

DuPont™ Technische Kunststoffe Allgemeine ...
DuPont™ Technische Kunststoffe Allgemeine ...
DuPont™ Technische Kunststoffe Allgemeine ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Dies würde normalerweise als unkritisch gelten können,<br />
wenn nicht (aus Daten über Kunststoffrohre gewonnene)<br />
Langzeit-Meßdaten für das Kriechverhalten darauf hindeuteten,<br />
daß eine konstante Spannung von 18 MPa über einen<br />
Zeitraum von 100000 Stunden zum Versagen des Acetalhomopolymerteils<br />
führt. Wird das Teil höheren Temperaturen,<br />
höherer Beanspruchung, spannungserhöhenden Faktoren oder<br />
einer belastenden Umgebung ausgesetzt, könnte es leicht zu<br />
Bruch gehen.<br />
Wegen der Möglichkeit eines solchen Langzeitversagens<br />
sollte der Konstruktor schlagzähe Acetaltypen in Betracht<br />
ziehen, wenn Kriterien wie Steifigkeit, geringe Reibung und<br />
federnde Eigenschaften Acetal als das beste Material für diese<br />
bestimmte Anwendung erscheinen lassen. Diese schlagzähen<br />
Typen weisen eine bessere Dehnung, geringere Formschwindung<br />
und eine bessere Beständigkeit gegen Spannungskonzentrationen<br />
auf, wie sie durch die scharfen Kanten von<br />
Einlegeteilen aus Metall hervorgerufen werden.<br />
Da glasfaser- und mineralverstärkte <strong>Kunststoffe</strong> eine geringere<br />
Formschwindung als ihre unverstärkten Grundmaterialien<br />
aufweisen, lassen sie sich in geeigneten Anwendungen<br />
mit Erfolg bei Einsatz von Einlegeteilen ersetzen. Ihre geringere<br />
Dehnung wird durch eine typische geringere Formschwindung<br />
im Bereich von 0,3 bis 1,0% aufgewogen.<br />
Obwohl Bindenähte von <strong>Kunststoffe</strong>n mit hohem Glasfaseroder<br />
Mineralanteil unter Umständen nur 60% der Festigkeit<br />
eines unverstärkten Materials aufweisen, kann eine zusätzliche<br />
Verrippung die Festigkeit der Bindenaht erheblich verbessern<br />
(siehe Abb. 3.25).<br />
Ein weiterer Aspekt, den der Konstrukteur bedenken sollte,<br />
ist die Verwendung nichtmetallischer Materialien ür das<br />
Einlegeteil. So sind bereits Filter aus Polyestergewebe als<br />
Einlegeteile in einem Rahmen aus glasfaserverstärktem<br />
Polyamid verwendet worden.<br />
18<br />
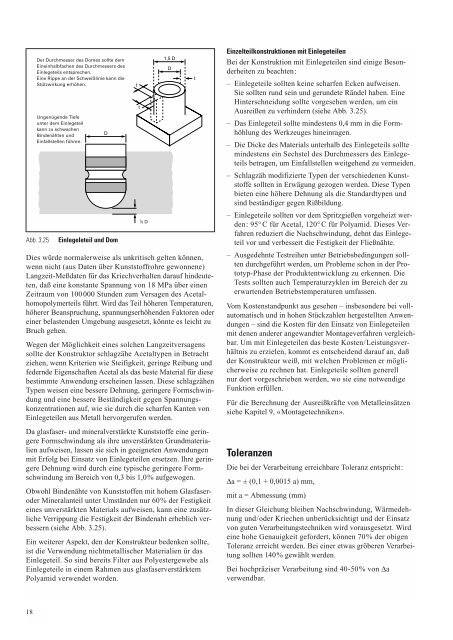
Der Durchmesser des Domes sollte dem<br />
Eineinhalbfachen des Durchmessers des<br />
Einlegeteils entsprechen.<br />
Eine Rippe an der Schweißlinie kann die<br />
Stützwirkung erhöhen.<br />
Ungenügende Tiefe<br />
unter dem Einlegeteil<br />
kann zu schwachen<br />
Bindenähten und<br />
Einfallstellen führen.<br />
Abb. 3.25 Einlegeleteil und Dom<br />
D<br />
t<br />
t<br />
1 ⁄6 D<br />
1,5 D<br />
D<br />
t<br />
Einzelteilkonstruktionen mit Einlegeteilen<br />
Bei der Konstruktion mit Einlegeteilen sind einige Besonderheiten<br />
zu beachten:<br />
– Einlegeteile sollten keine scharfen Ecken aufweisen.<br />
Sie sollten rund sein und gerundete Rändel haben. Eine<br />
Hinterschneidung sollte vorgesehen werden, um ein<br />
Ausreißen zu verhindern (siehe Abb. 3.25).<br />
– Das Einlegeteil sollte mindestens 0,4 mm in die Formhöhlung<br />
des Werkzeuges hineinragen.<br />
– Die Dicke des Materials unterhalb des Einlegeteils sollte<br />
mindestens ein Sechstel des Durchmessers des Einlegeteils<br />
betragen, um Einfallstellen weitgehend zu vermeiden.<br />
– Schlagzäh modifizierte Typen der verschiedenen <strong>Kunststoffe</strong><br />
sollten in Erwägung gezogen werden. Diese Typen<br />
bieten eine höhere Dehnung als die Standardtypen und<br />
sind beständiger gegen Rißbildung.<br />
– Einlegeteile sollten vor dem Spritzgießen vorgeheizt werden:<br />
95° C für Acetal, 120° C für Polyamid. Dieses Verfahren<br />
reduziert die Nachschwindung, dehnt das Einlegeteil<br />
vor und verbessert die Festigkeit der Fließnähte.<br />
– Ausgedehnte Testreihen unter Betriebsbedingungen sollten<br />
durchgeführt werden, um Probleme schon in der Prototyp-Phase<br />
der Produktentwicklung zu erkennen. Die<br />
Tests sollten auch Temperaturzyklen im Bereich der zu<br />
erwartenden Betriebstemperaturen umfassen.<br />
Vom Kostenstandpunkt aus gesehen – insbesondere bei vollautomatisch<br />
und in hohen Stückzahlen hergestellten Anwendungen<br />
– sind die Kosten für den Einsatz von Einlegeteilen<br />
mit denen anderer angewandter Montageverfahren vergleichbar.<br />
Um mit Einlegeteilen das beste Kosten/Leistungsverhältnis<br />
zu erzielen, kommt es entscheidend darauf an, daß<br />
der Konstrukteur weiß, mit welchen Problemen er möglicherweise<br />
zu rechnen hat. Einlegeteile sollten generell<br />
nur dort vorgeschrieben werden, wo sie eine notwendige<br />
Funktion erfüllen.<br />
Für die Berechnung der Ausreißkräfte von Metalleinsätzen<br />
siehe Kapitel 9, «Montagetechniken».<br />
Toleranzen<br />
Die bei der Verarbeitung erreichbare Toleranz entspricht:<br />
∆a = ± (0,1 + 0,0015 a) mm,<br />
mit a = Abmessung (mm)<br />
In dieser Gleichung bleiben Nachschwindung, Wärmedehnung<br />
und/oder Kriechen unberücksichtigt und der Einsatz<br />
von guten Verarbeitungstechniken wird vorausgesetzt. Wird<br />
eine hohe Genauigkeit gefordert, können 70% der obigen<br />
Toleranz erreicht werden. Bei einer etwas gröberen Verarbeitung<br />
sollten 140% gewählt werden.<br />
Bei hochpräziser Verarbeitung sind 40-50% von ∆a<br />
verwendbar.














