LOAD DATA ANALYSIS FOR WIND TURBINE GEARBOXES Bernd ...
LOAD DATA ANALYSIS FOR WIND TURBINE GEARBOXES Bernd ...
LOAD DATA ANALYSIS FOR WIND TURBINE GEARBOXES Bernd ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>LOAD</strong> <strong>DATA</strong> <strong>ANALYSIS</strong> <strong>FOR</strong> <strong>WIND</strong> <strong>TURBINE</strong> <strong>GEARBOXES</strong><br />
<strong>Bernd</strong> Niederstucke, Andreas Anders, Peter Dalhoff, Rainer Grzybowski<br />
Germanischer Lloyd WindEnergie GmbH<br />
Johannisbollwerk 6-8, 20459 Hamburg<br />
ABSTRACT: Gearboxes for wind turbines have to ensure highest reliability over a period of approximately 20 years,<br />
withstanding high dynamic loads. At the same time lightweight design and cost minimization are required.<br />
These demands can only be met by a thought-out design, high-quality materials, high production quality and maintenance.<br />
In order to design a reliable and lightweight gearbox it is necessary to describe the loads acting on the gearbox as<br />
exact as possible. For fatigue this can be done by using the load-duration-distribution (LDD) of the torque at the<br />
input shaft.<br />
In the following the fatigue resistance of a gearbox will be analysed using the torque-LDD. Methods of calculating the<br />
life time of gearings and bearings with a given LDD will be described. The influence of the mean wind speed on the life<br />
time of teeth and bearings will be pointed out.<br />
1 <strong>GEARBOXES</strong> IN <strong>WIND</strong>-<strong>TURBINE</strong>S<br />
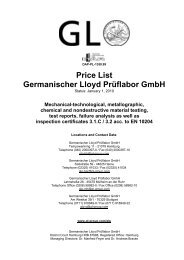
A common gearbox for wind turbines is shown in figure<br />
1. A planetary stage with 3-4 planets is followed by two<br />
spur gear stages. The output shaft has an offset from the<br />
input shaft in order to lay wiring and piping through the<br />
hollow input shaft.<br />
In the 1 – 2 MW class of wind turbines the gear ratio<br />
goes from about 80 to 100. In order to reduce noiseemission,<br />
all stages can be designed with helical gearing.<br />
The shafts are carried radial with spherical or cylindrical<br />
roller bearings, axial with four-point-contact ball<br />
bearings or tapered roller bearings.<br />
Torque support<br />
Input shaft<br />
Torque<br />
Output shaft<br />
3 rd stage (helical spur gear)<br />
1 st stage (planetary) 2 nd stage (helical spur gear)<br />
Fig. 1: Gearbox for wind turbines (by METSO DRIVES<br />
OY)<br />
2 <strong>LOAD</strong> DURATION DISTRIBUTION<br />
2.1 Determination of a LDD<br />
The fatigue analysis for gearing and bearings is partly<br />
different to that of other components, e.g. a rotor hub or a<br />
rotor shaft. Especially derivation of the load spectra<br />
differs. This is due to the fact that a stress cycle for a<br />
tooth emerges with every tooth flank contact (e.g. with<br />
every revolution for a spur gear stage), whereas a stress<br />
cycle for e.g. a rotor hub occurs in correspondence with<br />
fluctuations (cycles) of its external loads.<br />
For the determination of load spectra for the gear box a<br />
load duration distribution (LDD) of the input torque is<br />
needed. The main advantage of the LDD is that it can<br />
easily be transferred into local stress spectra. By using the<br />
rotational speed of pinion or wheel the duration of torque<br />
levels can be transferred into a number of load cycles.<br />
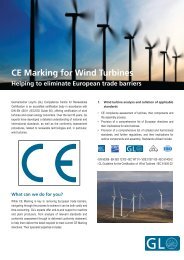
The LDD are derived from the load time series of the<br />
torque of the main shaft (see fig. 2) by level distribution<br />
counting [6]: The load time series is divided into<br />
equidistant time intervals. At each time interval the level<br />
of the load time series is read and counted into the<br />
