chemical recovery systems for aluminium finishers - Eco-Tec
chemical recovery systems for aluminium finishers - Eco-Tec
chemical recovery systems for aluminium finishers - Eco-Tec

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
TECHNICAL PAPER 129<br />
CHEMICAL RECOVERY SYSTEMS FOR<br />
ALUMINIUM FINISHERS<br />
Paul Pajunen, P. Eng., Group Leader Metal Finishing, <strong>Eco</strong>-<strong>Tec</strong> Inc., Pickering, Ontario<br />
Presented at Workshop on Cleaner Production in the Metal Finishing Industry,<br />
Taipei, Taiwan, April, 1999<br />
Introduction<br />
Anodising processes use water-based <strong>chemical</strong>s that can be treated in a fairly straight<strong>for</strong>ward<br />
manner. While most municipalities require that the water leaving the plant be adjusted to the<br />
correct pH (acidity/alkalinity) range, many now also specify removal of suspended solids. After<br />
pH adjustment, solids can be filtered out of the water and disposed of in a landfill as a nonhazardous<br />
waste. Some anodisers have been able to send this solid waste to companies that<br />
convert it into <strong>aluminium</strong> sulphate liquid (alum).<br />
Although anodising wastes are relatively easy to treat, many plants use <strong>recovery</strong> equipment to<br />
reduce costs. This is due, in part, to the large amount of solid waste (<strong>aluminium</strong> hydroxide<br />
sludge) that etching and anodising generates (Table 1). Recycling reduces this waste, lowers<br />
<strong>chemical</strong> costs, and, frequently, improves product quality.<br />
Table 1 - Solid waste from an Etch/Anodise operation<br />
Aluminium dissolved in etching<br />
(1.5 mil etch)<br />
Aluminium dissolved in anodising<br />
(0.7 mil anodic film)<br />
Waste sludge produced<br />
(15% w/w solids)<br />
Waste sludge produced when<br />
etch regeneration is used<br />
Waste reduction with<br />
etch regeneration<br />
9.2 kg<br />
0.93 kg<br />
196 kg<br />
29 kg<br />
85%<br />
Note: Based on 93 m 2 of anodised surface area weighing about 182 kg.<br />
This paper will provide a general review of a number of <strong>recovery</strong> techniques. Detailed<br />
discussion will review three <strong>recovery</strong> techniques that are commonly used to regenerate the etch,<br />
purify the anodising acid, and recover bright dip solution from rinsewater.<br />
I. Recovery <strong>systems</strong> - general discussion<br />
Most <strong>recovery</strong> technologies can be grouped as being:<br />
SM/<strong>Tec</strong>hnical Paper 129 03/99
TECHNICAL PAPER 129<br />
- concentration based, or,<br />
- separation based<br />
For example, colouring bath <strong>chemical</strong>s are rinsed from anodised parts with water. The dilute rinse<br />
water that is <strong>for</strong>med contains metal salts from the colouring solution. A <strong>recovery</strong> system here<br />
might work by concentrating the rinse water until the volume was small enough to allow it to be<br />
added back to the colouring tank. This would be a concentration based process. In contrast,<br />
dissolved <strong>aluminium</strong> gradually contaminates anodising solution. A system that removes<br />
dissolved <strong>aluminium</strong> would be an example of a separation based process.<br />
Concentration based processes<br />
The simplest <strong>recovery</strong> <strong>systems</strong> are often concentration based. A common pitfall with these<br />
<strong>systems</strong> is the failure to consider contaminant buildup. Better designs include a purification unit<br />
with the concentrating equipment. This ensures that recycled <strong>chemical</strong>s will not degrade the<br />
process solution. Concentration based processes include:<br />
Evaporation<br />
The popular atmospheric evaporator employs the humidification principle. Liquid is pumped<br />
through a heat exchanger and sprayed down over a packing (plastic rings provide a high surface<br />
area) material. Air is drawn up through the packing evaporating the water. The design is simple,<br />
inexpensive, and well suited to smaller applications where the final concentration of the liquid is<br />
not too high. The only disadvantage of this design is that energy requirements are somewhat<br />
high, and there is an air discharge to consider.<br />
Boiling evaporator designs are also very effective, particularly <strong>for</strong> higher solution concentrations<br />
and capacities. They are somewhat more complex and considerably more expensive than the<br />
atmospheric evaporator described above. These units are often operated under vacuum to<br />
reduce the boiling point of the solution and improve heat transfer.<br />
Reverse Osmosis (RO)<br />
Reverse osmosis uses high pressure to <strong>for</strong>ce water through a semi-permeable plastic film or<br />
