Flexible und reproduzierbare Preformherstellung - Herzog ...
Flexible und reproduzierbare Preformherstellung - Herzog ...
Flexible und reproduzierbare Preformherstellung - Herzog ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
13. Chemnitzer Textiltechnik Tagung März 2012<br />
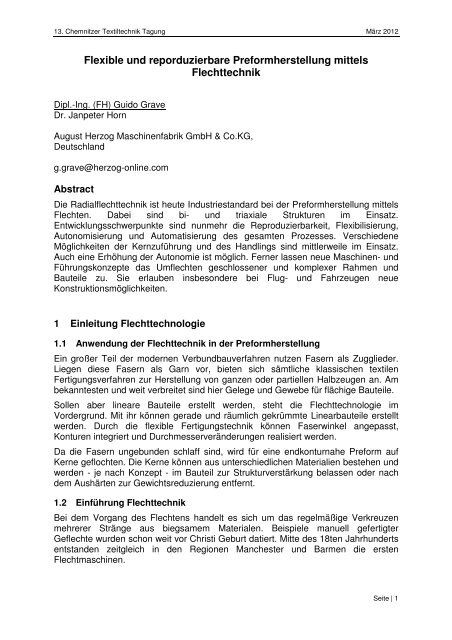
<strong>Flexible</strong> <strong>und</strong> reporduzierbare <strong>Preformherstellung</strong> mittels<br />
Flechttechnik<br />
Dipl.-Ing. (FH) Guido Grave<br />
Dr. Janpeter Horn<br />
August <strong>Herzog</strong> Maschinenfabrik GmbH & Co.KG,<br />
Deutschland<br />
g.grave@herzog-online.com<br />
Abstract<br />
Die Radialflechttechnik ist heute Industriestandard bei der <strong>Preformherstellung</strong> mittels<br />
Flechten. Dabei sind bi- <strong>und</strong> triaxiale Strukturen im Einsatz.<br />
Entwicklungsschwerpunkte sind nunmehr die Reproduzierbarkeit, Flexibilisierung,<br />
Autonomisierung <strong>und</strong> Automatisierung des gesamten Prozesses. Verschiedene<br />
Möglichkeiten der Kernzuführung <strong>und</strong> des Handlings sind mittlerweile im Einsatz.<br />
Auch eine Erhöhung der Autonomie ist möglich. Ferner lassen neue Maschinen- <strong>und</strong><br />
Führungskonzepte das Umflechten geschlossener <strong>und</strong> komplexer Rahmen <strong>und</strong><br />
Bauteile zu. Sie erlauben insbesondere bei Flug- <strong>und</strong> Fahrzeugen neue<br />
Konstruktionsmöglichkeiten.<br />
1 Einleitung Flechttechnologie<br />
1.1 Anwendung der Flechttechnik in der <strong>Preformherstellung</strong><br />
Ein großer Teil der modernen Verb<strong>und</strong>bauverfahren nutzen Fasern als Zugglieder.<br />
Liegen diese Fasern als Garn vor, bieten sich sämtliche klassischen textilen<br />
Fertigungsverfahren zur Herstellung von ganzen oder partiellen Halbzeugen an. Am<br />
bekanntesten <strong>und</strong> weit verbreitet sind hier Gelege <strong>und</strong> Gewebe für flächige Bauteile.<br />
Sollen aber lineare Bauteile erstellt werden, steht die Flechttechnologie im<br />
Vordergr<strong>und</strong>. Mit ihr können gerade <strong>und</strong> räumlich gekrümmte Linearbauteile erstellt<br />
werden. Durch die flexible Fertigungstechnik können Faserwinkel angepasst,<br />
Konturen integriert <strong>und</strong> Durchmesserveränderungen realisiert werden.<br />
Da die Fasern ungeb<strong>und</strong>en schlaff sind, wird für eine endkonturnahe Preform auf<br />
Kerne geflochten. Die Kerne können aus unterschiedlichen Materialien bestehen <strong>und</strong><br />
werden - je nach Konzept - im Bauteil zur Strukturverstärkung belassen oder nach<br />
dem Aushärten zur Gewichtsreduzierung entfernt.<br />
1.2 Einführung Flechttechnik<br />
Bei dem Vorgang des Flechtens handelt es sich um das regelmäßige Verkreuzen<br />
mehrerer Stränge aus biegsamem Materialen. Beispiele manuell gefertigter<br />
Geflechte wurden schon weit vor Christi Geburt datiert. Mitte des 18ten Jahrh<strong>und</strong>erts<br />
entstanden zeitgleich in den Regionen Manchester <strong>und</strong> Barmen die ersten<br />
Flechtmaschinen.<br />
Seite | 1
13. Chemnitzer Textiltechnik Tagung [Vortragsblock]<br />
Seite | 2<br />
Abb. 1: Schema R<strong>und</strong>flechten / Overbraiding<br />
Wurden zuerst Naturfasern verflochten, so können heute mit modernen<br />
