

DuPont™ Technische Kunststoffe Allgemeine ...
DuPont™ Technische Kunststoffe Allgemeine ...
DuPont™ Technische Kunststoffe Allgemeine ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Ein zusammenfaltbarer Kern oder andere vorstehend<br />
beschriebene Methoden sollten verwendet werden, um<br />
einwandfreie Teile mit Hinterschneidungen von mehr als<br />
5% zu erzielen.<br />
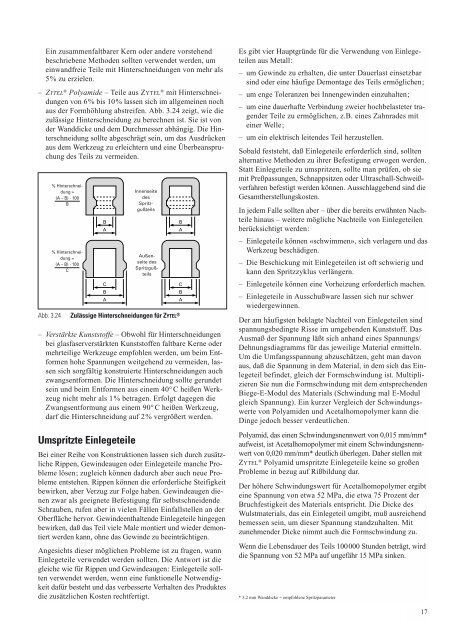
– ZYTEL ® Polyamide – Teile aus ZYTEL ® mit Hinterschneidungen<br />
von 6% bis 10% lassen sich im allgemeinen noch<br />
aus der Formhöhlung abstreifen. Abb. 3.24 zeigt, wie die<br />
zulässige Hinterschneidung zu berechnen ist. Sie ist von<br />
der Wanddicke und dem Durchmesser abhängig. Die Hinterschneidung<br />
sollte abgeschrägt sein, um das Ausdrücken<br />
aus dem Werkzeug zu erleichtern und eine Überbeanspruchung<br />
des Teils zu vermeiden.<br />
% Hinterschneidung<br />
=<br />
(A – B) · 100<br />
B<br />
% Hinterschneidung<br />
=<br />
(A – B) · 100<br />
C<br />
B<br />
A<br />
C<br />
B<br />
A<br />
– Verstärkte <strong>Kunststoffe</strong> – Obwohl für Hinterschneidungen<br />
bei glasfaserverstärkten <strong>Kunststoffe</strong>n faltbare Kerne oder<br />
mehrteilige Werkzeuge empfohlen werden, um beim Entformen<br />
hohe Spannungen weitgehend zu vermeiden, lassen<br />
sich sorgfältig konstruierte Hinterschneidungen auch<br />
zwangsentformen. Die Hinterschneidung sollte gerundet<br />
sein und beim Entformen aus einem 40° C heißen Werkzeug<br />
nicht mehr als 1% betragen. Erfolgt dagegen die<br />
Zwangsentformung aus einem 90° C heißen Werkzeug,<br />
darf die Hinterschneidung auf 2% vergrößert werden.<br />
Umspritzte Einlegeteile<br />
Innenseite<br />
des<br />
Spritzgußteils<br />
Außenseite<br />
des<br />
Spritzgußteils<br />
Abb. 3.24 Zulässige Hinterschneidungen für ZYTEL ®<br />
Bei einer Reihe von Konstruktionen lassen sich durch zusätzliche<br />
Rippen, Gewindeaugen oder Einlegeteile manche Probleme<br />
lösen; zugleich können dadurch aber auch neue Probleme<br />
entstehen. Rippen können die erforderliche Steifigkeit<br />
bewirken, aber Verzug zur Folge haben. Gewindeaugen dienen<br />
zwar als geeignete Befestigung für selbstschneidende<br />
Schrauben, rufen aber in vielen Fällen Einfallstellen an der<br />
Oberfläche hervor. Gewindeenthaltende Einlegeteile hingegen<br />
bewirken, daß das Teil viele Male montiert und wieder demontiert<br />
werden kann, ohne das Gewinde zu beeinträchtigen.<br />
Angesichts dieser möglichen Probleme ist zu fragen, wann<br />
Einlegeteile verwendet werden sollten. Die Antwort ist die<br />
gleiche wie für Rippen und Gewindeaugen: Einlegeteile sollten<br />
verwendet werden, wenn eine funktionelle Notwendigkeit<br />
dafür besteht und das verbesserte Verhalten des Produktes<br />
die zusätzlichen Kosten rechtfertigt.<br />
B<br />
A<br />
C<br />
B<br />
A<br />
