VERBINDER ZUR VERWENDUNGIN EDELSTAHLBLECHENSERIESSMontage – Typ SP (1) – durch Prägung gekennzeichnet1. Bereiten Sie ein entsprechend großes Montageloch in der Platte vor. Führen Sie keine Nacharbeiten, wie Entgraten, durch.2. Setzen Sie den Verbinder in die empfohlene Ambossloch-Gegenbohrung und platzieren Sie das Montageloch auf den Schaft des Verbinders, wieauf der Abbildung gezeigt.3. Wenn der Stempel und die Ambossflächen parallel zueinander stehen, wenden Sie ausreichend Presskraft auf, bis der Kopf der Mutter Kontakt hatmit der Platte.metrischAmbossabmessungen (mm)Gewinde- A P R R 1 Ambosscode±0,05 –0,03 Max. +0,13 TeilenummerM3 6,48 1,63 0,25 0,13 8012821M3,5 7,26 1,63 0,25 0,13 8012822M4 8,05 2,08 0,25 0,13 8012823M5 8,84 2,08 0,25 0,13 8012824M6 11,25 4,14 0,25 0,13 8012825M8 12,83 5,41 0,25 0,13 8015360EMPFOHLENEGEGENBOHRUNGZUM ABMOSSLOCHR 1RSTEMPELGekennzeichnetdurch Prägung(1) Um die veröffentlichten Leistungsdaten zu erreichen, empfehlenwir Ihnen, den abgebildeten Montagestempel und denAmboss zu verwenden. Abweichungen vom empfohlenenMontagewerkzeug können zu einer Verformung der Platteund zu geringerer Leistung führen.HINWEIS: Abweichungen von der Lochvorbereitung, demMontagewerkzeug, der Montagekraft und dem Typ desPlattenmaterials, der Plattenstärke und -härte beeinträchtigensowohl die Leistung als auch die Haltbarkeit des Werkzeugs.APAMBOSSMontage – Typ SP (2) – gekennzeichnet mit einem RingErforderlich ist ein Spezialstempel mit einem Führungsstift, um die Mutter auszurichten, ein Spezialambossmit einem Führungsstift, um die Platte auszurichten und ein erhöhter Ring, um ordnungsgemäß zumontieren. Der erhöhte Ring dient als zweiter Verdrängungskörper des Edelstahlplattenmaterials und sorgtfür eine richtige Montage.Führungsstift des StempelsSTEMPELBereiten Sie ein entsprechend großes Montageloch in der Platte vor.Führen Sie keine Nacharbeiten, wie Entgraten, durch.Legen Sie die Platte auf den Amboss mit dem erhöhten Ring.Setzen Sie den Verbinder auf den Führungsstift des Ambosses.Wenn der Stempel und die Ambossflächen parallel zueinander stehen,wenden Sie ausreichend Presskraft auf, bis der Kopf der Mutter Kontakthat mit der Platte.Gekennzeichnet miteinem RingAMBOSSErhöhterRingFührungsstiftdes AmbossesmetrischStempelabmessungen (mm) Amboss-Gewinde- A P R R 1 Teilenumcode±0,05 ±0,03 max. +0,13 mernM3 6,48 1,42 0,25 0,13 8002695M3,5 7,26 1,42 0,25 0,13 8002696M4 8,05 1,93 0,25 0,13 8002697M5 8,84 1,93 0,25 0,13 8002698M6 — — — — (4)EMPFOHLENEGEGENBOHRUNGZUM AMBOSSPAmetrischStempelabmessungen (mm) Amboss-Gewinde- A 1B P 1(3) R 2 Teilenumcode±0,05 nom. +0,03 max. mernM3 5,05 6,63 0,23 0,08 8002687M3,5 5,54 7,11 0,23 0,08 8002688M4 6,17 7,75 0,23 0,08 8002689M5 7,34 7,75 0,23 0,08 8002690M6 — — — — (4)EMPFOHLENEGEGENBOHRUNGZUM AMBOSSLOCH120˚BA 1RR 1P 1 R 2 Sharp.Keine Grate(2) Um die veröffentlichten Leistungsdaten zu erreichen, empfehlen wir Ihnen, den abgebildeten Montagestempel und den Amboss zu verwenden. Abweichungen vomempfohlenen Montagewerkzeug können zu einer Verformung der Platte und zu geringerer Leistung führen.