respective bin.<br />
Fig. 2: Level distribution counting of load time series<br />
The number of countings per bin (1 to 8 in fig. 2) is a<br />
measure for the load duration in a bin. The sampling<br />
frequency should be at least ten times the highest<br />
frequency of the load time signal in order to obtain an<br />
accurate result. Information on the number of load cycles<br />
is lost.<br />
The load levels (bins) may be shown above their<br />
duration or above their accumulated duration (see fig. 3).<br />
The accumulated duration distribution is used for the<br />
further calculations.<br />
Fig. 3: LDD as a result of level distribution counting
2.2 Description of a LDD<br />
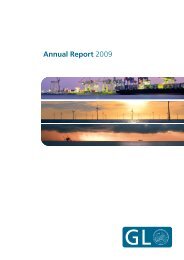
Fig. 4 shows typical LDDs for various yearly average<br />
wind speeds, i. e. 8,5m/s, 10 m/s and 15 m/s with 20%<br />
constant turbulence according to [1] for a 80m diameter<br />
rotor.<br />
T/Nm<br />
2,5E+06<br />
2,0E+06<br />
1,5E+06<br />
1,0E+06<br />
5,0E+05<br />
0,0E+00<br />
8,5m/s 15m/s<br />
10m/s<br />
1,0E+00 1,0E+02 1,0E+04 1,0E+06<br />
accumulated duration/hours<br />
Fig. 4: LDDs for different yearly average wind speeds<br />
The vertical axis shows the input torque in linear scale,<br />
the horizontal axis the accumulated duration of the<br />
torque levels in logarithmic scale. The duration sums up<br />
to about 170000 hours, which equals with a life-time of<br />
20 years.<br />
The first two LDDs (8,5 m/s and 10 m/s) are those of the<br />
GL-type-classes II and I (see [1]), the third one (15 m/s)<br />
is a theoretical one in order to bring the examined<br />
gearbox to its limits. The LDDs are derived by an aeroelastic<br />
simulation of the dynamic wind turbine<br />
behaviour. Since the wind turbine is regularly stopped by<br />
application of aerodynamic braking (pitch) the influence<br />
of these stop sequences can be neglected.<br />
Because of the logarithmic display the differences seem<br />
indistinct. For example: The accumulated duration of<br />
torque levels above the rated torque of 1200 kNm for the<br />
examined gearbox is 1,5 times higher for 10m/s and 2,5<br />
times higher for 15m/s than for 8,5m/s. This leads to<br />
significantly higher fatigue loads on the gearing and<br />
bearings.<br />
3 CALCULATION PROCEDURE<br />
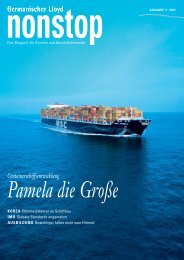
3.1 Calculation of gearing durability<br />
The given LDD is transformed into the local stress<br />
spectra σ F/N and σ H/N for tooth root and flank (see<br />
fig.5). σ F is the root stress, σ H the hertzian contact stress<br />
at the tooth flanks, t the accumulated duration and N the<br />
number of load cycles.<br />
To establish the stress spectra three transfer-functions are<br />
used:<br />
σ F = f(T), σ H = f(T) and N = f(t)<br />
The transfer-function between the torque T and the root<br />
stress σF according to ISO 6336, method B is as follows:<br />
2 ⋅ Ti<br />
σF<br />
= ⋅ YF ⋅ YS ⋅ Yβ ⋅ KA ⋅ KV ⋅ KFα ⋅ KFβ ⋅ SF ⋅ SRFF d ⋅ b ⋅ m<br />
1<br />
n<br />
with<br />
d 1 = standard pitch diameter of pinion,<br />
T i = pinion torque<br />
b = face width<br />
m n = normal module<br />
S F = required safety factor for root stress<br />
SRF F = stress reserve factor for root stress.<br />
The pinion torque is the input shaft torque divided by the<br />
gear ratio up to the stage.<br />
The Y- and K-factors take into account the form and<br />
stiffness of the teeth and their dynamic behavior . They<br />
are according to ISO 6336.<br />
In the present examination the factors are calculated with<br />
the gear program ST-plus [5].<br />
The application factor K A is set to 1 as the dynamic<br />
