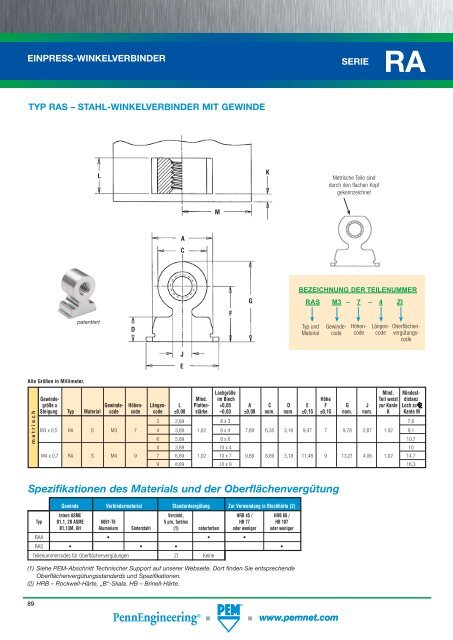
EINPRESS-WINKELVERBINDERSERIERATYP RAS – STAHL-WINKELVERBINDER MIT GEWINDELKMetrische Teile sinddurch den flachen KopfgekennzeichnetMACBEZEICHNUNG DER TEILENUMMERGRAS M3 – 7 – 4 ZIpatentiertDFTyp undMaterialLängencodeGewindecodeHöhencodeOberflächenvergütungscodeJEAlle Größen in Millimeter.metrischLochgröße Mlnd. Mindest-Gewinde- Mlnd. im Blech Höhe Teil weist distanzgröße x Gewinde- Höhen- Längen- L Platten- +0,05 A C D E F G J zur Kante Loch zuSteigung Typ Material code code code ±0,08 stärke –0,03 ±0,08 nom. nom. ±0,15 ±0,15 nom. nom. K Kante M3 2,89 8 x 3 7,6M3 x 0,5 RA S M3 7 4 3,89 1,02 8 x 4 7,89 6,35 3,18 9,47 7 9,78 2,87 1,02 9,16 5,89 8 x 6 10,74 3,89 10 x 4 10M4 x 0,7 RA S M4 9 7 6,89 1,02 10 x 7 9,89 8,89 3,18 11,48 9 13,21 4,06 1,02 14,79 8,89 10 x 9 16,3Spezifikationen des Materials und der OberflächenvergütungGewinde Verbindermaterial Standardvergütung Zur Verwendung in Blechhärte (2)Intern ASME Verzinkt, HRB 45 / HRB 60 /Typ B1,1, 2B ASME 6061-T6 5 µm, farblos HB 77 HB 107B1,13M, 6H Aluminium Sinterstahl (1) naturfarben oder weniger oder wenigerRAA • • •RAS • • • •Teilenummercodes für Oberflächenvergütungen ZI Keine(1) Siehe PEM-Abschnitt Technischer Support auf unserer Webseite. Dort finden Sie entsprechendeOberflächenvergütungsstandards und Spezifikationen.(2) HRB – Rockwell-Härte, „B“-Skala. HB – Brinell-Härte.89www.pemnet.com
EINPRESS-WINKELVERBINDERSERIERALeistungsdaten (3)TYP RAAmetrisch metrischSchrau- Anzugsmoment Max. erf. Ausreißkraft Seitenlast Durch-Höhen- LängenfürGeschwinde- Anzugsmoment(lbs.) (N) ziehkraftMaterial der Montagebengrö-code codePrüfplatte (kN)ßencodeschneidschr. (N•m) (N•m)(4) (5) (N)M3 7M4 9TYP RAS4 0,17 0,56 5052-H34 7,1 556 27 3566 0,23 1,02 Aluminium 7,1 756 44 3567 0,56 2,26 5052-H34 13,3 890 76 4239 0,56 2,83 Aluminium 13,3 1045 107 423AUSREISS-KRAFT (4)MONTAGEKRAFTDURCHZIEHKRAFT25,4 mmSEITENLASTSEITENANSICHTMaterial der PrüfplatteGewinde- Höhen- Längen- 5052-H34 Aluminium Kaltwalzstahlcode code code Max.erf. Montage Ausreißkraft Seitenlast Durchzieh- Max.erf. Montage Ausreißkraft Seitenlast Durchzieh-Anzugsmoment (N•m) (kN) (N) (4) (N) (5) kraft (N) Anzugsmoment (N•m) (kN) (N) (4) (N) (5) kraft (N)3 1,47 8 423 36 356 2,26 10,7 778 40 356M3 7 4 1,92 8 534 36 356 2,71 10,7 1001 40 3566 2,15 9,3 756 58 356 2,71 13,3 1312 67 3564 2,15 8,9 556 53 423 3,28 11,6 956 44 423M4 9 7 2,6 13,3 890 76 423 4,07 16 1512 80 4239 2,83 13,3 1112 93 423 4,52 18,7 1846 116 423(3) Die genannten Werte sind Durchschnittswerte, wenn alle Montagespezifikationen und Abläufe eingehalten werden. Abweichungen bei denGrößen der Kernlöcher, des Plattenmaterials und des Montageablaufs beeinträchtigen die Ergebnisse. Wir empfehlen eine Leistungsprüfungdieses Produkts bei der von Ihnen gewünschten Anwendung. Wir stellen Ihnen gern Muster zu diesem Zweck zur Verfügung.(4) (Der Ausreißtest wird ohne die am R’ANGLE Verbinder ® befestigte Seitenwand durchgeführt.(5) 25,4 mm von der Schraubenmittellinie.Montage1. Bereiten Sie ein entsprechend großes rechteckiges Montageloch inder Platte vor. Führen Sie keine Nacharbeiten, wie Entgraten, durch.2. Schieben Sie den Verbinder durch das Montageloch (Stempelseite)in den Amboss, wie auf der Abbildung rechts gezeigt.3. Wenn der Stempel und die Ambossflächen parallel zueinander stehen,wenden Sie ausreichend Presskraft auf, bis der Boden des Verbindersbündig mit der Platte abschließt.L +0,13 mmmind.BAAMBOSSAMBOSS-ABMESSUNGENmetrischSchrauben-Ambossabmessungen (mm)oder Gewinde- A B C D Ambossgrößencode±0,03 ±0,03 ±0,1 min. Teilenr.M3 6,53 8,02 2,54 10,8 8002713M4 9,07 10,03 2,54 12,7 8002714DCSTEMPEL*AMBOSSPLATTE* HINWEIS: Der Stempel muss lang genug sein,um die ganze Basis des Verbinders zu bedecken, sodassdie Montage richtig durchgeführt werden kann.Das Montagewerkzeug ist von <strong>Penn</strong><strong>Engineering</strong> erhältlich.www.pemnet.com90