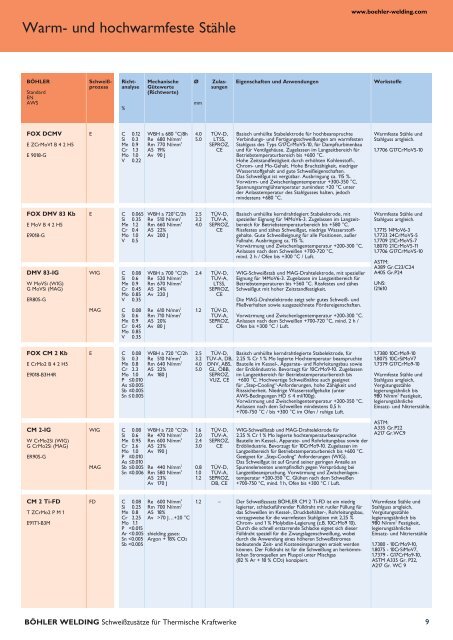
Warm- und hochwarmfeste Stähle BÖHLER Standard EN AWS 8 FOX DCMS Ti ECrMo1 R 1 2 E8013-G FOX DCMS Kb E CrMo1 B 4 2 H5 E8018-B2H4R DCMS-IG W CrMo1Si (WIG) G CrMo1Si (MAG) ER80S-G DCMS Ti-FD (T CrMo1 P M 1) E81T1-B2M Draht: EMS 2 CrMo S CrMo1 EB2 Pulver: BB 24 SA FB 1 65 DC H5 DCMS 0 V (mod.) R65-G Schweißprozess WIG MAG Typical analysis % E C 0.1 Si 0.35 Mn 0.7 Cr 1.0 Mo 0.5 E C 0.1 Si 0.35 Mn 0.7 Cr 1.05 Mo 0.5 P ≤0.010 As ≤0.005 Sb ≤0.005 Sn ≤0.005 C 0.11 Si 0.6 Mn 1.0 Cr 1.2 Mo 0.5 P ≤0.012 As ≤0.010 Sb ≤0.005 Sn ≤0.006 FD C 0.06 Si 0.22 Mn 0.75 Cr 1.2 Mo 0.47 UP C 0.08 Si 0.25 Mn 0.95 Cr 1.1 Mo 0.45 P ≤0.012 As ≤0.01 Sb ≤0.005 Sn ≤0.005 GS C 0.12 Si 0.1 Mn 0.8 Cr 1.2 Mo 0.5 Mechanische Gütewerte (Richtwerte) WBH a 680 °C/2h Re 510 N/mm 2 Rm 610 N/mm 2 A5 21% Av 100 J WBH a 680 °C/2h Re 530 N/mm 2 Rm 630 N/mm 2 A5 23% Av 160 J WBH a 680 °C/2h Re 490 N/mm 2 Rm 590 N/mm 2 A5 25% Av 250 J Re 460 N/mm 2 Rm 570 N/mm 2 A5 23% Av 150 J Re ≥470 N/mm 2 Rm ≥550 N/mm 2 A5 ≥20 % Av ≥47 J WBH a 680 °C/2h Re ≥460 N/mm2 Rm ≥550 N/mm2 A5 ≥22% Av ≥47 J WBH a 680 °C/2h Re ≥315 N/mm 2 Rm ≥490 N/mm 2 A5 ≥18% Av ≥47 J Ø mm 2.5 3.2 4.0 2.5 3.2 4.0 5.0 1.6 2.0 2.4 3.0 0.8 1.0 1.2 1.6 2.5 3.0 4.0 2.5 3.0 Zulassungen TÜV-D, TÜV-A, ÖBB, DB, DNV, GL, ABS, SEPROZ, CE TÜV-D, TÜV-A, ÖBB, DB, DNV, GL, LTSS, ABS, VUZ, SEPROZ, CE TÜV-D, TÜV-A, SEPROZ, CE TÜV-D, TÜV-A, DB, ÖBB, CE, SEPROZ 1.2 TÜV-D, CE TÜV-D, CE Draht: TÜV-D, TÜV-A, SEPROZ, CE TÜV-D, SEPROZ, CE Eigenschaften und Anwendungen Werkstoffe Rutil umhüllte kerndrahtlegiert Stabelektrode <strong>für</strong> 1 % Cr 0.5 % Mo legierte Kesselbleche und -rohre, bevorzugt <strong>für</strong> 13CrMo4-5. Zugelassen im Langzeitbereich <strong>für</strong> Betriebstemperaturbereich bis +570 °C. Sehr gute Schweißeigenschaften und gute Schlackenentfernbarkeit. Gute Eignung und leichte Handhabung in allen Positionen außer Fallnaht. Für dünnere Bleche und Rohre sowie <strong>für</strong> porenfreie Wurzellagen. Basisch umhüllte kerndrahtlegiert Stabelektrode <strong>für</strong> 1 % Cr 0.5 % Mo legierte Kesselbleche und -rohre, bevorzugt <strong>für</strong> 13CrMo4-5. Zugelassen im Langzeitbereich <strong>für</strong> Betriebstemperaturbereich bis +570 °C. Hochwertige Schweißnähte auch geeignet <strong>für</strong> „Step-Cooling“-Anforderungen, hohe Zähigkeit und Risssicherheit. Sehr niedriger Wasserstoffgehalt (unter AWS-Bedingungen HD ≤ 4 ml/100g). WIG-Schweißstab und MAG-Drahtelektrode <strong>für</strong> 1 % Cr 0.5 % Mo legierte Kesselbleche und -rohre, bevorzugt <strong>für</strong> 13CrMo4-5. Zugelassen im Langzeitbereich <strong>für</strong> Betriebstemperaturbereich bis +570 °C. Geeignet <strong>für</strong> „Step-Cooling“-Anforderungen (WIG). Das Schweißgut ist auf Grund seiner geringen Anteile an Spurenelementen unempfindlich gegen Versprödung bei Langzeitbeanspruchung. Der Schweißzusatz BÖHLER DCMS Ti-FD ist ein niedrig legierter, schlackeführender Fülldraht mit rutiler Füllung <strong>für</strong> das Schweißen im Kessel-, Druckbehälter-, Rohrleitungsbau, vorzugsweise <strong>für</strong> die warmfesten Stahlgüten mit 1 % Chromund 0,5 % Molybdän-Legierung. Durch die schnell erstarrende Schlacke eignet sich dieser Fülldraht speziell <strong>für</strong> die Zwangslagenschweißung, wobei durch die Anwendung eines höheren Schweißstromes bedeutende Zeit- und Kosteneinsparungen erzielt werden können. Der Fülldraht ist <strong>für</strong> die Schweißung an herkömmlichen Stromquellen am Pluspol unter Mischgas (82 %Ar + 18 % CO2) konzipiert. UP-Draht/Pulverkombination <strong>für</strong> 1 % Cr 0.5 % Mo legierte Kesselbleche und -rohre, bevorzugt <strong>für</strong> 13CrMo4-5. Zugelassen im Langzeitbereich <strong>für</strong> Betriebstemperaturbereich bis +570 °C. Geeignet <strong>für</strong> „Step-Cooling“- Anforderungen. Das Schweißgut ist auf Grund seiner geringen Anteile an Spurenelementen unempfindlich gegen Versprödung bei Langzeitbeanspruchung. BÖHLER BB 24 zeichnet sich durch ein Mn neutrales metallurgisches Verhalten und guten Tieftemperatureigenschaften aus, Niedrige Wasserstoffgehalte des Schweißguts (≤ 5 ml/100 g). Diese Kombination ist ausgezeichnet einsetzbar <strong>für</strong> Mehrlagenschweißungen an dicken Werkstoffen. CrMo-legierter Gasschweißdraht <strong>für</strong> warmfeste Kessel- und Rohrstähle wie 13CrMo4-5 (1.25 % Cr 0.5 % Mo). Zugelassen im Langzeitbereich <strong>für</strong> Betriebstemperaturen bis +500 °C. Zähflüssiges Schweißbad. Wanddicken über 6 mm sollten auf +100-200 °C vorgewärmt werden. Anschließende Wärmebehandlung bei +660-700 °C, min. 30 Minuten mit Abkühlung an ruhender Luft. www.boehler-welding.com 1.7335 13CrMo4-5 1.7262 15CrMo5 1.7728 16CrMoV4 ASTM: A335 Gr.P11 A335 Gr.P12 A193 Gr.B7 1.7335 13CrMo4-5 1.7262 15CrMo5 1.7728 16CrMoV4 1.7357 G17CrMo5-5 1.7354 G22CrMo5-4 Warmfeste Stähle und Stahlguss artgleich, aufhärtbare und nitrierbare Stähle mit vergleichbarer Zusammensetzung, wärmebehandelbare Stähle mit vergleichbarer Zusammensetzung mit Zugfestigkeiten bis 780 N/mm 2 , laugenrissbeständige Stähle. ASTM z. B. A335 Gr.P11 A335 Gr.P12 A193 Gr.B7 A217 Gr.WC6 1.7335 13CrMo4-5 1.7262 15CrMo5 1.7354 G22CrMo5-4 1.7357 G17CrMo5-5 16CrMoV4 ASTM A335 Gr.P11 A335 Gr.P12 A193 Gr.B7 A217 Gr.WC6
Warm- und hochwarmfeste Stähle BÖHLER Standard EN AWS FOX DCMV E ZCrMoV1 B 4 2 H5 E 9018-G FOX DMV 83 Kb E MoV B 4 2 H5 E9018-G DMV 83-IG W MoVSi (WIG) G MoVSi (MAG) ER80S-G FOX CM 2 Kb E CrMo2 B 4 2 H5 E9018-B3H4R CM 2-IG W CrMo2Si (WIG) G CrMo2Si (MAG) ER90S-G CM 2 Ti-FD T ZCrMo2 P M 1 E91T1-B3M Schweißprozess WIG MAG C 0.08 Si 0.6 Mn 0.9 Cr 0.45 Mo 0.85 V 0.35 C 0.08 Si 0.6 Mn 0.9 Cr 0.45 Mo 0.85 V 0.35 E C 0.08 Si 0.3 Mn 0.8 Cr 2.3 Mo 1.0 P ≤0.010 As ≤0.005 Sb ≤0.005 Sn ≤0.005 WIG MAG Richtanalyse % E C 0.12 Si 0.3 Mn 0.9 Cr 1.3 Mo 1.0 V 0.22 E C 0.065 Si 0.35 Mn 1.2 Cr 0.4 Mo 1.0 V 0.5 C 0.08 Si 0.6 Mn 0.95 Cr 2.6 Mo 1.0 P ≤0.010 As ≤0.010 Sb ≤0.005 Sn ≤0.006 FD C 0.08 Si 0.25 Mn 0.8 Cr 2.25 Mo 1.1 P