loading of the gearing is embodied in the load spectrum<br />
resembled by the LDD (see [1], chapter 6). The safety<br />
factor is 1,5 according to [1].<br />
N<br />
N<br />
Fig. 5: Transformation of LDD into local stress spectra<br />
Furthermore a S/N-curve is needed with which the stress<br />
spectra can be compared. The S/N-curve depends on the<br />
material, heat treatment, surface roughness and the size<br />
of the gearing. The examined gearbox is equipped with<br />
gears of case hardening steel for which S/N-curves with<br />
the following characteristics were applied (following<br />
[4]):<br />
Slope in the limited life region (10 3 to 3 ⋅ 10 6 load<br />
cycles): 8,7, slope in the long life region (3 ⋅ 10 6 to 10 10<br />
load cycles): 50. To simplify the calculation, the slope<br />
was extended beyond 10 10 load cycles.<br />
After transformation of the LDD into a σ F/N-spectra and<br />
having determined the S/N-curve, a damage<br />
accumulation according to Palmgren-Miner-rule is<br />
carried out. This leads to a damage D. If the damage is<br />
greater 1 the gearing is liable to fail within the claimed<br />
life-span, if it is lesser 1 the gearing has reserves against<br />
fatigue failure. The stress reserve factor SRF F is varied<br />
until the damage equals 1 so that the gearing lasts until<br />
the end of the claimed life-span.<br />
The determined stress reserve factor together with the<br />
safety factor S F shows the margin of the chosen gearing<br />
against fatigue fracture at the tooth root.<br />
The transfer-function between torque T and tooth flank<br />
stress σ H is:<br />
σ<br />
H<br />
with<br />
o F<br />
=<br />
2⋅<br />
T ⋅(<br />
u + 1)<br />
⋅<br />
d ⋅b<br />
⋅u<br />
i<br />
2<br />
1<br />
⋅Z<br />
⋅S<br />
⋅SRF<br />
β<br />
H<br />
H<br />
T<br />
K<br />
A<br />
⋅K<br />
t<br />
S/N-curve<br />
V<br />
⋅K<br />
o H<br />
Hβ<br />
⋅K<br />
Hα<br />
⋅Z<br />
H<br />
⋅ Z ⋅Z<br />
⋅ Z<br />
E<br />
B<br />
ε
u = gear ratio = z2/z1, positive for external gears,<br />
negative for internal gears<br />
SH = required safety factor for contact stress<br />
SRFH = stress reserve factor for contact stress<br />
Ti, d1, b same as with root stress.<br />
The Z- and K-factors are according to ISO 6336 and take<br />
into account the geometry, elasticity and dynamic<br />
behavior of the gearing.<br />
As with the root stress the application factor KA is set to<br />
1 and the safety factor SH to 1,2 according to [1].<br />
The S/N-curve for the contact stress is determined by the<br />
material, heat treatment, lubrication, surface roughness<br />
and circumferential velocity.<br />
As with the S/N-curve for root stress it was determined<br />
following [4] with the characteristics:<br />
Slope in the limited life region (10 5 to 5 ⋅ 10 7 load<br />
cycles): 13,22<br />
Slope in the long life region (5 ⋅ 10 7 to 10 10 load cycles):<br />
32,6. To simplify the calculation, the slope was extended<br />
beyond 10 10 load cycles.<br />
After calculation of the accumulated damage according<br />
to Palmgren-Miner the stress reserve factor SRF is varied<br />
until the damage equals 1 thus giving the margin of the<br />
examined gearing against pitting.<br />
The number of load cycles follows the equation<br />
N = t ⋅ n ⋅ p ⋅60<br />
with<br />
n = rounds per minute<br />
p = number of meshing per round<br />
t = duration of input-torque-levels in hours.<br />
3.2 Calculation of bearing durability<br />
The given LDD is also used to determine the life-time of<br />
the bearings. The given input-torque-LDD is transferred<br />
into LDDs for axial load on bearing F A and radial load<br />
F R. The transfer–functions TF between torque of input<br />
