Technisches Handbuch (G) Werkzeughalter und -Systeme
Technisches Handbuch (G) Werkzeughalter und -Systeme
Technisches Handbuch (G) Werkzeughalter und -Systeme

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
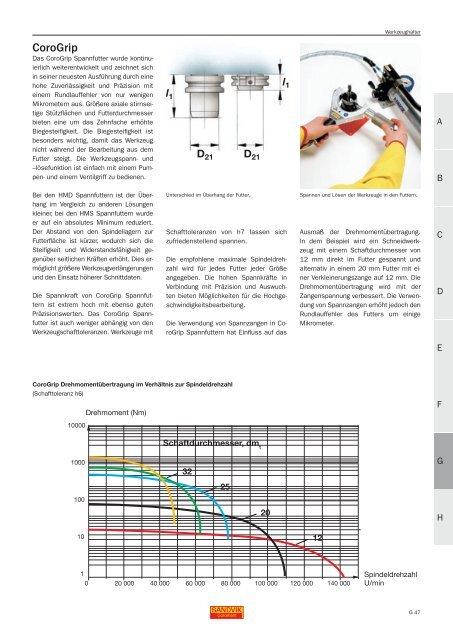
<strong>Werkzeughalter</strong>CoroGripDas CoroGrip Spannfutter wurde kontinuierlichweiterentwickelt <strong>und</strong> zeichnet sichin seiner neuesten Ausführung durch einehohe Zuverlässigkeit <strong>und</strong> Präzision miteinem R<strong>und</strong>lauffehler von nur wenigenMikrometern aus. Größere axiale stirnseitigeStützflächen <strong>und</strong> Futterdurchmesserbieten eine um das Zehnfache erhöhteBiegesteifigkeit. Die Biegesteifigkeit istbesonders wichtig, damit das Werkzeugnicht während der Bearbeitung aus demFutter steigt. Die Werkzeugspann- <strong>und</strong>–lösefunktion ist einfach mit einem Pumpen-<strong>und</strong> einem Ventilgriff zu bedienen.l 1D 21 D 21l 1ABBei den HMD Spannfuttern ist der Überhangim Vergleich zu anderen Lösungenkleiner, bei den HMS Spannfuttern wurdeer auf ein absolutes Minimum reduziert.Der Abstand von den Spindellagern zurFutterfläche ist kürzer, wodurch sich dieSteifigkeit <strong>und</strong> Widerstandsfähigkeit gegenüberseitlichen Kräften erhöht. Dies ermöglichtgrößere Werkzeugverlängerungen<strong>und</strong> den Einsatz höherer Schnittdaten.Die Spannkraft von CoroGrip Spannfutternist extrem hoch mit ebenso gutenPräzisionswerten. Das CoroGrip Spannfutterist auch weniger abhängig von denWerkzeugschafttoleranzen. Werkzeuge mitUnterschied im Überhang der Futter.Schafttoleranzen von h7 lassen sichzufriedenstellend spannen.Die empfohlene maximale Spindeldrehzahlwird für jedes Futter jeder Größeangegeben. Die hohen Spannkräfte inVerbindung mit Präzision <strong>und</strong> Auswuchtenbieten Möglichkeiten für die Hochgeschwindigkeitsbearbeitung.Die Verwendung von Spannzangen in CoroGripSpannfuttern hat Einfluss auf dasSpannen <strong>und</strong> Lösen der Werkzeuge in den Futtern.Ausmaß der Drehmomentübertragung.In dem Beispiel wird ein Schneidwerkzeugmit einem Schaftdurchmesser von12 mm direkt im Futter gespannt <strong>und</strong>alternativ in einem 20 mm Futter mit einerVerkleinerungszange auf 12 mm. DieDrehmomentübertragung wird mit derZangenspannung verbessert. Die Verwendungvon Spannzangen erhöht jedoch denR<strong>und</strong>lauffehler des Futters um einigeMikrometer.CDECoroGrip Drehmomentübertragung im Verhältnis zur Spindeldrehzahl(Schafttoleranz h6)Drehmoment (Nm)F100001000100Schaftdurchmesser, dm t322520GH101210 20 000 40 000 60 000 80 000 100 000 120 000 140 000SpindeldrehzahlU/minG 47