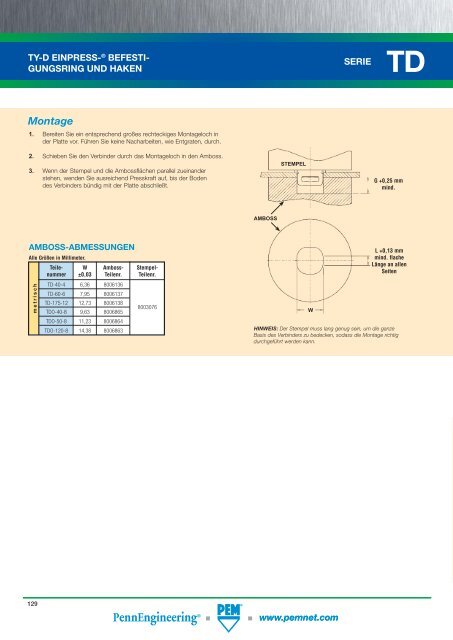
TY-D EINPRESS- ® BEFESTI-GUNGSRING UND HAKENSERIETDMontage1. Bereiten Sie ein entsprechend großes rechteckiges Montageloch inder Platte vor. Führen Sie keine Nacharbeiten, wie Entgraten, durch.2. Schieben Sie den Verbinder durch das Montageloch in den Amboss.3. Wenn der Stempel und die Ambossflächen parallel zueinanderstehen, wenden Sie ausreichend Presskraft auf, bis der Bodendes Verbinders bündig mit der Platte abschließt.STEMPELG +0,25 mmmind.AMBOSSAMBOSS-ABMESSUNGENAlle Größen in Millimeter.Teile- W Amboss- Stempelnummer±0,03 Teilenr. Teilenr.TD-40-4 6,36 8006136TD-60-6 7,95 8006137TD-175-12 12,73 8006138TDO-40-8 9,63 80068658003076TDO-50-8 11,23 8006864TDO-120-8 14,38 8006863metrischWL +0,13 mmmind. flacheLänge an allenSeitenHINWEIS: Der Stempel muss lang genug sein, um die ganzeBasis des Verbinders zu bedecken, sodass die Montage richtigdurchgeführt werden kann.129www.pemnet.com
SELBSTPOSITIONIERENDE PRO-JEKTIONSSCHWEISSMUTTERNSERIEWNACEVERBINDER MATERIAL:Typ WN – KohlenstoffstahlTyp WNS – Edelstahl Serie 300OBERFLÄCHENVERGÜTUNG:Typ WN – CU - Kupfer FlashTyp WNS – passiviert und/oder getestet gem.ASTM A380GEWINDE:Innen, ASME B1,1, 2B /ASME B1,13M, 6HTBezeichnung der TeilenummerWN S – 632 – 0WN – 632 – 0 CUTypMaterialcode desBefestigungselementsS = Edelstahl Serie 300Keine = KohlenstoffstahlGewindecodeKeine bei EdelstahlmutternCU bei Stahlmuttern(Standard)Alle Größen in Millimeter.metrischSchaftcodeGewinde-Typ AGewinde- SchaftMindestimBlechLochgröße Mindestabst.größe xC E TLoch zu C/LStahl Edelstahl code code (Schaft)Steigungblechstärke+0,1max. –0,25 ±0,1max.KanteM3 x 0,5 WN WNS M3 0 0,77 0,77 4,39 4,36 7,82 1,49 3,91M4 x 0,7 WN WNS M4 0 0,77 0,77 5,53 5,5 9,42 2,58 4,71M5 x 0,8 WN WNS M5 0 0,77 0,77 6,35 6,32 11,17 3,78 5,59M6 x 1 WN WNS M6 0 1,22 1,22 8,02 7,99 13,25 4,56 6,63Montage1. Mit einer PEM-Schweißmutter, die in eine richtige Lochgröße (siehe oben) eingesetzt wird, drücken die Elektroden den Vorsprung des Verbinders ausreichend festgegen das Blech, ohne das auch nur kleinste Teile der Vorsprünge in das Blech gedrückt werden. Stellen Sie sicher, das die Elektroden zentriert sind und das dieVorderseite der Elektrode flach ist, sodass sich die aufgewendete Kraft gleichmäßig auf alle drei Vorsprünge verteilt.2. Setzen Sie den Strom- oder Wärmeregler auf die niedrige Seite und justieren Sie die Schweißzeit, bis eine gute Schweißung hergestellt ist. Bei Baustahl mit einemmittleren elektrischen Widerstand, gibt es einen großen Einstellbereich. Für Austenit-Edelstahl mit einem hohen elektrischen Widerstand ist der Einstellbereich beigeringer Wärme nur niedrig.3. Stellen Sie die Kompressionszeit so ein, das ausreichend Zeit für die Elektroden zum Schließen und zur Bereitstellung der entsprechenden Kräfte bleibt(vorgeschlagene Ersteinstellung 35 Zyklen). Die Schweißzeit sollte durch Starten mit den in den Tabellen auf Seite WN-4 vorgeschlagenen Einstellungen beginnen.Wie oben für die Stromeinstellungen gezeigt, ist ein großer Zeitbereich bei Baustahl möglich; für Edelstahl gibt es jedoch nur einen begrenzten Bereich. Wenn dieSchweißzeit zu früh beginnt und keine zufriedenstellende Schweißung erzielt wird, sollte die Kompressionszeit verlängert werden. Auch sollten die Elektroden näherzusammengerückt werden, sodass weniger Zeit für den Verfahrweg erforderlich ist, um an das Werkstück heranzukommen. Eine längere Kompressionszeit hat keinenEinfluss auf die Qualität der Schweißung. Sie beeinflusst jedoch die Produktivität und reduziert die Anzahl der Schweißmuttern, die pro Stunde montiert werden. DieHaltezeit muss lang genug eingestellt werden, um die Kühlung und Erstarrung der Schweißung zu ermöglichen, bevor die Elektroden entfernt werden. Beginnen Siemit 15 Zyklen und verlängern Sie, falls erforderlich.www.pemnet.com130