

DuPont™ Technische Kunststoffe Allgemeine ...
DuPont™ Technische Kunststoffe Allgemeine ...
DuPont™ Technische Kunststoffe Allgemeine ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Einfluß des Kriechens<br />
Werden durch Gewinde miteinander verbundene Teile aus<br />
Metall und Kunststoff konstruiert, empfiehlt es sich, das<br />
Metallteil außen und das Kunststoffteil innen anzuordnen, das<br />
heißt, das Außengewinde sollte sich am Kunststoffteil befinden.<br />
Bei einer aus Metall und Kunststoff zusammengefügten<br />
Konstruktion müssen jedoch die sehr unterschiedlichen linearen<br />
Wärmeausdehnungs-koeffizienten von Metall und Kunststoff<br />
sorgfältig beachtet werden. Temperaturspannungen, die<br />
sich aus diesem Unterschied ergeben, führen nach einer längeren<br />
Zeitspanne zum Kriechen oder zur Spannungsrelaxation<br />
des Kunststoffteils, besonders wenn die Konstruktion schwankenden<br />
oder hohen Einsatztemperaturen ausgesetzt ist. Muß<br />
das Kunststoffteil außen liegen, wird oft eine Verstärkungsmuffe<br />
aus Metall erforderlich sein, vgl. Abb. 3.22.<br />
Hinterschneidungen<br />
Hinterschneidungen werden unter Verwendung mehrteiliger<br />
Werkzeuge oder zusammenfaltbarer Kerne gebildet.<br />
16<br />
Fall 1: Spritzgußteil mit Innengewinde; Werkzeug geöffnet,<br />
Teil auf dem Lochstift<br />
Negativwerkzeug<br />
Spritzteil gleitender Auswurfring<br />
Lochstift<br />
Auswerfrichtung<br />
Abb. 3.19 Auswerfen gerundeter Hinterschneidungen in Form<br />
eines Innengewindes<br />
gut<br />
1 mm<br />
Abb. 3.20 Korrekte Gewindeenden<br />
1 mm<br />
schlecht<br />
1 mm<br />
1 mm<br />
Abb. 3.21 Empfohlener Endabstand von Gewinden<br />
1 mm<br />
Metallverstärkung<br />
Nein Ja<br />
Abb. 3.22 Metall-Kunststfoff Verbindungen<br />
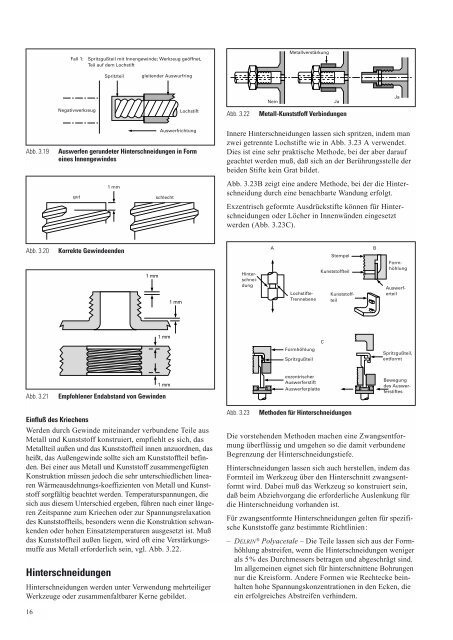
Innere Hinterschneidungen lassen sich spritzen, indem man<br />
zwei getrennte Lochstifte wie in Abb. 3.23 A verwendet.<br />
Dies ist eine sehr praktische Methode, bei der aber darauf<br />
geachtet werden muß, daß sich an der Berührungsstelle der<br />
beiden Stifte kein Grat bildet.<br />
Abb. 3.23B zeigt eine andere Methode, bei der die Hinterschneidung<br />
durch eine benachbarte Wandung erfolgt.<br />
Exzentrisch geformte Ausdrückstifte können für Hinterschneidungen<br />
oder Löcher in Innenwänden eingesetzt<br />
werden (Abb. 3.23C).<br />
Hinterschneidung<br />
A B<br />
Lochstifte-<br />
Trennebene<br />
Formhöhlung<br />
Spritzgußteil<br />
exzentrischer<br />
Auswerferstift<br />
Auswerferplatte<br />
Stempel<br />
Kunststoffteil<br />
Kunststoffteil<br />
Abb. 3.23 Methoden für Hinterschneidungen<br />
Die vorstehenden Methoden machen eine Zwangsentformung<br />
überflüssig und umgehen so die damit verbundene<br />
Begrenzung der Hinterschneidungstiefe.<br />
Hinterschneidungen lassen sich auch herstellen, indem das<br />
Formteil im Werkzeug über den Hinterschnitt zwangsentformt<br />
wird. Dabei muß das Werkzeug so konstruiert sein,<br />
daß beim Abziehvorgang die erforderliche Auslenkung für<br />
die Hinterschneidung vorhanden ist.<br />
Für zwangsentformte Hinterschneidungen gelten für spezifische<br />
<strong>Kunststoffe</strong> ganz bestimmte Richtlinien:<br />
C<br />
– DELRIN ® Polyacetale – Die Teile lassen sich aus der Formhöhlung<br />
abstreifen, wenn die Hinterschneidungen weniger<br />
als 5% des Durchmessers betragen und abgeschrägt sind.<br />
Im allgemeinen eignet sich für hinterschnittene Bohrungen<br />
nur die Kreisform. Andere Formen wie Rechtecke beinhalten<br />
hohe Spannungskonzentrationen in den Ecken, die<br />
ein erfolgreiches Abstreifen verhindern.<br />
Ja<br />
Formhöhlung<br />
Auswerferteil<br />
Spritzgußteil,<br />
entformt<br />
Bewegung<br />
des Auswerferstiftes














