Schweißzusätze für thermische Kraftwerke - Böhler Welding
Schweißzusätze für thermische Kraftwerke - Böhler Welding
Schweißzusätze für thermische Kraftwerke - Böhler Welding

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
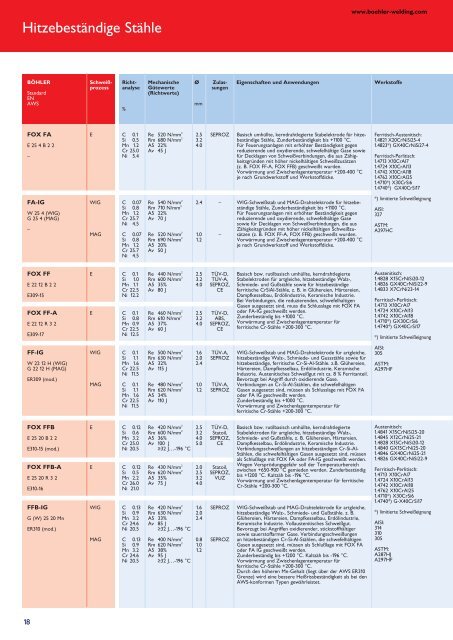
Hitzebeständige Stähle<br />
BÖHLER<br />
Standard<br />
EN<br />
AWS<br />
18<br />
FOX FA<br />
E 25 4 B 2 2<br />
–<br />
FA-IG<br />
W 25 4 (WIG)<br />
G 25 4 (MAG)<br />
–<br />
FOX FF<br />
E 22 12 B 2 2<br />
E309-15<br />
FOX FF-A<br />
E 22 12 R 3 2<br />
E309-17<br />
FF-IG<br />
W 22 12 H (WIG)<br />
G 22 12 H (MAG)<br />
ER309 (mod.)<br />
FOX FFB<br />
E 25 20 B 2 2<br />
E310-15 (mod.)<br />
FOX FFB-A<br />
E 25 20 R 3 2<br />
E310-16<br />
FFB-IG<br />
G (W) 25 20 Mn<br />
ER310 (mod.)<br />
Schweißprozess<br />
E C 0.1<br />
Si 0.5<br />
Mn 1.2<br />
Cr 25.0<br />
Ni 5.4<br />
WIG<br />
MAG<br />
C 0.07<br />
Si 0.8<br />
Mn 1.2<br />
Cr 25.7<br />
Ni 4.5<br />
C 0.07<br />
Si 0.8<br />
Mn 1.2<br />
Cr 25.7<br />
Ni 4.5<br />
E C 0.1<br />
Si 1.0<br />
Mn 1.1<br />
Cr 22.5<br />
Ni 12.2<br />
E C 0.1<br />
Si 0.8<br />
Mn 0.9<br />
Cr 22.5<br />
Ni 12.5<br />
WIG<br />
MAG<br />
C 0.1<br />
Si 1.1<br />
Mn 1.6<br />
Cr 22.5<br />
Ni 11.5<br />
C 0.1<br />
Si 1.1<br />
Mn 1.6<br />
Cr 22.5<br />
Ni 11.5<br />
E C 0.12<br />
Si 0.6<br />
Mn 3.2<br />
Cr 25.0<br />
Ni 20.5<br />
E C 0.12<br />
Si 0.5<br />
Mn 2.2<br />
Cr 26.0<br />
Ni 21.0<br />
WIG<br />
MAG<br />
Richtanalyse<br />
%<br />
C 0.13<br />
Si 0.9<br />
Mn 3.2<br />
Cr 24.6<br />
Ni 20.5<br />
C 0.13<br />
Si 0.9<br />
Mn 3.2<br />
Cr 24.6<br />
Ni 20.5<br />
Mechanische<br />
Gütewerte<br />
(Richtwerte)<br />
Re 520 N/mm 2<br />
Rm 680 N/mm 2<br />
A5 22%<br />
Av 45 J<br />
Re 540 N/mm 2<br />
Rm 710 N/mm 2<br />
A5 22%<br />
Av 70 J<br />
Re 520 N/mm 2<br />
Rm 690 N/mm 2<br />
A5 20%<br />
Av 50 J<br />
Re 440 N/mm 2<br />
Rm 600 N/mm 2<br />
A5 35%<br />
Av 80 J<br />
Re 460 N/mm 2<br />
Rm 610 N/mm 2<br />
A5 37%<br />
Av 60 J<br />
Re 500 N/mm 2<br />
Rm 630 N/mm 2<br />
A5 32%<br />
Av 115 J<br />
Re 480 N/mm 2<br />
Rm 620 N/mm 2<br />
A5 34%<br />
Av 110 J<br />
Re 420 N/mm 2<br />
Rm 600 N/mm 2<br />
A5 36%<br />
Av 100 J<br />
≥32 J…-196 °C<br />
Re 430 N/mm 2<br />
Rm 620 N/mm 2<br />
A5 35%<br />
Av 75 J<br />
Re 420 N/mm 2<br />
Rm 630 N/mm 2<br />
A5 33%<br />
Av 85 J<br />
≥32 J…-196 °C<br />
Re 400 N/mm 2<br />
Rm 620 N/mm 2<br />
A5 38%<br />
Av 95 J<br />
≥32 J…-196 °C<br />
Ø<br />
mm<br />
2.5<br />
3.2<br />
4.0<br />
2.4<br />
1.0<br />
1.2<br />
2.5<br />
3.2<br />
4.0<br />
2.5<br />
3.2<br />
4.0<br />
1.6<br />
2.0<br />
2.4<br />
1.0<br />
1.2<br />
2.5<br />
3.2<br />
4.0<br />
5.0<br />
2.0<br />
2.5<br />
3.2<br />
4.0<br />
1.6<br />
2.0<br />
2.4<br />
0.8<br />
1.0<br />
