Schweißzusätze für thermische Kraftwerke - Böhler Welding
Schweißzusätze für thermische Kraftwerke - Böhler Welding
Schweißzusätze für thermische Kraftwerke - Böhler Welding

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
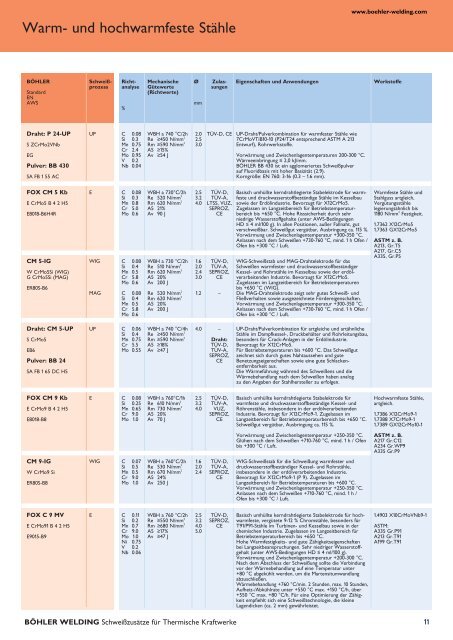
Warm- und hochwarmfeste Stähle<br />
BÖHLER<br />
Standard<br />
EN<br />
AWS<br />
Draht: P 24-UP<br />
S ZCrMo2VNb<br />
EG<br />
Pulver: BB 430<br />
SA FB 1 55 AC<br />
FOX CM 5 Kb<br />
E CrMo5 B 4 2 H5<br />
E8018-B6H4R<br />
CM 5-IG<br />
W CrMo5Si (WIG)<br />
G CrMo5Si (MAG)<br />
ER80S-B6<br />
Draht: CM 5-UP<br />
S CrMo5<br />
EB6<br />
Pulver: BB 24<br />
SA FB 1 65 DC H5<br />
FOX CM 9 Kb<br />
E CrMo9 B 4 2 H5<br />
E8018-B8<br />
CM 9-IG<br />
W CrMo9 Si<br />
ER80S-B8<br />
FOX C 9 MV<br />
E CrMo91 B 4 2 H5<br />
E9015-B9<br />
Schweißprozess<br />
UP C 0.08<br />
Si 0.3<br />
Mn 0.75<br />
Cr 2.4<br />
Mo 0.95<br />
V 0.2<br />
Nb 0.04<br />
E C 0.08<br />
Si 0.3<br />
Mn 0.8<br />
Cr 5.0<br />
Mo 0.6<br />
WIG<br />
MAG<br />
Richtanalyse<br />
%<br />
C 0.08<br />
Si 0.4<br />
Mn 0.5<br />
Cr 5.8<br />
Mo 0.6<br />
C 0.08<br />
Si 0.4<br />
Mn 0.5<br />
Cr 5.8<br />
Mo 0.6<br />
UP C 0.06<br />
Si 0.4<br />
Mn 0.75<br />
Cr 5.5<br />
Mo 0.55<br />
E C 0.08<br />
Si 0.25<br />
Mn 0.65<br />
Cr 9.0<br />
Mo 1.0<br />
WIG C 0.07<br />
Si 0.5<br />
Mn 0.5<br />
Cr 9.0<br />
Mo 1.0<br />
E C 0.11<br />
Si 0.2<br />
Mn 0.7<br />
Cr 9.0<br />
Mo 1.0<br />
Ni 0.75<br />
V 0.2<br />
Nb 0.06<br />
Mechanische<br />
Gütewerte<br />
(Richtwerte)<br />
WBH a 740 °C/2h<br />
Re ≥450 N/mm 2<br />
Rm ≥590 N/mm 2<br />
A5 ≥15%<br />
Av ≥54 J<br />
WBH a 730°C/2h<br />
Re 520 N/mm 2<br />
Rm 620 N/mm 2<br />
A5 21%<br />
Av 90 J<br />
WBH a 730 °C/2h<br />
Re 510 N/mm 2<br />
Rm 620 N/mm 2<br />
A5 20%<br />
Av 200 J<br />
Re 520 N/mm 2<br />
Rm 620 N/mm 2<br />
A5 20%<br />
Av 200 J<br />
WBH a 740 °C/4h<br />
Re ≥450 N/mm 2<br />
Rm ≥590 N/mm 2<br />
A5 ≥18%<br />
Av ≥47 J<br />
WBH a 760°C/1h<br />
Re 610 N/mm 2<br />
Rm 730 N/mm 2<br />
A5 20%<br />
Av 70 J<br />
WBH a 760°C/2h<br />
Re 530 N/mm 2<br />
Rm 670 N/mm 2<br />
A5 24%<br />
Av 250 J<br />
WBH a 760 °C/2h<br />
Re ≥550 N/mm 2<br />
Rm ≥680 N/mm 2<br />
A5 ≥17%<br />
Av ≥47 J<br />
2.0<br />
2.5<br />
3.0<br />
2.5<br />
3.2<br />
4.0<br />
1.6<br />
2.0<br />
2.4<br />
3.0<br />
1.2<br />
TÜV-D, CE UP-Draht/Pulverkombination <strong>für</strong> warmfester Stähle wie<br />
7CrMoVTiB10-10 (P24/T24 entsprechend ASTM A 213<br />
Entwurf), Rohrwerkstoffe.<br />
Vorwärmung und Zwischenlagentemperaturen 200-300 °C.<br />
Wärmeeinbringung ≤ 2,0 kJ/mm.<br />
BÖHLER BB 430 ist ein agglomeriertes Schweißpulver<br />