Flechtmaschinen alle Chemiefasern <strong>und</strong> Drähte verarbeitet werden. Sprödes<br />
Material wie Carbon erfordert dabei ein besonderes Know-how in der<br />
Maschinenkonstruktion.<br />
Die Radialflechtmaschinen der Firma August <strong>Herzog</strong> Maschinenfabrik wurden<br />
speziell für die Verarbeitung von Carbon entwickelte <strong>und</strong> optimiert. Durch die radiale<br />
Bauform <strong>und</strong> das Garnträgerdesign wird der Filamentbruch gegenüber<br />
konventionellen Flechtmaschinen deutlich vermindert. Als positiver Nebeneffekt<br />
ergibt sich aus der geringeren Bautiefe der Maschine eine größere Flexibilität für<br />
gekrümmte Bauteile. [1]<br />
Die beste Ausnutzung der Fasern wird dann erreicht, wenn die Garne<br />
kraftflussgerecht eingebracht werden.<br />
Beim Flechten gibt es drei Einbringungsmöglichkeiten. Die eigentlichen Flechtfäden<br />
laufen von den Garnträgern ab <strong>und</strong> können theoretisch annähernd zwischen 0° <strong>und</strong><br />
90° abgelegt werden. Wobei in der Praxis eher zwischen 20° bis 80° angewendet<br />
wird. Ein Geflecht nur aus Flechtfäden wird auch biaxiales Geflecht genannt. Werden<br />
zusätzlich noch sogenannte Zettelfäden oder 0°-Fäden eingeführt, spricht man von<br />
einem triaxialen Geflecht. Die Zettelfäden werden durch Bohrungen in den<br />
Flügelrädern geführt <strong>und</strong> werden von den Flechtfäden in der Geflechtslage<br />
abgeb<strong>und</strong>en. Durch diesen Verb<strong>und</strong> erlangt ein triaxiales Geflecht komplett andere<br />
Charakteristika als ein biaxiales Geflecht. Letzte Einbringungsmöglichkeit ist das<br />
sogenannte Seelmaterial. Hier wird das Material unter der Geflechtslage vor dem<br />
Aushärten nur durch Reibung fixiert. Dabei kommen neben Fasern auch Halbzeuge<br />
zum Einsatz. [2]<br />
Der Geflechtswinkel ergibt sich aus der Geschwindigkeitsrelation von Flügelrädern<br />
<strong>und</strong> Abzugseinheit. Werden nur Schläuche oder Litzen als Halbzeug produziert, kann<br />
ein Endlosabzug über Scheiben erfolgen. Bei endkonturnahen Formen wird auf einen<br />
Kern geflochten. Für die Führung diese Kerns gibt es unterschiedliche System wie<br />
z.B. Roboter, Kranportale oder Linearführungen.<br />
Eine weitere Einflussnahme auf die Geflechtsstruktur kann durch die Besetzung der<br />
Maschine erreicht werden. Jede Flechtmaschine hat eine maximale Anzahl von<br />
Garnträgern, mit der sie betrieben werden kann. Kann zwar man ohne bauliche<br />
Veränderung nicht mehr Fäden verarbeiten, ist es aber möglich, durch das<br />
Weglassen oder das Umordnen der Klöppelfolge unterschiedliche Strukturen zu<br />
erzielen. Neben Eigenschaften wie der Drapierfähigkeit gilt es hier insbesondere die<br />
Ondulation der Faserstränge zu berücksichtigen. Betrachtet man einen einzelnen<br />
Roving im Geflecht, so verläuft er regelmäßig über <strong>und</strong> unter den gegenläufigen
13. Chemnitzer Textiltechnik Tagung März 2012<br />
Rovings. Dieser Verlauf bedeutet eine Abweichung von der optimalen geradlinigen<br />
Ausrichtung. Die heute gebräuchlichste Besetzung – deshalb auch normale<br />
Besetzung genannt – führt zu einer zweiflechtigen Bindung. Ein Entfernen von 50%<br />
der Garne führt zu einer sogenannten halben Besetzung mit einer einflechtigen<br />
