

Katalog TOOLS PLUS IDEAS - Komet Group
Katalog TOOLS PLUS IDEAS - Komet Group
Katalog TOOLS PLUS IDEAS - Komet Group

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
� �<br />
�<br />
46<br />
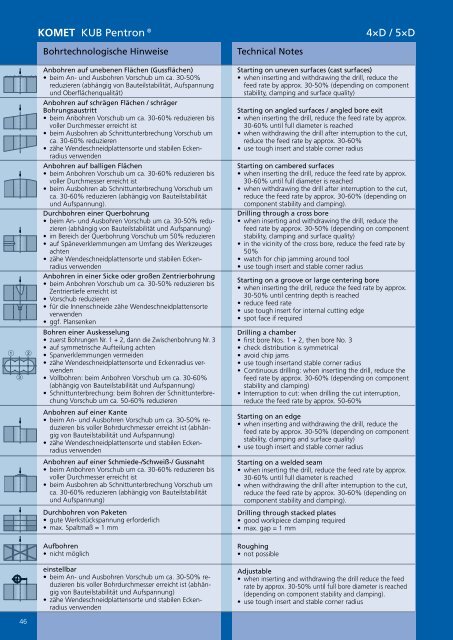
KOMET KUB Pentron®<br />
Bohrtechnologische Hinweise Technical Notes<br />
Anbohren auf unebenen Flächen (Gussflächen)<br />
• beim An- und Ausbohren Vorschub um ca. 30-50%<br />
reduzieren (abhängig von Bauteilstabilität, Aufspannung<br />
und Oberflächenqualität)<br />
Anbohren auf schrägen Flächen / schräger<br />
Bohrungsaustritt<br />
• beim Anbohren Vorschub um ca. 30-60% reduzieren bis<br />
voller Durchmesser erreicht ist<br />
• beim Ausbohren ab Schnittunterbrechung Vorschub um<br />
ca. 30-60% reduzieren<br />
• zähe Wendeschneidplattensorte und stabilen Eckenradius<br />
verwenden<br />
Anbohren auf balligen Flächen<br />
• beim Anbohren Vorschub um ca. 30-60% reduzieren bis<br />
voller Durchmesser erreicht ist<br />
• beim Ausbohren ab Schnittunterbrechung Vorschub um<br />
ca. 30-60% reduzieren (abhängig von Bauteilstabilität<br />
und Aufspannung).<br />
Durchbohren einer Querbohrung<br />
• beim An- und Ausbohren Vorschub um ca. 30-50% reduzieren<br />
(abhängig von Bauteilstabilität und Aufspannung)<br />
• im Bereich der Querbohrung Vorschub um 50% reduzieren<br />
• auf Späneverklemmungen am Umfang des Werkzeuges<br />
achten<br />
• zähe Wendeschneidplattensorte und stabilen Eckenradius<br />
verwenden<br />
Anbohren in einer Sicke oder großen Zentrierbohrung<br />
• beim Anbohren Vorschub um ca. 30-50% reduzieren bis<br />
Zentriertiefe erreicht ist<br />
• Vorschub reduzieren<br />
• für die Innenschneide zähe Wendeschneidplattensorte<br />
verwenden<br />
• ggf. Plansenken<br />
Bohren einer Auskesselung<br />
• zuerst Bohrungen Nr. 1 + 2, dann die Zwischenbohrung Nr. 3<br />
• auf symmetrische Aufteilung achten<br />
• Spanverklemmungen vermeiden<br />
• zähe Wendeschneidplattensorte und Eckenradius verwenden<br />
• Vollbohren: beim Anbohren Vorschub um ca. 30-60%<br />
(abhängig von Bauteilstabilität und Aufspannung)<br />
• Schnittunterbrechung: beim Bohren der Schnittunterbrechung<br />
Vorschub um ca. 50-60% reduzieren<br />
Anbohren auf einer Kante<br />
• beim An- und Ausbohren Vorschub um ca. 30-50% reduzieren<br />
bis voller Bohrdurchmesser erreicht ist (abhängig<br />
von Bauteilstabilität und Aufspannung)<br />
• zähe Wendeschneidplattensorte und stabilen Eckenradius<br />
verwenden<br />
Anbohren auf einer Schmiede-/Schweiß-/ Gussnaht<br />
• beim Anbohren Vorschub um ca. 30-60% reduzieren bis<br />
voller Durchmesser erreicht ist<br />
• beim Ausbohren ab Schnittunterbrechung Vorschub um<br />
ca. 30-60% reduzieren (abhängig von Bauteilstabilität<br />
und Aufspannung)<br />
Durchbohren von Paketen<br />
• gute Werkstückspannung erforderlich<br />
• max. Spaltmaß = 1 mm<br />
Aufbohren<br />
• nicht möglich<br />
einstellbar<br />
• beim An- und Ausbohren Vorschub um ca. 30-50% reduzieren<br />
bis voller Bohrdurchmesser erreicht ist (abhängig<br />