auf Fluoridbasis mit hoher Basizität (2.9).<br />
Korngröße: EN 760: 3-16 (0.3 – 1.6 mm).<br />
TÜV-D,<br />
TÜV-A,<br />
LTSS, VUZ,<br />
SEPROZ,<br />
CE<br />
TÜV-D,<br />
TÜV-A,<br />
SEPROZ,<br />
CE<br />
–<br />
4.0 –<br />
Draht:<br />
TÜV-D,<br />
TÜV-A,<br />
SEPROZ,<br />
CE<br />
BÖHLER WELDING <strong>Schweißzusätze</strong> <strong>für</strong> Thermische <strong>Kraftwerke</strong><br />
Ø<br />
mm<br />
2.5<br />
3.2<br />
4.0<br />
1.6<br />
2.0<br />
2.4<br />
2.5<br />
3.2<br />
4.0<br />
5.0<br />
Zulassungen<br />
TÜV-D,<br />
TÜV-A,<br />
VUZ,<br />
SEPROZ,<br />
CE<br />
TÜV-D,<br />
TÜV-A,<br />
SEPROZ,<br />
CE<br />
TÜV-D,<br />
SEPROZ,<br />
CE<br />
Basisch umhüllte kerndrahtlegierte Stabelektrode <strong>für</strong> warmfeste<br />
und druckwasserstoffbeständige Stähle im Kesselbau<br />
sowie der Erdölindustrie. Bevorzugt <strong>für</strong> X12CrMo5.<br />
Zugelassen im Langzeitbereich <strong>für</strong> Betriebstemperaturbereich<br />
bis +650 °C. Hohe Risssicherheit durch sehr<br />
niedrige Wasserstoffgehalte (unter AWS-Bedingungen<br />
HD ≤ 4 ml/100 g). In allen Positionen, außer Fallnaht, gut<br />
verschweißbar. Schweißgut vergütbar, Ausbringung ca. 115 %.<br />
Vorwärmung und Zwischenlagentemperatur +300-350 °C.<br />
Anlassen nach dem Schweißen +730-760 °C, mind. 1 h Ofen /<br />
Ofen bis +300 °C / Luft.<br />
WIG-Schweißstab und MAG-Drahtelektrode <strong>für</strong> das<br />
Schweißen warmfester und druckwasserstoffbeständiger<br />
Kessel- und Rohrstähle im Kesselbau sowie der erdölverarbeitenden<br />
Industrie. Bevorzugt <strong>für</strong> X12CrMo5.<br />
Zugelassen im Langzeitbereich <strong>für</strong> Betriebstemperaturen<br />
bis +650 °C (WIG).<br />
Die MAG-Drahtelektrode zeigt sehr gutes Schweiß- und<br />
Fließverhalten sowie ausgezeichnete Fördereigenschaften.<br />
Vorwärmung und Zwischenlagentemperatur +300-350 °C.<br />
Anlassen nach dem Schweißen +730-760 °C, mind. 1 h Ofen /<br />
Ofen bis +300 °C / Luft.<br />
UP-Draht/Pulverkombination <strong>für</strong> artgleiche und artähnliche<br />
Stähle im Dampfkessel-, Druckbehälter und Rohrleitungsbau,<br />
besonders <strong>für</strong> Crack-Anlagen in der Erdölindustrie.<br />
Bevorzugt <strong>für</strong> X12CrMo5.<br />
Für Betriebstemperaturen bis +600 °C. Das Schweißgut<br />
zeichnet sich durch gutes Nahtaussehen und gute<br />
Benetzungseigenschaften sowie eine gute Schlackenentfernbarkeit<br />
aus.<br />
Die Wärmeführung während des Schweißens und die<br />
Wärmebehandlung nach dem Schweißen haben analog<br />
zu den Angaben der Stahlhersteller zu erfolgen.<br />
