Unbeschichtete Hartmetalle (HW)Uncoated hard metals (HW)Carbures non revêtus (HW)<strong>Modular</strong> turning<strong>Tool</strong> SystemWHW 01 (HW - K10)Feinstdrehen, Schlichten und leichtes Schruppenbei mittleren Schnittgeschwindigkeiten, bei Aluminiumauch bis 1000 m/min. Gußwerkstoffen,Aluminium, NE-Metalle, hochschmelzenden Metallen(Mo, TZM), Kunststoffen, GFK, Hartpapier,Kohle, Feinkeramik, warmfesten Legierungen.WHW 10 (HW - P10)Fein und mittlere Bearbeitung von Stahl undStahlguss. Bei hohen Schnittgeschwindigkeitenund mittleren Vorschüben, auch fürweniger günstige Bedingungen.WHW 16 (HW - K10)Feinkorn-Hartmetall zur Bearbeitung von Alund Al-Legierungen, Kupfer, Bronze, NE-Metallen und hochschmelzenden Werkstoffen(z.B. Niob, Tantal, Molybdän, Wolfram)bei mittleren Spanquerschnitten unter günstigenBearbeitungsbedingungen.WHW 20 (HW - P20-P30 + P25/45)Mittlere und grobe Bearbeitung bei mittlerenSchnittgeschwindigkeiten und Vorschüben,auch für weniger günstige Bedingungen.WHW 01 (HW - K10)High-precision turning, finish machining andlight roughing at medium cutting speeds andup to 1000 m/min for aluminium. Cast materials,aluminium, non-ferrous metals, highmeltingmetals (Mo, TZM), plastics, glassfibrereinforced plastics, laminated paper,carbon, fine ceramics, heat-resistant alloys.WHW 10 (HW - P10)Fine and medium machining of steel and caststeel. For high cutting speeds and mediumfeeds, also for less favourable conditions.WHW 16 (HW - K10)Submicron carbide grade for machining Aland Al-alloys, copper, brass, non ferrous andrefractory metals (e.g. Niob, Tantalum, molybdenum,tungsten) at medium chip cross sectionsunder favourable machining conditions.WHW 20 (HW - P20-P30)Medium and rough machining at average cuttingspeeds and feeds, also for less favourableconditions.WHW 01 (HW - K10)Superfinition, finition et ébauche légère avecdes vitesses de coupe moyennes pour fontes,aluminiums, matières non ferreuses,matières à point de fusion élevé (Molybdènepar exemple), matières plastiques, carton,graphite, céramiques fines et matières exotiquesfortement alliées. Pour l’aluminium vitessesde coupe jusqu’à 1000 m/min.WHW 10 (HW - P10)Finition et semi finition d’aciers laminés etmoulés. Avec des vitesses de coupe élevéeset des avances moyennes même dans desconditions difficiles.WHW 16 (HW - K10)Carbure micrograin pour l’usinage de l’aluminium,alliages d’aluminium, cuivre, bronze,métaux non-ferreux et matériaux réfractaires(par ex. niobium, tantale, molybdène, tungstène),sections de coupeaux moyennes,dans des conditions de travail favorables.WHW 20 (HW - P20-P30)Semi finition et ébauche avec des vitesses decoupe et des avances moyennes même dansdes conditions difficiles.PunlegierterundlegierterStahl undStahlguß,nichtrost.ferritischerundmartensit.Stahl undStahlgussMunalloyed aciers alliésand etalloyed non alliés,steel and acierssteel castings, moulés,stainless and aciersferritic inoxydablesand ferritiquesmartensitic etsteel and martensitiquescast steelnichtrostenderaustenitischerStahl undStahlgussstainlessausteniticsteeland