Bindung, die die Ondulation verschärft. Allerdings kann durch ein geschicktes<br />
Weglassen auch wieder eine zweiflechtige Bindung erreicht werden.<br />
Abb. 2: Geflechtsbindungen<br />
Eine Entschärfung kann durch eine Maschinenmodifikation erreicht werden. Mit<br />
zusätzlichen Einschnitten in den Flügelrädern können z.B. vierflechtige Bindungen<br />
erzeugt werden. Dadurch vermindert sich die Ondulation. Fast gänzlich vermieden<br />
werden kann man diese Störgröße mit dem sogenannten UD- oder „no-crimp“<br />
Flechten.<br />
1.3 Vergleich gegenüber anderen Verfahren<br />
Geflechte decken durch Ihre spezifischen Eigenschaften einen begrenzten<br />
Einsatzbereich von Halbzeugkonturen ab. Der Einsatz für Flächenkonturen ist nicht<br />
sinnvoll, hat aber in der Vergangenheit für vermeintlich schlechte Kennwerte<br />
gesorgt. Wirtschaftlich interessant sind grade <strong>und</strong> räumlich gekrümmte<br />
Linearbauteile. Durch die endkonturnahe Ablage werden die Fasern im<br />
kraftflussgerechten Winkel abgelegt. Nach statischer Auslegung können die<br />
Querschnitte angepasst oder auch zur Integration von Anbauteilen variiert werden.<br />
Bei solchen Bauteilen kommt alternativ nur noch das Wickeln oder der manuelle<br />
Aufbau aus Gewebezuschnitten in Frage.<br />
Das manuelle Aufbauen von Preforms bietet die größte Flexibilität <strong>und</strong> wird bei<br />
Einzelstücken <strong>und</strong> Kleinstserien immer eine Berechtigung behalten. Grade diese<br />
Flexibilität <strong>und</strong> der Faktor Mensch bilden aber auch die größte Störgröße für die<br />
Reproduzierbarkeit der Preforms. Hinzu kommen hohe Kosten durch den hohen<br />
Zeitaufwand für den Materialauftrag <strong>und</strong> große Verschnittmengen beim Material .<br />
Das Wickeln bietet den Vorteil, dass auch ein Nassauftrag der Fasern möglich ist.<br />
Wobei bei einigen modernen Wickelanlagen der Trend wieder zu Trockenfasern<br />
geht, da mit Nassfasern die Geschwindigkeit nicht weiter gesteigert werden kann. Ist<br />
Seite | 3
13. Chemnitzer Textiltechnik Tagung [Vortragsblock]<br />
die Verlegegeschwindigkeit des Einzelrovings beim Wickeln deutlich höher, so kann<br />
doch mit der Flechtmaschine aufgr<strong>und</strong> der großen Klöppelzahlen eine deutlich<br />
höhere Materialmenge verarbeitet werden. Mit dem UD Flechten können ähnliche<br />
Flächenstrukturen wie beim Wickeln geschaffen werden, zusätzlich können mit dem<br />
Flechten unterschiedliche bi- oder triaxiale Gewebestrukturen geschaffen werden.<br />
Durch das kontinuierliche Abbinden der Fasern untereinander wird im Schadensfall<br />
eine Delamination örtlich begrenzt <strong>und</strong> das gefürchtete verdeckte Ausbreiten eines<br />
Schadens verhindert.<br />
1.4 Rolle / Position von <strong>Herzog</strong><br />
Die August <strong>Herzog</strong> Maschinenfabrik baut seit über 150 Jahren Flechtmaschinen <strong>und</strong><br />
Flechtereizubehör. Die Maschinen werden weltweit vertrieben <strong>und</strong> decken mit über<br />
500 unterschiedlichen Maschinentypen alle Bereiche der Flechterei ab. So findet<br />
man zum Beispiel in der Medizintechnik solche feinen Geflechte, dass sie mit dem<br />
bloßen Auge nur noch schwer zu erkennen sind. Soll hingegen eine Ölplattform im<br />
