"Faszination Blech": Stanzen, Nibbeln, Umformen (Kapitel 5)
"Faszination Blech": Stanzen, Nibbeln, Umformen (Kapitel 5)
"Faszination Blech": Stanzen, Nibbeln, Umformen (Kapitel 5)

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Stanzen</strong> oder Laser? Oder beides?<br />
VERFAHREN IM WETTSTREIT<br />
Welches Verfahren eignet sich besser für die Flachbearbeitung?<br />
Laserschneiden oder <strong>Stanzen</strong>? Diese Frage wird oft gestellt,<br />
lässt sich aber selten eindeutig beantworten.<br />
Klar ist die Antwort nur dann, wenn sich das Blechteil,<br />
das gefertigt werden soll, nur auf der einen Maschine ferti-<br />
gen lässt. Bei Teilen, die Umformungen wie Gewinde oder<br />
Durchzüge enthalten, fällt die Wahl auf die Stanzmaschine.<br />
Bei filigranen und komplexen Konturen und Blechdicken über<br />
8 Millimeter kommt nur die Laserschneidmaschine in Frage.<br />
In allen anderen Fällen müssen mehrere Faktoren berücksichtigt<br />
und gegeneinander abgewogen werden:<br />
• Material und Materialdicke<br />
• Verfügbarkeit von Maschine und Werkzeugen<br />
• Qualität der Schnittkanten<br />
• Termin, Kosten, Losgröße<br />
• Automatisierung<br />
• Bearbeitungszeit<br />
Laserschneiden | Der Laserstrahl ist ein flexibles Werkzeug,<br />
das vor keiner noch so komplexen Kontur Halt macht.<br />
Auch hochfeste Werkstoffe, die sich nicht mehr stanzen lassen,<br />
weil sie die Werkzeuge zu stark beanspruchen, trennt der<br />
Laser problemlos. Lasergeschnittene Kanten zeichnen sich<br />
durch ihre hohe Qualität und ihre geringe Rautiefe aus.<br />
Besondere Bedeutung hat der Laser bei der Bearbeitung<br />
von Stählen: Baustahlbleche mit Dicken von über 30 Millimetern<br />
und Edelstahlbleche bis zu einer Dicke von 25 Millimetern<br />
schneidet der Laser anstandslos. Aber auch stark reflektierende<br />
Metalle wie Kupfer oder Messing und Metalle mit hoher Wärmeleitfähigkeit<br />
wie Aluminium können in mittleren Blechdicken<br />
bearbeitet werden. Buntmetalle werden meist mit Festkörperlasern<br />
geschnitten. Ein weiteres Unterscheidungskriterium ist<br />
die Automatisierbarkeit. An der Stanzmaschine können die<br />
gefertigten Teile einfacher entladen und sortiert werden als<br />
an der Laserschneidmaschine. Denn beim Laserschneiden<br />
beträgt der Schnittspalt zwischen Teil und Restgitter nur<br />
einige Zehntelmillimeter. In höheren Blechdicken können sich<br />
daher Teile verhaken.<br />
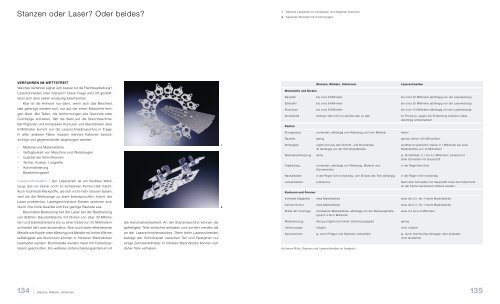
1<br />
2<br />
1 Typische Laserteile mit komplexen und filigranen Konturen<br />
2 Typisches Stanzteil mit Umformungen<br />
Werkstoffe und Dicken<br />
<strong>Stanzen</strong>, <strong>Nibbeln</strong>, <strong>Umformen</strong> Laserschneiden<br />
Baustahl bis circa 8 Millimeter bis circa 30 Millimeter (abhängig von der Laserleistung)<br />
Edelstahl bis circa 8 Millimeter bis circa 25 Millimeter (abhängig von der Laserleistung)<br />
Aluminium bis circa 8 Millimeter bis circa 15 Millimeter (abhängig von der Laserleistung)<br />
Kunststoffe bedingt, falls nicht zu spröde oder zu labil im Prinzip ja, wegen der Entstehung toxischer Gase<br />
allerdings problematisch<br />
Kanten<br />
Einzugradius vorhanden, abhängig vom Werkzeug und vom Material keiner<br />
Rautiefe gering gering; kleiner 100 Mikrometer<br />
Winkligkeit ergibt sich aus dem Schnitt- und Bruchanteil,<br />
ist abhängig von der Schnittspaltbreite<br />
annähernd senkrecht; kleiner 0,1 Millimeter bei einer<br />
Materialdicke von 10 Millimetern<br />
Wärmebeeinflussung keine ja, Einhärttiefe: 0,1 bis 0,2 Millimeter; Oxidschicht<br />
beim Schneiden mit Sauerstoff<br />
Gratbildung vorhanden, abhängig von Werkzeug, Material und<br />
Schmiermittel<br />
in der Regel kein Grat<br />
Nacharbeiten in der Regel nicht notwendig, vom Einsatz des Teils abhängig in der Regel nicht notwendig<br />
Lackierbarkeit problemlos Nach dem Schneiden mit Sauerstoff muss die Oxidschicht<br />
an der Kante mechanisch entfernt werden.<br />
Konturen und Formen<br />
minimale Stegbreite etwa Materialdicke etwa die 0,5- bis 1-fache Materialdicke<br />
kleinste Kontur etwa Materialdicke etwa die 0,4- bis 1-fache Materialdicke<br />
Breite der Trennfuge mindestens Materialdicke, abhängig von der Werkzeugbreite,<br />
typisch 3 bis 5 Millimeter<br />
Materialverzug Verzug möglich bei hohem Zerstanzungsgrad gering<br />
etwa 0,2 bis 0,3 Millimeter<br />
Umformungen möglich nicht möglich<br />
Kennzeichnen ja, durch Prägen und Signieren; lackierfest ja, durch thermisches Abtragen oder Anlassen;<br />
nicht lackierfest<br />
Auf einen Blick: <strong>Stanzen</strong> und Laserschneiden im Vergleich<br />
134 | <strong>Stanzen</strong>, <strong>Nibbeln</strong>, <strong>Umformen</strong> 135