FH - Penn Engineering & Manufacturing Corp.
FH - Penn Engineering & Manufacturing Corp.
FH - Penn Engineering & Manufacturing Corp.

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
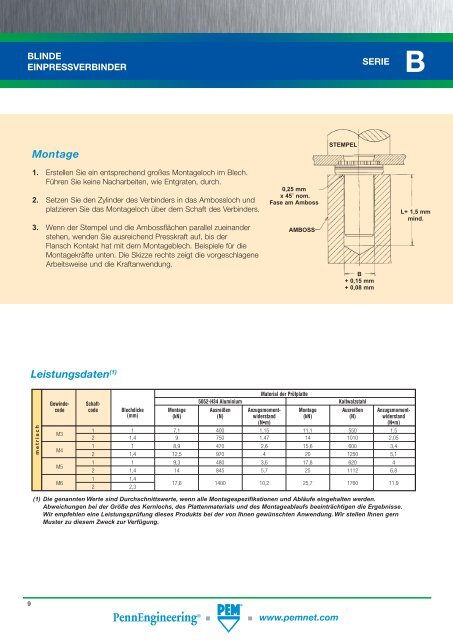
BLINDEEINPRESSVERBINDERSERIEBMontageSTEMPEL1. Erstellen Sie ein entsprechend großes Montageloch im Blech.Führen Sie keine Nacharbeiten, wie Entgraten, durch.2. Setzen Sie den Zylinder des Verbinders in das Ambossloch undplatzieren Sie das Montageloch über dem Schaft des Verbinders.3. Wenn der Stempel und die Ambossflächen parallel zueinanderstehen, wenden Sie ausreichend Presskraft auf, bis derFlansch Kontakt hat mit dem Montageblech. Beispiele für dieMontagekräfte unten. Die Skizze rechts zeigt die vorgeschlageneArbeitsweise und die Kraftanwendung.0,25 mmx 45˚ nom.Fase am AmbossAMBOSSB+ 0,15 mm+ 0,08 mmL+ 1,5 mmmind.Leistungsdaten (1)metrischMaterial der PrüfplatteGewinde- Schaft- 5052-H34 Aluminium Kaltwalzstahlcode code Blechdicke Montage Ausreißen Anzugsmoment- Montage Ausreißen Anzugsmoment-(mm) (kN) (N) widerstand (kN) (N) widerstand(N•m)(N•m)1 1 7,1 400 1,15 11,1 550 1,5M32 1,4 9 750 1,47 14 1010 2,051 1 8,9 470 2,6 15,6 600 3,4M42 1,4 12,5 970 4 20 1250 5,11 1 9,3 480 3,6 17,8 620 4M52 1,4 14 845 5,7 25 1112 6,81 1,4M617,8 1400 10,2 25,7 1760 11,92 2,3(1) Die genannten Werte sind Durchschnittswerte, wenn alle Montagespezifikationen und Abläufe eingehalten werden.Abweichungen bei der Größe des Kernlochs, des Plattenmaterials und des Montageablaufs beeinträchtigen die Ergebnisse.Wir empfehlen eine Leistungsprüfung dieses Produkts bei der von Ihnen gewünschten Anwendung. Wir stellen Ihnen gernMuster zu diesem Zweck zur Verfügung.9www.pemnet.com