Meer gesichert werden, kann ein geflochtenes Seil mit einem Durchmesser von bis<br />
zu 300 mm eine Last von 2.000 Tonnen <strong>und</strong> mehr tragen.<br />
Auch wenn <strong>Herzog</strong> selbst keine Flechtprodukte herstellt, bietet uns das breite<br />
Anwendungsspektrum unserer K<strong>und</strong>en einen unfassenden Einblick in die<br />
Flechttechnik. Um eine technische optimale Maschine zu bauen sind wir auf die enge<br />
Zusammenarbeit mit den Nutzern angewiesen.<br />
Gleiches gilt für den relativ jungen Bereich der <strong>Preformherstellung</strong> für<br />
Faserverb<strong>und</strong>bauteile. Neben den kommerziellen Nutzern arbeiten wir eng mit<br />
Forschungseinrichtungen, Hochschulen <strong>und</strong> auch den Garnherstellern zusammen.<br />
<strong>Herzog</strong> strebt in allen Bereichen der Flechtmaschinenherstellung die weltweite<br />
Technologie- <strong>und</strong> Marktführerschaft an. Im Bereich der Carbonflechtern haben wir<br />
diese mit vielen Entwicklungen unter Beweis gestellt:<br />
Seite | 4<br />
• Erster kommerziell serientauglicher 3D Flechter für Carbon<br />
• Speziell für Carbon optimierte Klöppel / Garnträger<br />
• Serientaugliche Einführung der 2 ½ D Flechttechnik mit Radialflechtern<br />
• Neuentwicklung von für Carbonfasern optimierten Ablaufgattern <strong>und</strong><br />
Spulmaschinen<br />
• Neuentwicklung von Klöppeln zur Direktaufnahme von Carbon<br />
Herstellercopsen<br />
Abb. 3: Radialflechter RF 1/144-100
13. Chemnitzer Textiltechnik Tagung März 2012<br />
Heute findet sich bei allen namhaften Forschungseinrichtungen <strong>und</strong> Herstellern – die<br />
sich mit den Flechten beschäftigen – <strong>Herzog</strong> Flechtmaschinen.<br />
2 Aktuelle Entwicklungsschwerpunkte / Industrialisierung<br />
2.1 Kosten<br />
Überzeugen die Preforms in technischer Hinsicht, so ist für eine Umsetzung in<br />
größerer Serie Kostenneutralität oder noch besser Kosteneinsparung gegenüber<br />
herkömmlichen Produktionsverfahren wirtschaftlich erstrebenswert.<br />
Dabei darf - für eine objektive Betrachtung - nicht nur der einzelne textile<br />
Fertigungsschritt betrachtet werden, sondern es muss der gesamte<br />
Fertigungsprozess bewertet werden. Dies ist eine komplexe <strong>und</strong> schwierige Aufgabe.<br />
So ist z.B. bei der Umstellung der Seitenleitwerksschalen der Airbus Serie von Metall<br />
auf Faserverb<strong>und</strong> ein technisch neues Bauteil entstanden. Positiv bei den Kosten<br />
wirkte sich aus, dass die Rippenstrukturen auf der Innenseite integriert sind <strong>und</strong> nicht<br />
mehr nachträglich gebohrt <strong>und</strong> vernietet werden müssen.<br />
Als Einzelkomponente im Prozess bietet das Flechten eine hohe<br />
Produktionsgeschwindigkeit <strong>und</strong> geringen Materialverschnitt, bei kompakten<br />
Maschinenmaßen.<br />
2.2 Höhere Autonomie<br />
Der hohen Produktionsgeschwindigkeit steht negativ gegenüber, daß Flechten kein<br />
Endlosprozess ist. Mit der endlichen Spulengröße ist ein regelmäßiges Wechseln der<br />
Garnträger notwendig. Neben der Stillstandszeit, schlagen hier vor allen die<br />
Personalkosten zu Buche, da der Wechsel von Hand erfolgt.<br />
Der erste Ansatz ist eine Vergrößerung des Spulvolumens. Dazu wurde von <strong>Herzog</strong><br />
