

nr. 55 Fenster Herrenknecht setzt auf Coreweld 46 Ls ... - Esab
nr. 55 Fenster Herrenknecht setzt auf Coreweld 46 Ls ... - Esab
nr. 55 Fenster Herrenknecht setzt auf Coreweld 46 Ls ... - Esab
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
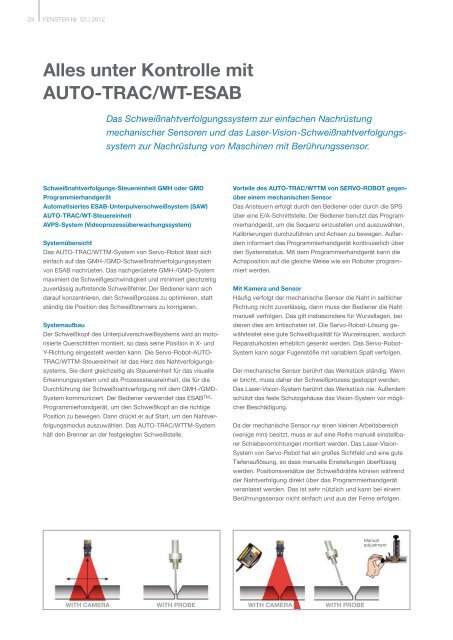
24 FENSTER Nr. <strong>55</strong> | 2012 FENSTER Nr. <strong>55</strong> | 2012 25Alles unter Kontrolle mitAUTO-TRAC/WT-ESABSchweißnahtverfolgungs-Steuereinheit GMH oderDas Schweißnahtverfolgungssystem zur einfachen Nachrüstungmechanischer Sensoren und das Laser-Vision-Schweißnahtverfolgungssystemzur Nachrüstung von Maschinen mit Berührungssensor.Das AUTO-TRAC/WT TMSYSTEMProgrammierhandgerätAutomatisiertes ESAB-Unterpulverschweißsystem(SAW)Schweißnahtverfolgungs-Steuereinheit GMH oder GMDProgrammierhandgerätAutomatisiertes ESAB-Unterpulverschweißsystem (SAW)AUTO-TRAC/WT-SteuereinheitAVPS-System (Videoprozessüberwachungssystem)SystemübersichtDas AUTO-TRAC/WTTM-System von Servo-Robot lässt sicheinfach <strong>auf</strong> das GMH-/GMD-Schweißnahtverfolgungssystemvon ESAB nachrüsten. Das nachgerüstete GMH-/GMD-Systemmaximiert die Schweißgeschwindigkeit und minimiert gleichzeitigzuverlässig <strong>auf</strong>tretende Schweißfehler. Der Bediener kann sichdar<strong>auf</strong> konzentrieren, den Schweißprozess zu optimieren, stattständig die Position des Schweißbrenners zu korrigieren.System<strong>auf</strong>bauDer Schweißkopf des Unterpulverschweißsystems wird an motorisierteQuerschlitten montiert, so dass seine Position in X- undY-Richtung eingestellt werden kann. Die Servo-Robot-AUTO-TRAC/WTTM-Steuereinheit ist das Herz des Nahtverfolgungssystems.Sie dient gleichzeitig als Steuereinheit für das visuelleErkennungssystem und als Prozesssteuereinheit, die für dieDurchführung der Schweißnahtverfolgung mit dem GMH-/GMD-System kommuniziert. Der Bediener verwendet das ESAB TM -Programmierhandgerät, um den Schweißkopf an die richtigePosition zu bewegen. Dann drückt er <strong>auf</strong> Start, um den Nahtverfolgungsmodusauszuwählen. Das AUTO-TRAC/WTTM-Systemhält den Brenner an der festgelegten Schweißstelle.Vorteile des AUTO-TRAC/WTTM von SERVO-ROBOT gegenübereinem mechanischen SensorDas Ansteuern erfolgt durch den Bediener oder durch die SPSüber eine E/A-Schnittstelle. Der Bediener benutzt das Programmierhandgerät,um die Sequenz einzustellen und auszuwählen,Kalibrierungen durchzuführen und Achsen zu bewegen. Außerdeminformiert das Programmierhandgerät kontinuierlich überden Systemstatus. Mit dem Programmierhandgerät kann dieAchsposition <strong>auf</strong> die gleiche Weise wie ein Roboter programmiertwerden.Mit Kamera und SensorHäufig verfolgt der mechanische Sensor die Naht in seitlicherRichtung nicht zuverlässig, dann muss der Bediener die Nahtmanuell verfolgen. Das gilt insbesondere für Wurzellagen, beidenen dies am kritischsten ist. Die Servo-Robot-Lösung gewährleisteteine gute Schweißqualität für Wurzelraupen, wodurchReparaturkosten erheblich gesenkt werden. Das Servo-Robot-System kann sogar Fugenstöße mit variablem Spalt verfolgen.Der mechanische Sensor berührt das Werkstück ständig. Wenner bricht, muss daher der Schweißprozess gestoppt werden.Das Laser-Vision-System berührt das Werkstück nie. Außerdemschützt das feste Schutzgehäuse das Vision-System vor möglicherBeschädigung.Da der mechanische Sensor nur einen kleinen