membrane. RO produces a concentrated metal salt stream by rejecting the dissolved salts. The<br />
membranes are susceptible to fouling so pretreatment of solutions is critical to success. The major<br />
operating costs <strong>for</strong> RO are membrane replacement and energy. Although RO <strong>systems</strong> have<br />
been used by the plating industry to some degree, they are not widely used by anodisers.<br />
Separation based processes<br />
Separation technology can be used in conjunction with a concentrating system (to recover pure<br />
bath <strong>chemical</strong>s from a rinse, <strong>for</strong> example) or on its own (to purify a process bath).<br />
Acid Sorption<br />
Certain ion exchange resins have the ability to sorb strong acids (sulphuric, hydrochloric and nitric<br />
acid) while rejecting metal salts of these acids. Water is used to recover the acid from the resin.<br />
Recovered solutions contain most of the unused, or free acid, with up to 90% of the metals<br />
removed. The most unique feature of the sorption process is that no <strong>chemical</strong>s or significant<br />
amount of energy are required.<br />
The acid sorption process has been packaged into a standard, skid-mounted piece of equipment<br />
called an acid purification unit (APU ® ). The APU has been used to purify acid-based process<br />
baths and is used in conjunction with other purification and concentrating equipment as part of<br />
more complex <strong>systems</strong>.<br />
SM/<strong>Tec</strong>hnical Paper 129 03/99
TECHNICAL PAPER 129<br />
Acid sorption technology employs<br />
specially treated ion exchange<br />
resins that have the ability to sorb<br />
free (unused) mineral acids while<br />
rejecting the salts (e.g., sodium<br />
sulphate) of these acids. The most<br />
unique feature of these resins is their<br />
ability to release the acid with a<br />
simple water wash.<br />
Sorption<br />
resin<br />
particle<br />
Water<br />
Sulfuric<br />
acid<br />
Sodium<br />
sulfate<br />
Diffusion Dialysis (DD)<br />
Diffusion dialysis is similar to acid sorption except that an anion exchange membrane is used<br />
instead of sorption resin. The acid passes through the membrane into the water stream while the<br />
metal salt impurities stay behind. A multitude of these membranes are held together in a unit that<br />
resembles a filter press. As with RO, pretreatment is very important <strong>for</strong> this process as<br />
membranes account <strong>for</strong> a large portion of the system cost.<br />
Crystallisation<br />
Crystallisation depends on variations in the solubility of metal salts. Temperature and<br />
composition can often be adjusted to cause a metal salt to crystallise from a saturated solution.<br />
The salts are filtered, washed, and, frequently, sold.<br />
Other processes<br />
Some technologies span both the concentration and separations categories:<br />
Ion Exchange (IX)<br />
Ion exchange resins can replace cations with hydrogen (H + ) or anions with hydroxyl (OH - ). In a<br />
water deioniser, anion exchangers follow cation exchangers with the result being the generation of<br />
pure water. Cation exchangers are regenerated with sulphuric or hydrochloric acid while sodium<br />
hydroxide is used to regenerate an anion exchanger. While the most common use of ion<br />
exchange is water deionisation, a more attractive application in the metal finishing industry is the<br />
<strong>recovery</strong> or purification of finishing solutions. A special <strong>for</strong>m of ion exchange called reciprocating<br />
flow ion exchange, or RECOFLO ® , is particularly well suited <strong>for</strong> <strong>chemical</strong> <strong>recovery</strong> applications.<br />
Electrodialysis (ED)<br />
In the ED process, electricity is used to drive ions across ion exchange membranes. A<br />
combination of cation and anion exchange membranes can be used to deionise a solution and<br />
recover a concentrate. Solutions containing low levels of metals (such as rinsewaters) can be<br />
concentrated to allow metal salt recycle. The process is better suited than RO to applications<br />
where a high degree of concentration is required. To date, the major industrial applications of<br />
electrodialysis have been in the field of water purification.<br />
II. Recovering <strong>systems</strong> - specific examples<br />
Aluminium anodising is normally done by immersing parts in sulphuric acid and applying current.<br />
However, there are a number of other important steps involved. Many of these processes<br />
present <strong>recovery</strong> opportunities. Three <strong>recovery</strong> techniques described below are commonly<br />
used.<br />
SM/<strong>Tec</strong>hnical Paper 129 03/99
TECHNICAL PAPER 129<br />
Caustic etch <strong>recovery</strong><br />
Extruded parts show die lines and minor surface imperfections which must be removed in the etch<br />