ein Klöppel entwickelt, mit dem direkt 2 kg Copse verarbeitet werden können. Neben<br />
der höheren Laufzeit, entfallen ebenfalls die Kosten für den sonst üblichen<br />
Umspulprozess. Technisch als Versuchsstand realisiert, fehlen bis heute<br />
Serienprodukte, welche die gestiegenen Investitionskosten rechtfertigen.<br />
Da mit steigender Spulengröße die Flügelraddrehzahl sinkt, ist der zweite Ansatz ein<br />
automatischer Wechsel der Spulen oder Klöppel. Gibt es schon eine Vielzahl von<br />
Ansätzen, rechtfertigen die Investitionskosten bei den heutigen Stückzahlen aber<br />
noch keine Umsetzung. Als Kompromiss bietet sich ein Klöppel mit<br />
Schnellwechselhalter an. Der eigentliche Tausch auf der Maschine erfolgt immer<br />
noch manuell, aber die Stillstandszeit wird deutlich reduziert, da das zeitintensivere<br />
Einfädeln außerhalb der Maschine stattfindet.<br />
Abb. 4: <strong>Herzog</strong> Schnellwechselsystem<br />
Seite | 5
13. Chemnitzer Textiltechnik Tagung [Vortragsblock]<br />
2.3 Reproduzierbarkeit / Qualitätssicherung<br />
Leichtbau bedeutet auch, dass kein überflüssiges Material zum Einsatz kommt.<br />
Deshalb besteht die Bestrebung, die Sicherheitsfaktoren auf der Materialseite so<br />
klein wie möglich zu halten. Gleichzeitig werden immer mehr Bauteile in Funktionen<br />
eingesetzt, bei denen ein Versagen zu großen menschlichen / finanziellen Schäden<br />
führen kann. Die Sicherstellung von Reproduzierbarkeit <strong>und</strong> gegebenenfalls<br />
Fehlererkennung nehmen dementsprechend einen großen Anteil bei Serienlösungen<br />
ein.<br />
Die Flechtmaschine hat gegenüber den manuellen Legeverfahren den Vorteil der<br />
Automatisierung. Um das Fehlen einzelner Rovings zu verhindern sind alle<br />
Ablaufstellen mit Einzelfadenüberwachungen ausgestattet. Diese System verhindert<br />
ein Start, falls eine Spule nicht besetzt wurde oder aber stoppt die Maschine bei<br />
Materialende oder Fadenriss. Der Flechtwinkel ergibt sich aus den<br />
Geschwindigkeiten von Flügelrädern <strong>und</strong> Abzug <strong>und</strong> gegebenenfalls der Kernform.<br />
Die Programmierung erfolgt in der Regel über eine SPS <strong>und</strong> kann auf Wunsch mit<br />
fehlersicherer SPS <strong>und</strong> mit Datenspeicherung zur Dokumentation ausgeführt<br />
werden.<br />
Zur Optimierung der Reproduzierbarkeit, gibt es zwei große Schwerpunkte.<br />
Einerseits die Minderung von Faserschädigung <strong>und</strong> anderseits die automatische<br />
Erkennung von Fehlern.<br />
Faserschädigung des Garns kann beim Flechtprozess an vier Stellen auftreten.<br />
Größtes Optimierungspotential findet sich beim Umspulvorgang. Ablaufgatter <strong>und</strong><br />
Spulmaschine sollten auf die Besonderheiten der Fasern ausgelegt sein. Zweiter<br />
Punkt ist der Klöppel <strong>und</strong> das Spannungssystem desselben. Im Spannungsfeld<br />
Volumen, Faserschädigung <strong>und</strong> Kosten, gilt es die größtmöglichen<br />
Fadenführungsradien bei großen Volumen zu realisieren. Weitere Schädigungen<br />
entstehen beim Kontakt der Rovings untereinander. Dieses kann durch geschickte<br />
Anregung der freien Rovings minimiert werden. Zusätzlich ist es erstrebenswert, die<br />