1.2<br />
Zulassungen<br />
SEPROZ Basisch umhüllte, kerndrahtlegierte Stabelektrode <strong>für</strong> hitzebeständige<br />
Stähle, Zunderbeständigkeit bis +1100 °C.<br />
Für Feuerungsanlagen mit erhöhter Beständigkeit gegen<br />
reduzierende und oxydierende, schwefelhältige Gase sowie<br />
<strong>für</strong> Decklagen von Schweißverbindungen, die aus Zähigkeitsgründen<br />
mit höher nickelhältigen <strong>Schweißzusätze</strong>n<br />
(z. B. FOX FF-A, FOX FFB) geschweißt wurden.<br />
Vorwärmung und Zwischenlagentemperatur +200-400 °C<br />
je nach Grundwerkstoff und Werkstoffdicke.<br />
–<br />
–<br />
TÜV-D,<br />
TÜV-A,<br />
SEPROZ,<br />
CE<br />
TÜV-D,<br />
ABS,<br />
SEPROZ,<br />
CE<br />
TÜV-A,<br />
SEPROZ<br />
TÜV-A,<br />
SEPROZ<br />
TÜV-D,<br />
Statoil,<br />
SEPROZ,<br />
CE<br />
Statoil,<br />
SEPROZ,<br />
VUZ<br />
SEPROZ<br />
SEPROZ<br />
WIG-Schweißstab und MAG-Drahtelektrode <strong>für</strong> hitzebeständige<br />
Stähle, Zunderbeständigkeit bis +1100 °C.<br />
Für Feuerungsanlagen mit erhöhter Beständigkeit gegen<br />
reduzierende und oxydierende, schwefelhältige Gase<br />
sowie <strong>für</strong> Decklagen von Schweißverbindungen, die aus<br />
Zähigkeitsgründen mit höher nickelhältigen <strong>Schweißzusätze</strong>n<br />
(z. B. FOX FF-A, FOX FFB) geschweißt wurden.<br />
Vorwärmung und Zwischenlagentemperatur +200-400 °C<br />
je nach Grundwerkstoff und Werkstoffdicke.<br />
Basisch bzw. rutilbasisch umhüllte, kerndrahtlegierte<br />
Stabelektroden <strong>für</strong> artgleiche, hitzebeständige Walz-,<br />
Schmiede- und Gußstähle sowie <strong>für</strong> hitzebeständige<br />
ferritische CrSiAl-Stähle, z. B. in Glühereien, Härtereien,<br />
Dampfkesselbau, Erdölindustrie, Keramische Industrie.<br />
Bei Verbindungen, die reduzierenden, schwefelhaltigen<br />
Gasen ausgesetzt sind, muss die Schlusslage mit FOX FA<br />
oder FA-IG geschweißt werden.<br />
Zunderbeständig bis +1000 °C.<br />
Vorwärmung und Zwischenlagentemperatur <strong>für</strong><br />
ferritische Cr-Stähle +200-300 °C.<br />
WIG-Schweißstab und MAG-Drahtelektrode <strong>für</strong> artgleiche,<br />
hitzebeständige Walz-, Schmiede- und Gussstähle sowie <strong>für</strong><br />
hitzebeständige, ferritische Cr-Si-Al-Stähle. z.B. Glühereien,<br />
Härtereien, Dampfkesselbau, Erdölindustrie, Keramische<br />
Industrie. Austenitisches Schweißgut mit ca. 8 % Ferritanteil.<br />
Bevorzugt bei Angriff durch oxidierende Gase.<br />
Verbindungen an Cr-Si-Al-Stählen, die schwefelhältigen<br />
Gasen ausgesetzt sind, müssen als Schlusslage mit FOX FA<br />
oder FA IG geschweißt werden.<br />
Zunderbeständig bis +1000 °C.<br />
Vorwärmung und Zwischenlagentemperatur <strong>für</strong><br />
ferritische Cr-Stähle +200-300 °C.<br />