caststeelaciers inoxydablesausténitiquesacierslaminés etaciersmoulésKGraugussTemperguss,Kugelgraphitguss,NE-Metalle,Kunststoffegrey castiron,malleablecast iron,spheroidalgraphitecast iron,nonferrousand plasticsfontes malléableset fontesgrises,fontessphéroÏdales,métaux nonferreuxWHWHartmetalleunbeschichtetUncoatedhard metalsCarburenon revêtuSchneidstoffCutting materialMatériaux decoupeP01 P10 P20 P30 P40 M10 M20 M30 M40 K01 K10 K20 K30WHW 10WHW 20WHW 25WHW 01WHW 16Zähigkeit / toughness / TénacitéZähigkeit / toughness / TénacitéZähigkeit / toughness / TénacitéVerschleißbeständigkeit / wear resistance / Verschleißbeständigkeit / wear resistance / Verschleißbeständigkeit / wear resistance /Résistance à l'usureRésistance à l'usureRésistance à l'usureW14
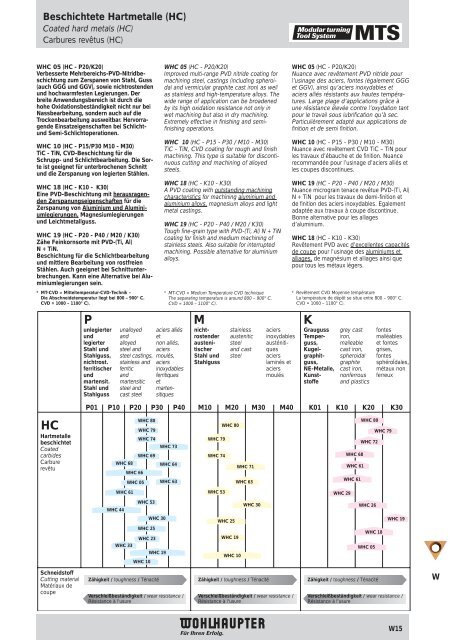
Beschichtete Hartmetalle (HC)Coated hard metals (HC)Carbures revêtus (HC)<strong>Modular</strong> turning<strong>Tool</strong> SystemWHC 05 (HC - P20/K20)Verbesserte Mehrbereichs-PVD-Nitridbeschichtungzum Zerspanen von Stahl, Guss(auch GGG und GGV), sowie nichtrostendenund hochwarmfesten Legierungen. Derbreite Anwendungsbereich ist durch diehohe Oxidationsbeständigkeit nicht nur beiNassbearbeitung, sondern auch auf dieTrockenbearbeitung ausweitbar. HervorragendeEinsatzeigenschaften bei SchlichtundSemi-Schlichtoperationen.WHC 10 (HC - P15/P30 M10 - M30)TiC - TiN, CVD-Beschichtung für dieSchrupp- und Schlichtbearbeitung. Die Sorteist geeignet für unterbrochenen Schnittund die Zerspanung von legierten Stählen.WHC 18 (HC - K10 - K30)Eine PVD-Beschichtung mit herausragendenZerspanungseigenschaften für dieZerspanung von Aluminium und Aluminiumlegierungen,Magnesiumlegierungenund Leichtmetallguss.WHC 19 (HC - P20 - P40 / M20 / K30)Zähe Feinkornsorte mit PVD-(Ti, Al)N + TiN.Beschichtung für die Schlichtbearbeitungund mittlere Bearbeitung von rostfreienStählen. Auch geeignet bei Schnittunterbrechungen.Kann eine Alternative bei Aluminiumlegierungensein.* MT-CVD = Mitteltemperatur-CVD-Technik –Die Abschneidetemperatur liegt bei 800 – 900° C.CVD = 1000 – 1100° C).WHC 05 (HC - P20/K20)Improved multi-range PVD nitride coating formachining steel, castings (including spheroidaland vermicular graphite cast iron) as wellas stainless and high-temperature alloys. Thewide range of application can be broadenedby its high oxidation resistance not only inwet machining but also in dry machining.Extremely effective in finishing and semifinishingoperations.WHC 10 (HC - P15 - P30 / M10 - M30)TiC - TiN, CVD coating for rough and finishmachining. This type is suitable for discontinuouscutting and machining of alloyedsteels.WHC 18 (HC - K10 - K30)A PVD coating with outstanding machiningcharacteristics for machining aluminium andaluminium alloys, magnesium alloys and lightmetal castings.WHC 19 (HC - P20 - P40 / M20 / K30)Tough fine-grain type with PVD-(Ti, Al) N + TiNcoating for finish and medium machining ofstainless steels. Also suitable for interruptedmachining. Possible alternative for aluminiumalloys.