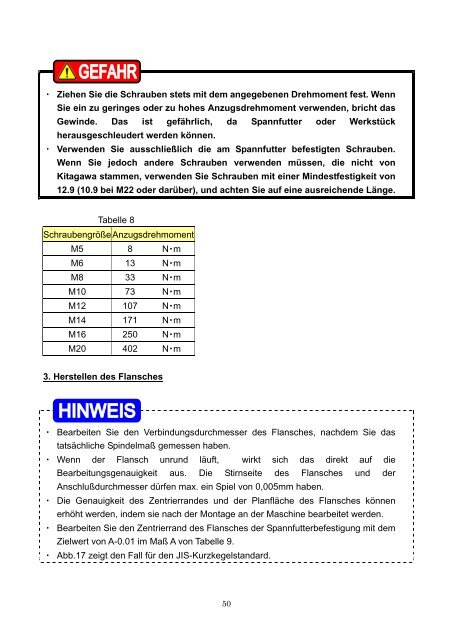
・ Ziehen Sie die Schrauben stets mit dem angegebenen Drehmoment fest. WennSie ein zu geringes oder zu hohes Anzugsdrehmoment verwenden, bricht dasGewinde. Das ist gefährlich, da Spannfutter oder Werkstückherausgeschleudert werden können.・ Verwenden Sie ausschließlich die am Spannfutter befestigten Schrauben.Wenn Sie jedoch andere Schrauben verwenden müssen, die nicht von<strong>Kitagawa</strong> stammen, verwenden Sie Schrauben mit einer Mindestfestigkeit von12.9 (10.9 bei M22 oder darüber), und achten Sie auf eine ausreichende Länge.Tabelle 8Schraubengröße AnzugsdrehmomentM5 8 N・mM6 13 N・mM8 33 N・mM10 73 N・mM12 107 N・mM14 171 N・mM16 250 N・mM20 402 N・m3. Herstellen des Flansches・ Bearbeiten Sie den Verbindungsdurchmesser des Flansches, nachdem Sie dastatsächliche Spindelmaß gemessen haben.・ Wenn der Flansch unrund läuft, wirkt sich das direkt auf dieBearbeitungsgenauigkeit aus. Die Stirnseite des Flansches und derAnschlußdurchmesser dürfen max. ein Spiel von 0,005mm haben.・ Die Genauigkeit des Zentrierrandes und der Planfläche des Flansches könnenerhöht werden, indem sie nach der Montage an der Maschine bearbeitet werden.・ Bearbeiten Sie den Zentrierrand des Flansches der Spannfutterbefestigung mit demZielwert von A-0.01 im Maß A von Tabelle 9.・ Abb.17 zeigt den Fall für den JIS-Kurzkegelstandard.50