Technisches Handbuch (G) Werkzeughalter und -Systeme
Technisches Handbuch (G) Werkzeughalter und -Systeme
Technisches Handbuch (G) Werkzeughalter und -Systeme

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
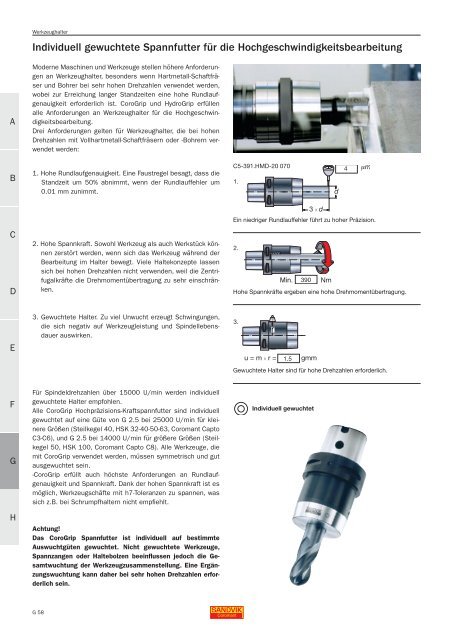
<strong>Werkzeughalter</strong>Individuell gewuchtete Spannfutter für die HochgeschwindigkeitsbearbeitungAModerne Maschinen <strong>und</strong> Werkzeuge stellen höhere Anforderungenan <strong>Werkzeughalter</strong>, besonders wenn Hartmetall-Schaftfräser<strong>und</strong> Bohrer bei sehr hohen Drehzahlen verwendet werden,wobei zur Erreichung langer Standzeiten eine hohe R<strong>und</strong>laufgenauigkeiterforderlich ist. CoroGrip <strong>und</strong> HydroGrip erfüllenalle Anforderungen an <strong>Werkzeughalter</strong> für die Hochgeschwindigkeitsbearbeitung.Drei Anforderungen gelten für <strong>Werkzeughalter</strong>, die bei hohenDrehzahlen mit Vollhartmetall-Schaftfräsern oder -Bohrern verwendetwerden:B1. Hohe R<strong>und</strong>laufgenauigkeit. Eine Faustregel besagt, dass dieStandzeit um 50% abnimmt, wenn der R<strong>und</strong>lauffehler um0.01 mm zunimmt.C5-391.HMD-20 070 41.CD2. Hohe Spannkraft. Sowohl Werkzeug als auch Werkstück könnenzerstört werden, wenn sich das Werkzeug während derBearbeitung im Halter bewegt. Viele Haltekonzepte lassensich bei hohen Drehzahlen nicht verwenden, weil die Zentrifugalkräftedie Drehmomentübertragung zu sehr einschränken.Ein niedriger R<strong>und</strong>lauffehler führt zu hoher Präzision.2.390Hohe Spannkräfte ergeben eine hohe Drehmomentübertragung.E3. Gewuchtete Halter. Zu viel Unwucht erzeugt Schwingungen,die sich negativ auf Werkzeugleistung <strong>und</strong> Spindellebensdauerauswirken.3.1.5Gewuchtete Halter sind für hohe Drehzahlen erforderlich.FGHFür Spindeldrehzahlen über 15000 U/min werden individuellgewuchtete Halter empfohlen.Alle CoroGrip Hochpräzisions-Kraftspannfutter sind individuellgewuchtet auf eine Güte von G 2.5 bei 25000 U/min für kleinereGrößen (Steilkegel 40, HSK 32-40-50-63, Coromant CaptoC3-C6), <strong>und</strong> G 2.5 bei 14000 U/min für größere Größen (Steilkegel50, HSK 100, Coromant Capto C8). Alle Werkzeuge, diemit CoroGrip verwendet werden, müssen symmetrisch <strong>und</strong> gutausgewuchtet sein.-CoroGrip erfüllt auch höchste Anforderungen an R<strong>und</strong>laufgenauigkeit<strong>und</strong> Spannkraft. Dank der hohen Spannkraft ist esmöglich, Werkzeugschäfte mit h7-Toleranzen zu spannen, wassich z.B. bei Schrumpfhaltern nicht empfiehlt.Achtung!Das CoroGrip Spannfutter ist individuell auf bestimmteAuswuchtgüten gewuchtet. Nicht gewuchtete Werkzeuge,Spannzangen oder Haltebolzen beeinflussen jedoch die Gesamtwuchtungder Werkzeugzusammenstellung. Eine Ergänzungswuchtungkann daher bei sehr hohen Drehzahlen erforderlichsein.Individuell gewuchtetG 58