tank. A hot solution of sodium hydroxide removes a thin layer of <strong>aluminium</strong> and creates an<br />
appealing matte surface finish.<br />
Etching is caused by a reaction between the <strong>aluminium</strong> and caustic soda that produces sodium<br />
aluminate and hydrogen gas as follows:<br />
etching reaction<br />
2Al + 2NaOH ----> 2NaAlO 2 + 3H 2 (gas)<br />
The etching process is typically responsible <strong>for</strong> 80-90% of the <strong>aluminium</strong> in the waste treatment<br />
system. Chemical stabilisers (complexing agents) are added to prevent the <strong>aluminium</strong> from<br />
precipitating out in the etch tank. The additives thicken up the solution to the point where enough<br />
liquid is carried out on the parts to keep the <strong>aluminium</strong> level from building up in this "never dump"<br />
etch. Water is used to rinse the etching solution off the parts. The rinsewater carries dissolved<br />
<strong>aluminium</strong> and caustic to the plant waste treatment system.<br />
If stabilisers are not used and the sodium aluminate concentration is allowed to rise too high, it will<br />
hydrolyse to produce alumina tri-hydrate (Al 2 O 3<br />
. 3H2 O), thereby liberating free caustic soda.<br />
hydrolysis reaction<br />
2 NaAlO 2 + 4H 2 O ---> 2 NaOH + Al 2 O 3<br />
. 3H2 O<br />
This reaction, known as the Bayer process, is used in the primary <strong>aluminium</strong> industry to make<br />
alumina. If not properly controlled, it leads to an accumulation of a rock-hard <strong>aluminium</strong> hydroxide<br />
scale in the etch tank. By seeding the etch solution with alumina crystals in a separate<br />
crystalliser tank, it is possible to regenerate the etch solution without having scale buildup.<br />
The basic operation of a regeneration system is such that etch solution is recirculated<br />
continuously between the etch tank and the crystalliser tank. Hydrated alumina crystals <strong>for</strong>m in a<br />
slurry section of the crystalliser and settle out in the clarification section. Regenerated etch<br />
solution, with reduced <strong>aluminium</strong> and increased free caustic levels, flows back to the etch bath<br />
directly from the top of the crystalliser. Alumina crystals are withdrawn periodically from the<br />
bottom of the crystalliser and dewatered in a filter press.<br />
Over the past ten years many large architectural anodisers have installed regeneration <strong>systems</strong><br />
based on this process. Regeneration can reduce a plant's solid waste by over 80% while<br />
lowering caustic <strong>chemical</strong> (and neutralization) costs by over 70%. The alumina crystals which are<br />
removed can be put to a variety of uses as an alumina substitute. Although these <strong>systems</strong> are<br />
relatively expensive to install, larger plants can recover their costs within two or three years.<br />
Crystallisation <strong>systems</strong> such<br />
as the one shown here are<br />
used to continuously remove<br />
<strong>aluminium</strong> from caustic etching<br />
solutions. The <strong>aluminium</strong> is<br />
converted to a <strong>for</strong>m that can be<br />
readily sold and the caustic is<br />
returned to the etch. The Alrec<br />
process can be used where a<br />
heavy matte surface finish<br />
is desirable.<br />
SM/<strong>Tec</strong>hnical Paper 129 03/99
TECHNICAL PAPER 129<br />
One drawback to a regenerated etch relates to its lower <strong>aluminium</strong> levels. As high <strong>aluminium</strong><br />
levels promote a more matte finish, there were initially some concerns that a regenerated etch<br />
would not yield a suitable finish. With several <strong>systems</strong> now in operation in North America, a<br />
regenerated etch is widely regarded to produce a finish that is slightly less matte than a "neverdump"<br />
finish but satisfactory <strong>for</strong> most applications. A new high per<strong>for</strong>mance etching process has<br />
been introduced that is compatible with regeneration <strong>systems</strong>. This process, known as Alrec,<br />
allows an anodiser to achieve a premium heavy matte finish while reducing etch time, <strong>chemical</strong><br />
costs, and waste generation.<br />
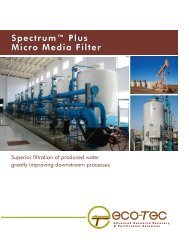
Sulphuric acid anodising purification<br />
The anodising operation itself represents an excellent opportunity <strong>for</strong> purification as the dissolved<br />
<strong>aluminium</strong> levels must be kept quite low. By the time the <strong>aluminium</strong> level in the acid reaches 15-<br />
20 g/L, the solution is decanted or dumped. In addition to eliminating a waste problem, continuous<br />
purification can enhance the uni<strong>for</strong>mity of the anodised film.<br />