von Bauteilstabilität und Aufspannung)<br />
• zähe Wendeschneidplattensorte und stabilen Eckenradius<br />
verwenden<br />
4×D / 5×D<br />
Starting on uneven surfaces (cast surfaces)<br />
• when inserting and withdrawing the drill, reduce the<br />
feed rate by approx. 30-50% (depending on component<br />
stability, clamping and surface quality)<br />
Starting on angled surfaces / angled bore exit<br />
• when inserting the drill, reduce the feed rate by approx.<br />
30-60% until full diameter is reached<br />
• when withdrawing the drill after interruption to the cut,<br />
reduce the feed rate by approx. 30-60%<br />
• use tough insert and stable corner radius<br />
Starting on cambered surfaces<br />
• when inserting the drill, reduce the feed rate by approx.<br />
30-60% until full diameter is reached<br />
• when withdrawing the drill after interruption to the cut,<br />
reduce the feed rate by approx. 30-60% (depending on<br />
component stability and clamping).<br />
Drilling through a cross bore<br />
• when inserting and withdrawing the drill, reduce the<br />
feed rate by approx. 30-50% (depending on component<br />
stability, clamping and surface quality)<br />
• in the vicinity of the cross bore, reduce the feed rate by<br />
50%<br />
• watch for chip jamming around tool<br />
• use tough insert and stable corner radius<br />
Starting on a groove or large centering bore<br />
• when inserting the drill, reduce the feed rate by approx.<br />
30-50% until centring depth is reached<br />
• reduce feed rate<br />
• use tough insert for internal cutting edge<br />
• spot face if required<br />
Drilling a chamber<br />
• first bore Nos. 1 + 2, then bore No. 3<br />
• check distribution is symmetrical<br />
• avoid chip jams<br />
• use tough insertand stable corner radius<br />
• Continuous drilling: when inserting the drill, reduce the<br />
feed rate by approx. 30-60% (depending on component<br />
stability and clamping)<br />
• Interruption to cut: when drilling the cut interruption,<br />
reduce the feed rate by approx. 50-60%<br />
Starting on an edge<br />
• when inserting and withdrawing the drill, reduce the<br />
feed rate by approx. 30-50% (depending on component<br />
stability, clamping and surface quality)<br />
• use tough insert and stable corner radius<br />
Starting on a welded seam<br />
• when inserting the drill, reduce the feed rate by approx.<br />
30-60% until full diameter is reached<br />
• when withdrawing the drill after interruption to the cut,<br />
reduce the feed rate by approx. 30-60% (depending on<br />
component stability and clamping).<br />
Drilling through stacked plates<br />
• good workpiece clamping required<br />
• max. gap = 1 mm<br />
Roughing<br />
• not possible<br />
Adjustable<br />
• when inserting and withdrawing the drill reduce the feed<br />
rate by approx. 30-50% until full bore diameter is reached<br />
(depending on component stability and clamping).<br />
• use tough insert and stable corner radius