Rovings durch entsprechende Schlichte zu stabilisieren. Letzte Einflüsse kommen<br />
von Umlenkungen, wie Flechtringen, Anpresshilfen oder Kern. Neben<br />
entsprechender Oberflächengestaltung gibt es Ansätze durch Vibration, die Reibung<br />
zu reduzieren. Die Quantifizierung der Faserschädigung online beim Flechten ist<br />
momentan noch nicht realisierbar. Insbesondere die produktionsbedingten<br />
Vibrationen erschweren eine optische Detektion von gebrochenen Filamenten.<br />
Deshalb ist eine saubere Ausgestaltung aller Maschinenkomponenten zwingend<br />
erforderlich.<br />
Weiter Produktionsfehler, wie z.B. Spannungsunterschiede einzelner Klöppel, falsche<br />
Kernposition oder ähnliches, führen zu einer visuellen Abweichung. Die<br />
entsprechende optischen Erkennungstechnik steht für statische Anwendungen in<br />
guter Qualität zur Verfügung. Die aktuellen Forschungsbemühungen richten sich auf<br />
die Umsetzung im laufenden Flechtprozess. Die Herausforderung ist es hier so nah<br />
wie möglich an den Flechtpunkt zu kommen, da ein einmal abgeb<strong>und</strong>ener<br />
Flechtfehler nicht zu korrigieren ist. Deshalb ist offen, ob eine solche online<br />
Überwachung zu vertretbaren Kosten zu realisieren ist, oder man günstiger mit<br />
eventuellen Ausschussteilen bei einer Nachprüfung produzieren kann.<br />
2.4 Simulation<br />
Um neue Fertigungsverfahren insbesondere in der Automobilwelt einzuführen, ist<br />
eine Simulation der Bauteile <strong>und</strong> ihrer Eigenschaften erwünscht. Dies gehört nicht zu<br />
Seite | 6
13. Chemnitzer Textiltechnik Tagung März 2012<br />
<strong>Herzog</strong>s Kompetenzen. Dazu gibt es aber an mehreren Instituten schon<br />
erfolgversprechende Ansätze <strong>und</strong> Lösungen.<br />
2.5 Flexibilisierung<br />
Eine wiederkehrende Anwenderforderung ist die flexible Produktionseinheit. Eine<br />
Flechtmaschine kann einen bestimmten Garnanzahl <strong>und</strong> über ihre Ausführung eine<br />
Bandbreite von Garnstärken verarbeiten. Für die Bauteilherstellung sind neben dem<br />
eigentlichen Flechter besonders das Kernhandling <strong>und</strong> Lösungen für das An- <strong>und</strong><br />
Abflechten entscheidend. Zusätzlich können noch andere textile Verfahren integriert<br />
werden <strong>und</strong> wie im Beispiel EADS IW mit einem zweiten Flechter zu einer<br />
Produktionszelle kombiniert werden. [3]<br />
Abb. 5: Produktionszelle EADS IW Stade mit 2 Radialflechtern RF 1/144-100<br />
Durch den modularen Aufbau können einfach unterschiedliche Bauteilradien<br />
realisiert werden. Je nach Bauteilanforderungen können weitere Fertigungsmodule in<br />
die Zelle aufgenommen werden.<br />
Ein alternatives Konzept ist von der Firma Wesp Mechantronics (www.wesp-bv.com)<br />
entwickelt worden. Basierend auf einer teilbaren Flechtmaschine wird diese mit<br />
einem Roboter über die Kerne geführt. Dadurch entsteht eine äußerst flexible<br />
Fertigungseinheit. Die Flechtköpfe können als ganzes gewechselt werden, was den<br />
einfachen Wechsel von Klöppelzahlen, Materialen <strong>und</strong> Besetzungen ermöglicht.<br />
Positiver Nebeneffekt ist das die Stillstandszeit der Produktionszelle deutlich<br />
reduziert wird. [4]<br />
Abb. 5: Produktionskonzept WESP Mechatronics BV / teilbarer Flechtrumpf<br />
Seite | 7