shaft T and loads F A or F R depend on the geometric<br />
arrangement of bearings and meshing to each other, i. e.<br />
pitch diameter and distance of bearings. The forces are<br />
proportional to the input torque:<br />
F A = T ⋅ TF A and F R = T ⋅ TF R<br />
With the F/t distribution the mean axial and radial loads<br />
FA and F R are:<br />
p<br />
p<br />
p ∑ FAi<br />
⋅ t i<br />
p ∑ FRi<br />
⋅ ti<br />
FA<br />
= and FR<br />
=<br />
t<br />
t<br />
with FAi and FRi = axial and radial load level during ti, t = accumulated time,<br />
p = 3 for ball bearings and p = 10/3 for roller bearings.<br />
With the mean loads and the axial and radial factors X<br />
and Y depending on the bearing type the equivalent<br />
dynamic load P acting on the bearing is:<br />
P = X ⋅ F + Y ⋅ F<br />
R<br />
A<br />
The modified life span of the bearings L10ah in hours<br />
follows with<br />
p<br />
6<br />
⎛ C ⎞ 10<br />
L10ah = ⎜ ⎟ ⋅ ⋅ a1<br />
⋅ a 23<br />
⎝ P ⎠ 60 ⋅ n<br />
with C = basic load rating,<br />
p = 3 for ball bearings and p = 10/3 for roller bearings,<br />
n = rounds per minute,<br />
a1 = coefficient for survival probability, here set to 1 for<br />
a probability of 90 %<br />
a23 = coefficient for material and operating conditions<br />
(see [7]).<br />
4 EXAMPLE<br />
The calculation procedures described above are applied<br />
on a newly designed gearbox with the following<br />
characteristics:<br />
ratio ≈ 100<br />
rated torque ≈ 1200 kNm<br />
rated rounds per minute, slow speed shaft = 18<br />
material of all gears: case hardening steel<br />
The LDDs are the ones shown in fig. 4.<br />
4.1 Gearing<br />
The results for the gearing can be seen in fig. 6 and 7.<br />
SRF F<br />
SRF H<br />
1,6<br />
1,4<br />
1,2<br />
1<br />
0,8<br />
1,3<br />
1,2<br />
1,1<br />
1<br />
0,9<br />
8 10 12 14<br />
Annual average wind speed (m/s)<br />
Planet W heel<br />
Sun Gear<br />
W heel Interm ed. Stage<br />
Pinion Interm ed. Stage<br />
Fig. 6: Stress reserve factor at tooth root for different<br />
gears and wind speeds<br />
8 10 12 14<br />
Annual average wind speed (m/s)<br />
Planet Wheel<br />
Sun Gear<br />
Wheel Intermed. Stage<br />
Pinion Intermed. Stage<br />
Fig. 7: Stress reserve factor at tooth flank for different<br />
gears and wind speeds<br />
The stress reserve factors for tooth root and tooth flank<br />
are examined for the four gears with the highest load, i.<br />
e. planet gear, sun gear and wheel and pinion of the<br />
intermediate stage.<br />
It can be seen that all gears have sufficient reserves for<br />
the 8,5m/s-wind-class for which the gearbox is intended.<br />
For the tooth root the pinion of the intermediate stage has<br />
the least reserves followed by the planet gear.<br />
Concerning the tooth flank wheel and pinion of the<br />
intermediate stage show the least stress reserves.<br />
The influence of the wind speed on the SRF is made<br />
more clearly in table I: Taking the stress reserve at<br />
8,5 m/s wind speed for 100% the reserve decreases to<br />
91% at the root and to 93% at the flank for the wind
speed of 15 m/s. For being the gear with the least stress<br />
reserve, the pinion of the intermediate stage was picked<br />
out as an example Compared with the bearings, this<br />
decrease is relatively small (see table II).<br />
Annual average<br />
wind speed<br />
L 10ah (hours)<br />
3 ,5 E + 0 5<br />
2 ,5 E + 0 5<br />
1 ,5 E + 0 5<br />
5 ,0 E + 0 4<br />
SRF F in % SRF H in %<br />
8,5 m/s 100 100<br />
10 m/s 95 97<br />
15 m/s 91 93<br />
Tab. I: SRF in % for pinion of intermediate stage<br />
4.2 Bearings<br />
All bearings of the gearbox show sufficient durability for<br />
the intended wind class, i. e. more than 130000 hours<br />
