

April - Library
April - Library
April - Library

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
AMMJ Lessons Learnt In 45 Years of Condition Monitoring 2<br />
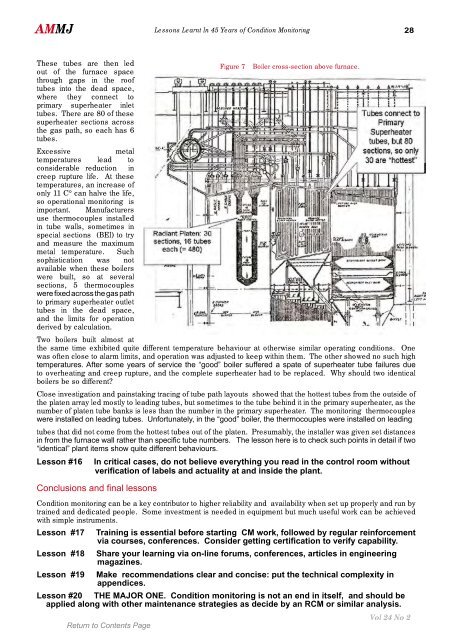
These tubes are then led<br />
out of the furnace space<br />
through gaps in the roof<br />
tubes into the dead space,<br />
where they connect to<br />
primary superheater inlet<br />
tubes. There are 80 of these<br />
superheater sections across<br />
the gas path, so each has 6<br />
tubes.<br />
Excessive metal<br />
temperatures lead to<br />
considerable reduction in<br />
creep rupture life. At these<br />
temperatures, an increase of<br />
only 11 C° can halve the life,<br />
so operational monitoring is<br />
important. Manufacturers<br />
use thermocouples installed<br />
in tube walls, sometimes in<br />
special sections (BEI) to try<br />
and measure the maximum<br />
metal temperature. Such<br />
sophistication was not<br />
available when these boilers<br />
were built, so at several<br />
sections, 5 thermocouples<br />
were fixed across the gas path<br />
to primary superheater outlet<br />
tubes in the dead space,<br />
and the limits for operation<br />
derived by calculation.<br />
Two boilers built almost at<br />
the same time exhibited quite different temperature behaviour at otherwise similar operating conditions. One<br />
was often close to alarm limits, and operation was adjusted to keep within them. The other showed no such high<br />
temperatures. After some years of service the “good” boiler suffered a spate of superheater tube failures due<br />
to overheating and creep rupture, and the complete superheater had to be replaced. Why should two identical<br />
boilers be so different?<br />
Close investigation and painstaking tracing of tube path layouts showed that the hottest tubes from the outside of<br />
the platen array led mostly to leading tubes, but sometimes to the tube behind it in the primary superheater, as the<br />
number of platen tube banks is less than the number in the primary superheater. The monitoring thermocouples<br />
were installed on leading tubes. Unfortunately, in the “good” boiler, the thermocouples were installed on leading<br />
tubes that did not come from the hottest tubes out of the platen. Presumably, the installer was given set distances<br />
in from the furnace wall rather than specific tube numbers. The lesson here is to check such points in detail if two<br />
“identical” plant items show quite different behaviours.<br />
Lesson #16 In critical cases, do not believe everything you read in the control room without<br />
verification of labels and actuality at and inside the plant.<br />
Conclusions and final lessons<br />
Figure 7 Boiler cross-section above furnace.<br />
Condition monitoring can be a key contributor to higher reliability and availability when set up properly and run by<br />
trained and dedicated people. Some investment is needed in equipment but much useful work can be achieved<br />
with simple instruments.<br />
Lesson #1 Training is essential before starting CM work, followed by regular reinforcement<br />
via courses, conferences. Consider getting certification to verify capability.<br />
Lesson #1 Share your learning via on-line forums, conferences, articles in engineering<br />
magazines.<br />
Lesson #19 Make recommendations clear and concise: put the technical complexity in<br />
appendices.<br />
Lesson #20 THE MAJOR ONE. Condition monitoring is not an end in itself, and should be<br />
applied along with other maintenance strategies as decide by an RCM or similar analysis.<br />
Vol 24 No 2













