1892 - Indira Gandhi Centre for Atomic Research
1892 - Indira Gandhi Centre for Atomic Research
1892 - Indira Gandhi Centre for Atomic Research

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
TRANS. INDIAN INST. MET., VOL. 57, NO. 3, JUNE 2004<br />
measurements were carried out in the as-deposited<br />
condition only.<br />
Optical metallographic examination of the as<br />
deposited WT-50 hardface coating was carried out<br />
to study the microstructure of the deposit and the<br />
deposit/substrate interface. Microhardness<br />
measurements were also carried out across deposit/<br />
substrate interface at intervals of 0.2 mm at a load<br />
of 200 g.<br />
3. RESULTS AND DISCUSSION<br />
The residual stress values measured in the radial<br />
direction on the top surface of the austenitic SS<br />
substrate in the as-deposited condition, corresponding<br />
to the locations A, B, C and D in Fig.2, are given<br />
in Table 2. The results show that the stress values<br />
are very low as the deposit is significantly (~7 mm)<br />
below the top surface.<br />
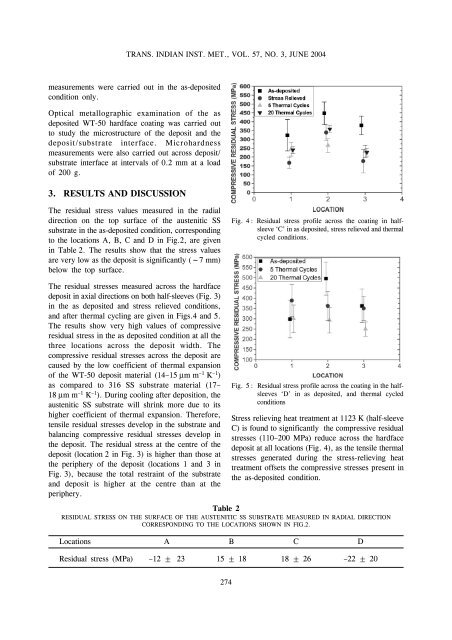
The residual stresses measured across the hardface<br />
deposit in axial directions on both half-sleeves (Fig. 3)<br />
in the as deposited and stress relieved conditions,<br />
and after thermal cycling are given in Figs.4 and 5.<br />
The results show very high values of compressive<br />
residual stress in the as deposited condition at all the<br />
three locations across the deposit width. The<br />
compressive residual stresses across the deposit are<br />
caused by the low coefficient of thermal expansion<br />
of the WT-50 deposit material (14–15 m m –1 K –1 )<br />
as compared to 316 SS substrate material (17–<br />
18 m m –1 K –1 ). During cooling after deposition, the<br />
austenitic SS substrate will shrink more due to its<br />
higher coefficient of thermal expansion. There<strong>for</strong>e,<br />
tensile residual stresses develop in the substrate and<br />
balancing compressive residual stresses develop in<br />
the deposit. The residual stress at the centre of the<br />
deposit (location 2 in Fig. 3) is higher than those at<br />
the periphery of the deposit (locations 1 and 3 in<br />
Fig. 3), because the total restraint of the substrate<br />
and deposit is higher at the centre than at the<br />
periphery.<br />
Fig. 4 : Residual stress profile across the coating in halfsleeve<br />
‘C’ in as deposited, stress relieved and thermal<br />
cycled conditions.<br />
Fig. 5 : Residual stress profile across the coating in the halfsleeves<br />
‘D’ in as deposited, and thermal cycled<br />
conditions<br />
Stress relieving heat treatment at 1123 K (half-sleeve<br />
C) is found to significantly the compressive residual<br />
stresses (110–200 MPa) reduce across the hardface<br />
deposit at all locations (Fig. 4), as the tensile thermal<br />
stresses generated during the stress-relieving heat<br />
treatment offsets the compressive stresses present in<br />
the as-deposited condition.<br />
Table 2<br />
RESIDUAL STRESS ON THE SURFACE OF THE AUSTENITIC SS SUBSTRATE MEASURED IN RADIAL DIRECTION<br />
CORRESPONDING TO THE LOCATIONS SHOWN IN FIG.2.<br />
Locations A B C D<br />
Residual stress (MPa) –12 ± 23 15 ± 18 18 ± 26 –22 ± 20<br />
274