Basisch bzw. rutilbasisch umhüllte, kerndrahtlegierte<br />
Stabelektroden <strong>für</strong> artgleiche, hitzebeständige Walz-,<br />
Schmiede- und Gußstähle, z. B. Glühereien, Härtereien,<br />
Dampfkesselbau, Erdölindustrie, Keramische Industrie.<br />
Verbindungsschweißungen an hitzebeständigen Cr-Si-Al-<br />
Stählen, die schwefelhältigen Gasen ausgesetzt sind, müssen<br />
als Schlußlage mit FOX FA oder FA-IG geschweißt werden.<br />
Wegen Versprödungsgefahr soll der Temperaturbereich<br />
zwischen +650-900 °C gemieden werden. Zunderbeständig<br />
bis +1200 °C. Kaltzäh bis -196 °C.<br />
Vorwärmung und Zwischenlagentemperatur <strong>für</strong> ferritische<br />
Cr-Stähle +200-300 °C.<br />
WIG-Schweißstab und MAG-Drahtelektrode <strong>für</strong> artgleiche,<br />
hitzebeständige Walz-, Schmiede- und Gußstähle. z. B.<br />
Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie,<br />
Keramische Industrie. Vollaustenitisches Schweißgut.<br />
Bevorzugt bei Angriffen oxidierender, stickstoffhältiger<br />
sowie sauerstoffarmer Gase. Verbindungsschweißungen<br />
an hitzebeständigen Cr-Si-Al-Stählen, die schwefelhältigen<br />
Gasen ausgesetzt sind, müssen als Schlußlage mit FOX FA<br />
oder FA IG geschweißt werden.<br />
Zunderbeständig bis +1200 °C. Kaltzäh bis -196 °C.<br />
Vorwärmung und Zwischenlagentemperatur <strong>für</strong><br />
ferritische Cr-Stähle +200-300 °C.<br />
Durch den höheren Mn-Gehalt (liegt über der AWS ER310<br />
Grenze) wird eine bessere Heißrissbeständigkeit als bei den<br />
AWS-konformen Typen gewährleistet.<br />
www.boehler-welding.com<br />
Eigenschaften und Anwendungen Werkstoffe<br />
Ferritisch-Austenitisch:<br />
1.4821 X20CrNiSi25-4<br />
1.4823*) GX40CrNiSi27-4<br />
Ferritisch-Perlitisch:<br />
1.4713 X10CrAI7<br />
1.4724 X10CrAI13<br />
1.4742 X10CrAI18<br />
1.4762 X10CrAI25<br />
1.4710*) X30CrSi6<br />
1.4740*) GX40CrSi17<br />
*) limitierte Schweißeignung<br />
AISI:<br />
327<br />
ASTM:<br />
A297HC<br />
Austenitisch:<br />
1.4828 X15CrNiSi20-12<br />
1.4826 GX40CrNiSi22-9<br />
1.4833 X7CrNi23-14<br />
Ferritisch-Perlitisch:<br />
1.4713 X10CrAl7<br />
1.4724 X10CrAl13<br />
1.4742 X10CrAl18<br />
1.4710*) GX30CrSi6<br />
1.4740*) GX40CrSi17<br />
*) limitierte Schweißeignung<br />
AISI:<br />
305<br />
ASTM:<br />
A297HF<br />
Austenitisch:<br />
1.4841 X15CrNiSi25-20<br />
1.4845 X12CrNi25-21<br />
1.4828 X15CrNiSi20-12<br />
1.4840 GX15CrNi25-20<br />
1.4846 GX40CrNi25-21<br />
1.4826 GX40CrNiSi22-9<br />
Ferritisch-Perlitisch:<br />
1.4713 X10CrAl7<br />
1.4724 X10CrAl13<br />
1.4742 X10CrAl18<br />
1.4762 X10CrAl25<br />
1.4710*) X30CrSi6<br />
1.4740*) G-X40CrSi17<br />
*) limitierte Schweißeignung<br />
AISI:<br />
314<br />
310<br />
305<br />
ASTM:<br />
A287HJ<br />
A297HF