Basisch umhüllte kerndrahtlegierte Stabelektrode <strong>für</strong><br />
warmfeste und druckwasserstoffbeständige Kessel- und<br />
Röhrenstähle, insbesondere in der erdölverarbeitenden<br />
Industrie. Bevorzugt <strong>für</strong> X12CrMo9-1. Zugelassen im<br />
Langzeitbereich <strong>für</strong> Betriebstemperaturbereich bis +650 °C.<br />
Schweißgut vergütbar, Ausbringung ca. 115 %.<br />
Vorwärmung und Zwischenlagentemperatur +250-350 °C.<br />
Glühen nach dem Schweißen +710-760 °C, mind. 1 h / Ofen<br />
bis +300 °C / Luft.<br />
WIG-Schweißstab <strong>für</strong> die Schweißung warmfester und<br />
druckwasserstoffbeständiger Kessel- und Rohrstähle,<br />
insbesondere in der erdölverarbeitenden Industrie.<br />
Bevorzugt <strong>für</strong> X12CrMo9-1 (P 9). Zugelassen im<br />
Langzeitbereich <strong>für</strong> Betriebstemperaturen bis +600 °C.<br />
Vorwärmung und Zwischenlagentemperatur +250-350 °C.<br />
Anlassen nach dem Schweißen +710-760 °C, mind. 1 h /<br />
Ofen bis +300 °C / Luft.<br />
Basisch umhüllte kerndrahtlegierte Stabelektrode <strong>für</strong> hochwarmfeste,<br />
vergütete 9-12 % Chromstähle, besonders <strong>für</strong><br />
T91/P91-Stähle im Turbinen- und Kesselbau sowie in der<br />
chemischen Industrie. Zugelassen im Langzeitbereich <strong>für</strong><br />
Betriebstemperaturbereich bis +650 °C.<br />
Hohe Warmfestigkeits- und gute Zähigkeitseigenschaften<br />
bei Langzeitbeanspruchungen. Sehr niedriger Wasserstoffgehalt<br />
(unter AWS-Bedingungen HD ≤ 4 ml/100 g).<br />
Vorwärmung und Zwischenlagentemperatur +200-300 °C.<br />
Nach dem Abschluss der Schweißung sollte die Verbindung<br />
vor der Wärmebehandlung auf eine Temperatur unter<br />
+80 °C abgekühlt werden, um die Martensitumwandlung<br />
abzuschließen.<br />
Wärmebehandlung +760 °C/min. 2 Stunden, max. 10 Stunden,<br />
Aufheiz-/Abkühlrate unter +550 °C max. +150 °C/h, über<br />
+550 °C max. +80 °C/h. Für eine Optimierung der Zähigkeit<br />
empfiehlt sich eine Schweißtechnologie, die kleine<br />
Lagendicken (ca. 2 mm) gewährleistet.<br />
www.boehler-welding.com<br />
Eigenschaften und Anwendungen Werkstoffe<br />
Warmfeste Stähle und<br />
Stahlguss artgleich,<br />
Vergütungsstähle<br />
legierungsähnlich bis<br />
1180 N/mm 2 Festigkeit.<br />
1.7362 X12CrMo5<br />
1.7363 GX12CrMo5<br />
ASTM z. B.<br />
A213, Gr.T5<br />
A217, Gr.C5<br />
A335, Gr.P5<br />
Hochwarmfeste Stähle,<br />
artgleich.<br />
1.7386 X12CrMo9-1<br />
1.7388 X7CrMo9-1<br />
1.7389 GX12CrMo10-1<br />
ASTM z. B.<br />
A217 Gr.C12<br />
A234 Gr.WP9<br />
A335 Gr.P9<br />
1.4903 X10CrMoVNb9-1<br />
ASTM:<br />
A335 Gr.P91<br />
A213 Gr.T91<br />
A199 Gr.T91<br />
11