13. Chemnitzer Textiltechnik Tagung [Vortragsblock]<br />
2.6 Anwendungsbeispiele<br />
Verglichen mit konventionellen Verfahren ist Flechten ein Nischenprodukt. Die erste<br />
explizit für Carbon Serienteile von <strong>Herzog</strong> ausgelieferte Flechtmaschine stammt aus<br />
dem Jahr 1991. Hiermit wurden noch bis vor kurzen Samerstangen für den<br />
Flugzeugbau erstellt. Ebenfalls werden seit langen Propellerblätter für Turboprop<br />
Maschinen geflochten. Bekanntestes Beispiel im Automobilbereich sind die BMW M6<br />
Stoßfängerträger, geflochten auf einer <strong>Herzog</strong> RF 1/144-100. Weitere Anwendungen<br />
sind die Herstellung von faserverstärkten Profilen durch Geflechts-Pultrusion, die<br />
vollautomatisierte Produktion von Fahrradrahmen oder der Einsatz im Segelsport.<br />
3 Ausblick<br />
Bei allen bisherigen Anwendungen handelt es sich bisher um Kleinserien. Dabei ist<br />
der Flechtprozess oft nur ein Teil der Herausforderung. Momentan unternimmt man<br />
insbesondere in der Automobilindustrie große Anstrengungen neue Bauteile /<br />
Fertigungsverfahren serienreif für große Stückzahlen zu machen. Das Flechten ist<br />
bei einigen dieser Konzepte die Gr<strong>und</strong>lage für die <strong>Preformherstellung</strong>. Die unter<br />
Punkt 2 genannten Aufgaben müssen für jedes Bauteil individuell als Pflicht<br />
erarbeitet werden. Die Kür wird in der Automatisierung von Ansetzen, Abschneiden<br />
<strong>und</strong> Umkehren der Einzelrovings liegen. Mit Lösung dieser Herausforderung ist dann<br />
die automatische Bestückung einfach zu realisieren.<br />
Zusammenfassung<br />
Das Flechten bietet für spezifische Einsatzgebiete eine kostengünstige <strong>und</strong> sicher<br />
<strong>reproduzierbare</strong> Fertigungslösung der <strong>Preformherstellung</strong>. Hierbei liegt der<br />
Schwerpunkt in linearen Strukturen. Erprobt <strong>und</strong> schon vielfältig in Kleinserien<br />
eingesetzt, ist der nächste Schritt die Realisierung für Großserien. Dabei stehen das<br />
Handling vor <strong>und</strong> nach dem Flechten sowie die Kombination mit weiteren textilen<br />
Verfahren im Vordergr<strong>und</strong>. Die steigende Nachfrage aus dem Bereich Automotive<br />
<strong>und</strong> Aviation bieten viele interessante Chancen für die Zulieferindustrie.<br />
Literatur<br />
[1] Andreas Geßler, Dr. Jürgen Brandt, Franz Maidl, Christoph Breu, Dr. Janpeter<br />
Horn, Herbert Schneider, Neue Entwicklungen bei der Fertigung von<br />
Kohlenstofffaserpreforms mit der R<strong>und</strong>flechttechnik, DGLR Tagung, Deutsche<br />
Gesellschaft für Luft– <strong>und</strong> Raumfahrt, 2004.<br />
[2] Guido Grave, Flechttechnologie bietet Lösungen für den automatisierten<br />
Leichtbau von morgen: Nichts ist leichter als ein geflochtenes Teil, Industrie<br />
Anzeiger 33/2011, S. 22<br />
[3] Ginger Gardiner, EADS Innovation Works pursues qualification of Braided<br />
Frames for the A350-1000 fuselage and develops Fiber Patch Preforming for<br />
complex local reinforcements, High-Performance Composites, Ausgabe<br />
January 2012 / Vol. 20 / No. 1<br />
[4] Guido Grave, Marc Giebels, Haro van Panhuys, Braid technologies for light<br />
weight structures, Korea Workshop Lehrstuhl für Carbon Composites, München<br />
2011<br />
Seite | 8