Es gibt vier Hauptgründe für die Verwendung von Einlegeteilen<br />
aus Metall:<br />
– um Gewinde zu erhalten, die unter Dauerlast einsetzbar<br />
sind oder eine häufige Demontage des Teils ermöglichen;<br />
– um enge Toleranzen bei Innengewinden einzuhalten;<br />
– um eine dauerhafte Verbindung zweier hochbelasteter tragender<br />
Teile zu ermöglichen, z.B. eines Zahnrades mit<br />
einer Welle;<br />
– um ein elektrisch leitendes Teil herzustellen.<br />
Sobald feststeht, daß Einlegeteile erforderlich sind, sollten<br />
alternative Methoden zu ihrer Befestigung erwogen werden.<br />
Statt Einlegeteile zu umspritzen, sollte man prüfen, ob sie<br />
mit Preßpassungen, Schnappsitzen oder Ultraschall-Schweißverfahren<br />
befestigt werden können. Ausschlaggebend sind die<br />
Gesamtherstellungskosten.<br />
In jedem Falle sollten aber – über die bereits erwähnten Nachteile<br />
hinaus – weitere mögliche Nachteile von Einlegeteilen<br />
berücksichtigt werden:<br />
– Einlegeteile können «schwimmen», sich verlagern und das<br />
Werkzeug beschädigen.<br />
– Die Beschickung mit Einlegeteilen ist oft schwierig und<br />
kann den Spritzzyklus verlängern.<br />
– Einlegeteile können eine Vorheizung erforderlich machen.<br />
– Einlegeteile in Ausschußware lassen sich nur schwer<br />
wiedergewinnen.<br />
Der am häufigsten beklagte Nachteil von Einlegeteilen sind<br />
spannungsbedingte Risse im umgebenden Kunststoff. Das<br />
Ausmaß der Spannung läßt sich anhand eines Spannungs/<br />
Dehnungsdiagramms für das jeweilige Material ermitteln.<br />
Um die Umfangsspannung abzuschätzen, geht man davon<br />
aus, daß die Spannung in dem Material, in dem sich das Einlegeteil<br />
befindet, gleich der Formschwindung ist. Multiplizieren<br />
Sie nun die Formschwindung mit dem entsprechenden<br />
Biege-E-Modul des Materials (Schwindung mal E-Modul<br />
gleich Spannung). Ein kurzer Vergleich der Schwindungswerte<br />
von Polyamiden und Acetalhomopolymer kann die<br />
Dinge jedoch besser verdeutlichen.<br />
Polyamid, das einen Schwindungsnennwert von 0,015 mm/mm*<br />
aufweist, ist Acetalhomopolymer mit einem Schwindungsnennwert<br />
von 0,020 mm/mm* deutlich überlegen. Daher stellen mit<br />
ZYTEL ® Polyamid umspritzte Einlegeteile keine so großen<br />
Probleme in bezug auf Rißbildung dar.<br />
Der höhere Schwindungswert für Acetalhomopolymer ergibt<br />
eine Spannung von etwa 52 MPa, die etwa 75 Prozent der<br />
Bruchfestigkeit des Materials entspricht. Die Dicke des<br />
Wulstmaterials, das ein Einlegeteil umgibt, muß ausreichend<br />
bemessen sein, um dieser Spannung standzuhalten. Mit<br />
zunehmender Dicke nimmt auch die Formschwindung zu.<br />
Wenn die Lebensdauer des Teils 100000 Stunden beträgt, wird<br />
die Spannung von 52 MPa auf ungefähr 15 MPa sinken.<br />
* 3,2 mm Wanddicke = empfohlene Spritzparameter<br />
17