life-span (see fig. 8).<br />
The ones with the least life-span are the roller bearings<br />
of the planet wheel, the roller bearing directly at the<br />
torque output and the four-point-axial bearings of the<br />
intermediate and high-speed-shaft. All other bearings<br />
have significantly higher life-times.<br />
8 1 0 1 2 1 4<br />
A n n u al av erag e w in d sp eed (m /s)<br />
P lan et w h eel b earin g<br />
In term ed iate sh aft, ax ial b earin g<br />
O u tp u t sh aft, righ t rad ial b earin g<br />
O u tp u t sh aft, axial b earin g<br />
Fig. 8: Modified life span of bearings for different wind<br />
speeds<br />
With the mean axial and radial forces FA and F R being<br />
proportional to the input torque T it is possible to<br />
calculate an equivalent torque<br />
_<br />
T :<br />
p<br />
p ∑ Ti<br />
⋅ t i<br />
T =<br />
t<br />
with<br />
Ti = torque level during ti and t = accumulated time and<br />
p = 3 for ball bearings and p = 10/3 for roller bearings.<br />
The results of the bearing calculation are shown in tab.<br />
_<br />
II: Column 2 shows the equivalent torque T in relation<br />
to the rated torque. Column 3 shows the life span of the<br />
axial bearing of the intermediate shaft in % and column 4<br />
the relative load reserve. The relative load reserve is the<br />
ratio of the values of the equivalent torque<br />
_<br />
T towards<br />
each other with the one for 8,5 m/s wind speed set to<br />
100%. This gives a comparable value to the stress<br />
reserve factor of the bearings: It is apparent, that the<br />
bearings react much stronger on an increase of the<br />
average wind speed than the gears.<br />
Annual<br />
average wind<br />
speed (m/s)<br />
Equivalent<br />
torque in %,<br />
T rated =100%<br />
Life span in<br />
%<br />
Load reserve<br />
factor in %<br />
8,5 68 100 100<br />
10 74 75 92<br />
15 84 50 81<br />
Tab. II: Results of bearing calculation for the axial<br />
bearing of the intermediate shaft.<br />
5 SUMMARY<br />
The aim of the present work was to show how the load<br />
duration distribution of the input torque may be used for<br />
the design of gearboxes of wind turbines. Therefore<br />
calculation procedures for gearing and bearings were<br />
described.<br />
These procedures were then applied on a real gearbox.<br />
It’s durability was examined by increasing the average<br />
yearly wind speed i. e. the load set on the gearbox.<br />
This examination should be verified by a long-time<br />
survey of the gearbox in service.<br />
6 ACKNOWLEDGEMENT<br />
The work described in this paper is part of the research<br />
project ELA “Enhanced Life Time Analysis of Wind<br />
Turbine Structures” supported by the Federal German<br />
Ministry for Economy and Technology BMWi.<br />
7 REFERENCES<br />
[1] Germanischer Lloyd, Regulations for the<br />
Certification of Wind Energy Conversion Systems,<br />
Germanischer Lloyd, Hamburg, 1999<br />
[2] DIN 3990, Tragfähigkeitsberechnung von<br />
Stirnrädern, Beuth Verlag, Berlin, 1987<br />
[3] Niemann/Winter, Maschinenelemente, Bd. 2,<br />
Springer Verlag, Berlin, 1985<br />
[4] ISO 6336, Calculation of load capacity of spur and<br />
helical gears, 1996<br />
[5] NN., Spur gear program ST Plus,<br />
Forschungsvereinigung Antriebstechnik, Frankfurt, 1997<br />
[6] Westermann-Friedrich, A., Zenner, H., FVA-<br />
Merkblatt 0/14, Zählverfahren zur Bildung von<br />
Kollektiven aus Zeitfunktionen, Frankfurt, 1999<br />
[7] NN., FAG rolling bearing cataloge, FAG,<br />
Schweinfurt, 1999
This document was created with Win2PDF available at http://www.daneprairie.com.<br />
The unregistered version of Win2PDF is for evaluation or non-commercial use only.