* MT-CVD = Medium Temperature CVD techniqueThe separating temperature is around 800 – 900° C.CVD = 1000 – 1100° C).P M KunlegierterundlegierterStahl undStahlguss,nichtrost.ferritischerundmartensit.Stahl undStahlgussunalloyed aciers alliésand etalloyed non alliés,steel and acierssteel castings, moulés,stainless and aciersferritic inoxydablesand ferritiquesmartensitic etsteel and martensitiquescast steelnichtrostenderaustenitischerStahl undStahlgussstainlessausteniticsteeland caststeelaciersinoxydablesausténitiquesacierslaminés etaciersmoulésWHC 05 (HC - P20/K20)Nuance avec revêtement PVD nitride pourl’usinage des aciers, fontes (également GGGet GGV), ainsi qu’aciers inoxydables etaciers alliés résistants aux hautes températures.Large plage d’applications grâce àune résistance élevée contre l’oxydation tantpour le travail sous lubrification qu’à sec.Particulièrement adapté aux applications definition et de semi finition.WHC 10 (HC - P15 - P30 / M10 - M30)Nuance avec revêtement CVD TiC – TiN pourles travaux d’ébauche et de finition. Nuancerecommandée pour l’usinage d’aciers alliés etles coupes discontinues.WHC 19 (HC - P20 - P40 / M20 / M30)Nuance micrograin tenace revêtue PVD-(Ti, Al)N + TiN pour les travaux de demi-finition etde finition des aciers inoxydables. Egalementadaptée aux travaux à coupe discontinue.Bonne alternative pour les alliagesd’aluminium.WHC 18 (HC - K10 - K30)Revêtement PVD avec d’excellentes capacitésde coupe pour l’usinage des aluminiums etalliages, de magnésium et alliages ainsi quepour tous les métaux légers.* Revêtement CVD Moyenne températureLa température de dépôt se situe entre 800 – 900° C.CVD = 1000 – 1100° C).GraugussTemperguss,Kugelgraphitguss,NE-Metalle,Kunststoffegrey castiron,malleablecast iron,spheroidalgraphitecast iron,nonferrousand plasticsfontesmalléableset fontesgrises,fontessphéroÏdales,métaux nonferreuxHCHartmetallebeschichtetCoatedcarbidesCarburerevêtuP01 P10 P20 P30 P40 M10 M20 M30 M40 K01 K10 K20 K30WHC 68WHC 66WHC 05WHC 80WHC 80WHC 80WHC 79 WHC 79WHC 74WHC 69WHC 73WHC 64WHC 63WHC 79WHC 74WHC 71WHC 63WHC 68WHC 61WHC 61WHC 72WHC 61WHC 53 WHC 29WHC 53WHC 44WHC 30WHC 26WHC 30WHC 25WHC 23WHC 33WHC 19WHC 10WHC 25WHC 19WHC 10WHC 18WHC 05WHC 19SchneidstoffCutting materialMatériaux decoupeZähigkeit / toughness / TénacitéVerschleißbeständigkeit / wear resistance /Résistance à l'usureZähigkeit / toughness / TénacitéVerschleißbeständigkeit / wear resistance /Résistance à l'usureZähigkeit / toughness / TénacitéVerschleißbeständigkeit / wear resistance /Résistance à l'usureWW15
- Seite 6 und 7:
Das Wohlhaupter FarbleitsystemThe W
- Seite 8 und 9:
Technische Beschreibung: Eingeengte
- Seite 10 und 11:
Übersicht MTSMTS overviewCompositi
- Seite 12 und 13:
Technische Beschreibung: Grundaufna
- Seite 14 und 15:
fGrundaufnahmen mit Zylinderschaft
- Seite 16 und 17:
Technische Beschreibung: Werkzeugha
- Seite 18 und 19:
Werkzeughalter MTS mit Kerbverzahnu
- Seite 20 und 21:
Werkzeughalter MTS mit Kerbverzahnu
- Seite 22 und 23:
Werkzeughalter MTS mit Kerbverzahnu
- Seite 24 und 25:
Werkzeughalter MTS mit Kerbverzahnu
- Seite 26 und 27:
Werkzeughalter MTS mit Kerbverzahnu
- Seite 28:
Werkzeughalter MTS mit Kerbverzahnu
- Seite 31 und 32:
MultiBore Grundaufnahmen mit HSK na
- Seite 33 und 34:
d 5dAufnahmedorn D 32Holding arbors
- Seite 35 und 36:
MultiBore ReduzierungenMultiBore Re
- Seite 37 und 38:
Grundaufnahmen, Reduzierungen, Verl
- Seite 39 und 40:
Kerbzahnkörper MTS mit MVS-Verbind
- Seite 41 und 42:
Kerbzahnkörper MTS mit MVS-Verbind
- Seite 43 und 44:
Kerbzahnkörper MTS mit Verbindungs
- Seite 45 und 46:
Kerbzahnkörper MTS mit MVS-Verbind
- Seite 47 und 48:
Kerbzahnkörper MTS mit Verbindungs
- Seite 49 und 50:
Werkzeughalter MTS mit Vierkantaufn
- Seite 51 und 52:
f 1dWerkzeughalter MTS mit Vierkant
- Seite 53 und 54:
hWerkzeughalter MTS mit Vierkantauf
- Seite 55 und 56:
Werkzeughalter MTS mit zylindrische
- Seite 57 und 58:
Werkzeughalter MTS mit Vierkantaufn
- Seite 59 und 60:
Werkzeughalter MTS mit Vierkantaufn
- Seite 61 und 62:
Werkzeughalter MTS mit Vierkantaufn
- Seite 63 und 64:
Werkzeughalter MTS mit zylindrische
- Seite 65 und 66:
lllllllBezeichnungsschlüssel Platt
- Seite 67 und 68:
Plattenhalter - ÜbersichtInsert ho
- Seite 69 und 70:
dfPlattenhalter Form L, Einstellwin
- Seite 71 und 72:
dfdxPlattenhalter Form U, Einstellw
- Seite 73 und 74:
dfPlattenhalter Form U, Einstellwin
- Seite 75 und 76: Plattenhalter Form H, Einstellwinke
- Seite 77 und 78: Plattenhalter Form Q, Einstellwinke
- Seite 79 und 80: dfPlattenhalter Form J, Einstellwin
- Seite 81 und 82: Plattenhalter Form B, R, Einstellwi
- Seite 83 und 84: 75°Plattenhalter Form K, Einstellw
- Seite 85 und 86: Plattenhalter Form F, Einstellwinke
- Seite 87 und 88: Plattenhalter Form SInsert holders
- Seite 89 und 90: Plattenhalter Form XInsert holders
- Seite 91 und 92: Plattenhalter Radialeinstechen, Bez
- Seite 93 und 94: Plattenhalter Radialeinstechen, For
- Seite 95 und 96: Plattenhalter Radialstechen, Form G
- Seite 97 und 98: Plattenhalter Außengewinde, Form G
- Seite 99 und 100: PlattenhalterTool holdersPorte plaq
- Seite 101 und 102: PlattenhalterTool holdersPorte plaq
- Seite 103 und 104: Plattenhalter GewindeschneidenTool
- Seite 105 und 106: MultiBore Wendeplattenbohrer Top Cu
- Seite 107 und 108: Wendeschneidplatten XOMT - Geometri
- Seite 109 und 110: Zubehör/ErsatzteileAccessories/Spa
- Seite 111 und 112: Zubehör/ErsatzteileAccessories/Spa
- Seite 113 und 114: Befestigungsschrauben / Anziehdrehm
- Seite 115 und 116: WendeschneidplattenReplaceable inse
- Seite 117 und 118: WendeschneidplattenReplaceable inse
- Seite 119 und 120: WendeschneidplattenReplaceable inse
- Seite 121 und 122: WendeschneidplattenReplaceable inse
- Seite 123 und 124: WendeschneidplattenReplaceable inse
- Seite 125: WendeschneidplattenReplaceable inse
- Seite 129 und 130: Beschichtete Hartmetalle (HC)Coated
- Seite 131 und 132: Unbeschichtetes Cermet (HT)Uncoated
- Seite 133 und 134: Kubisches Bornitrid (BN)Cubic boron
- Seite 135 und 136: Modular turningTool SystemI. Bezeic
- Seite 137 und 138: Modular turningTool SystemII. Bezei
- Seite 139 und 140: Modular turningTool SystemIII. Beze