(3) Wir empfehlen den Montageamboss auszutauschen, wenn die Höhe des Maßes „P1“ durch Verschleiß nur noch 0,13 mm beträgt. Leistungseinbußen könnenauftreten, da die Höhe der Protuberanz verschleißt.(4) Ein Spezialmontagewerkzeug für Gewindegröße M6 ist nicht erforderlich.HINWEIS: Abweichungen von der Lochvorbereitung, dem Montagewerkzeug, der Montagekraft und dem Typ des Plattenmaterials, der Plattenstärke und -härtebeeinträchtigen sowohl die Leistung als auch die Haltbarkeit des Werkzeugs.117www.pemnet.com
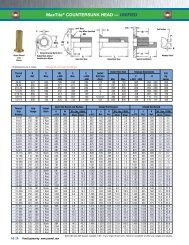
VERBINDER ZUR VERWENDUNGIN EDELSTAHLBLECHENSERIESSMontage – SO4 und BSO41. Bereiten Sie ein entsprechend großes Montageloch in der Platte vor. Führen Sie keineNacharbeiten, wie Entgraten, durch.2. Verbinder durch das Montageloch der Platte schieben und in den Amboss einsetzen,wie auf der Abbildung dargestellt.3. Wenn der Stempel und die Ambossflächen parallel zueinander stehen, wenden Sieausreichend Presskraft auf, um den Buchsenkopf bündig in die Platte einzudrücken.„L“ MindSTEMPELAMBOSSC+0,1 mm+0,18 mmMontage – Typ <strong>FH</strong>4 und <strong>FH</strong>PFür Bolzen des Typs <strong>FH</strong>4 und <strong>FH</strong>P ist ein Spezialamboss mit einem erhöhten Ring erforderlich, um eine ordnungsgemäße Montage zugarantieren. Der erhöhte Ring dient als zweiter Verdrängungskörper des Edelstahlplattenmaterials und sorgt dafür, dass die Ringnutgefüllt wird. Wir empfehlen nicht die Verwendung von <strong>FH</strong>4 Bolzen für Plattenstärken von mehr als 2,41 mm.Der Spezialamboss ist vom PEM-Lager erhältlich oder kann aus einem geeigneten Werkzeugstahl hergestellt werden. Eine Mindesthärte von HRC55 / HB 547 ist erforderlich, um eine lange Lebensdauer des Ambosses zu gewährleisten. Wir empfehlen, das Maß „P“ bei jeder 5000. Montage zumessen, um sicherzustellen, dass der Amboss noch die geforderten Abmessungen hat.1. Bereiten Sie ein entsprechend großes Montageloch in der Platte vor. Führen Sie keineNacharbeiten, wie Entgraten, durch.2. Setzen Sie den Verbinder in das empfohlene Ambossloch und platzieren Sie das Montagelochauf den Schaft des Verbinders.3. Wenn der Stempel und die Ambossflächen parallel zueinander stehen, wenden Sie ausreichendPresskraft auf, bis der Kopf des Verbinders bündig mit dem Montageblech abschließt.Ein Spezialamboss mit einem erhöhten Ring ist für eine ordnungsgemäße Montage erforderlich.Der erhöhte Ring dient als zweiter Verdrängungskörper des Edelstahlplattenmaterials und sorgtdafür, dass die Ringnut des Bolzens gefüllt wird.STEMPELAMBOSSAMBOSS-ABMESSUNGENmetrischAmbossabmessungen (mm)Gewinde-AmbosscodeA B C P R 1R 2 Teilenum-+0,08 ±0,05 ±0,05 ±,025 max. max. merM3 3,05 3,81 4,57 0,25 0,08 0,13 8001678M4 4,04 4,95 5,82 0,25 0,08 0,13 8001677M5 5,08 6,15 7,16 0,25 0,08 0,13 8001676M6 6,05 7,87 8,79 0,51 0,08 0,13 800253695°nom.R 2R 195°nom. R 2R 1EMPFOHLENERMONTAGEAMBOSSCBA45° nom.P„L“+ 3,18 mmwww.pemnet.com118