Arbeitsbereich(wenige mm) besitzt, muss er <strong>auf</strong> eine Reihe manuell einstellbarerSchiebevorrichtungen montiert werden. Das Laser-Vision-System von Servo-Robot hat ein großes Sichtfeld und eine guteTiefen<strong>auf</strong>lösung, so dass manuelle Einstellungen überflüssigwerden. Positionsversätze der Schweißdrähte können währendder Nahtverfolgung direkt über das Programmierhandgerätveranlasst werden. Das ist sehr nützlich und kann bei einemBerührungssensor nicht einfach und aus der Ferne erfolgen.Optimierung der SchweißqualitätDie intelligente Schweißnahtverfolgungstechnologie von Servo-Robot in Kombination mit dem GMH-/GMD-System zur Schweißnahtverfolgungvon ESAB TM und der Programmierhandgerät-Steuerung sorgt für eine präzise Drahtpositionierung am Stoß.In Bezug <strong>auf</strong> die Quernahtlage und die senkrechte Richtunggewährleistet sie eine konsistente Drahtpositionierung.Die Parameter lassen sich leicht mit dem ESAB TM -Programmierhandgeräteinstellen, wodurch eine spezielle Bedienerschulungentfällt. Der Bediener wählt die richtige Stoßvorlage (Stoßfuge,Stumpfnaht, Kehlnaht usw.) mit dem Programmierhandgerät aus.Das AUTO-TRAC/WTTM-Laser-Schweißnahtverfolgungssystemvon Servo-Robot verbessert die Produktivität und Qualität vonSchweißprozessen bei Rundnähten und Längsnähten, die u. a.bei der Fertigung folgender Komponenten verwendet werden:• Türme von Windkraftanlagen• Brückentragwerke• Wärmetauscherplatten• Druckkessel• Schiffsversteifungen• SchienenfahrzeugeAUTO-TRAC/WTSteuereinheitAVPS-System (Videoprozessüberwachungssystem)FernüberwachungNeues AVPS TM -System (Advanced Video ProcessSupervision)-Videoprozessüberwachungssystem fürwirtschaftliche und hochwertige SchweißergebnisseDie Laser-Schweißnahtverfolgung ist eine bewährte Lösung zurpräzisen Steuerung des Schweißvorgangs bei Drehgelenkroboternund Schweißmaschinen.Beim Schweißen <strong>auf</strong> der Baustelle oder an Säulen, Stützen undAuslegern müssen Bediener an den Schweißgeräten vor OrtFerneinstellungen vornehmen, die ungenau und zeit<strong>auf</strong>wendigsein können. Aus diesem Grund hat Servo-Robot das neueAVPS TM (Advanced Video Process Supervision)-System entwickelt.Das AVPS TM -System umfasst ein kompaktes, robustes,optoelektronisches Modul, das die erforderlichen Elemente integriert,um den Bediener mit Schlüsselinformationen zu versorgen.Diese Daten umfassen die Fernbeobachtung des Stoßesund des Brenners, die Brennerposition sowie die Brennerhöheund -ausrichtung. Diese Daten werden durch Laserstrahlen dargestellt,die von einer integrierten Farbvideokamera beobachtetwerden, die auch den Lasertrackerstreifen überwacht.Die Informationen über die seitliche Position des Brenners unddie Brennerhöhe werden <strong>auf</strong> einem Überwachungsbildschirmübereinandergelegt, wodurch der Bediener stets kontrollierenkann, wo sich der Brenner im Verhältnis zur Naht befindet, selbstbei Verwendung von Schweißmitteln.Bei der Verwendung des Servo-Robot-AVPS TM können Bedie-TeachpendantManualadjustmentBrokenproblener den Schweißprozess aus sicherer Entfernung beobachtenund durchführen. Es wird keine zusätzliche Videokamera benötigtund das robuste System ist mechanisch so ausgelegt,dass es problemlos an ESAB TM -Schweißsysteme montiert undangeschlossen werden kann.WITH CAMERAWITH PROBEWITH CAMERAWITH PROBEWITH PROBE