Operating an anodising bath in a dump/decant manner presents a number of potential problems.<br />
These become apparent due to the fact that there exists a delicate balance within an anodising<br />
bath - namely, the relationships between the electrical resistance (caused by the <strong>for</strong>med oxide<br />
coating and the anodising solution conductivity), the voltage being applied, and the desired<br />
constant current condition. The electrical resistance increases relative to the thickness of the oxide<br />
coating and to the increasing <strong>aluminium</strong> concentration in the anodising solution. To compensate <strong>for</strong><br />
this increased resistance, the rectifier voltage must be increased in order <strong>for</strong> the current to remain<br />
constant. Adding in other variables such as bath temperature, degree of solution agitation, and<br />
sulphuric acid concentration can result in upsets and potentially lead to a decline in product<br />
quality.<br />
Maintaining a consistent, low <strong>aluminium</strong> concentration removes or minimises a variable that can<br />
affect the balance between resistance, voltage, and current.<br />
Controlling the <strong>aluminium</strong> concentration and <strong>recovery</strong> of sulphuric acid <strong>for</strong> continued use in the<br />
<strong>aluminium</strong> finishing industry has been practiced <strong>for</strong> a number of years. The end result is ensuring<br />
a consistent, predictable bath operation leading to cost savings and improved product quality.<br />
A popular method of acid <strong>recovery</strong> employs a process called acid sorption (APU). It is estimated<br />
that close to 400 <strong>systems</strong> using this technology are currently in operation worldwide.<br />
The APU is a pre-assembled,<br />
skid mounted device that is fully<br />
tested, with resin, prior to<br />
shipment. The resin column is<br />
mounted on an epoxy coated<br />
steel frame with process valves,<br />
internal piping and a control<br />
panel. The panel includes a PLCbased<br />
control system.<br />
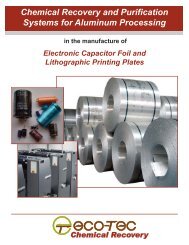
Bright dip <strong>recovery</strong><br />
Concentrated phosphoric acid solutions, usually with additions of nitric acid, diammonium<br />
phosphate and copper, are used to <strong>chemical</strong>ly brighten <strong>aluminium</strong> parts. After brightening, the<br />
adhering solution must be rinsed off immediately with water. Due to the high acid concentrations<br />
SM/<strong>Tec</strong>hnical Paper 129 03/99
TECHNICAL PAPER 129<br />
and viscosities of bright dip baths, carryout of bath solution on the parts is typically 3-4 times<br />
greater than from an anodising tank. While <strong>aluminium</strong> contamination of the bath is rarely a<br />
problem, there is a substantial loss of bath <strong>chemical</strong>s.<br />
Most plants collect the rinsewater as a 35% solution <strong>for</strong> resale as fertiliser. The seasonal and<br />
regional variations in demand <strong>for</strong> the rinsewater reduce the value to between 10-20% of the<br />
original <strong>chemical</strong> cost.<br />
The rinse can be reconcentrated to bath strength with a vacuum evaporator; however, a<br />
purification step must be employed to prevent <strong>aluminium</strong> buildup. A cation exchanger (called a<br />
DCU) removes about 90% of the <strong>aluminium</strong> be<strong>for</strong>e the solution flows to the evaporator. The<br />
DCU is regenerated with sulphuric acid and the waste, containing sulphuric acid and <strong>aluminium</strong>, is<br />
processed with an APU. Purified sulphuric acid is returned to the DCU <strong>for</strong> use in the next<br />
regeneration cycle.<br />
This phosphoric acid<br />
<strong>recovery</strong> system was<br />
designed to recover over<br />
1800 tonnes of 80% acid per<br />
year. The vacuum<br />
evaporator is located on the<br />
right side. To the left are the<br />
DCU and APU. The cooling<br />
tower was roof mounted. The<br />
total area required <strong>for</strong> this<br />
system was 185 square<br />
metres.<br />
The <strong>aluminium</strong> sulphate waste, or byproduct, produced by the system can be neutralised in the<br />
plant waste treatment system or concentrated by evaporation and sold as liquid alum. Typical<br />
results are given in Table 2.<br />
Table 2 - Phosphoric Acid Bright Dip Recovery - typical results<br />
Stream<br />
Phosphoric acid<br />
(g/L)<br />
Aluminium<br />
(g/L)<br />
Bright dip bath 1340 20-40<br />
First (feed) rinse 150-200 3-6<br />
Third (final) rinse
TECHNICAL PAPER 129<br />
Conclusion<br />
With the increased focus on environmental concerns in all facets of business, anodisers can look<br />
at a number of opportunities in their plants that will reduce process <strong>chemical</strong> costs, reduce waste<br />
treatment <strong>chemical</strong> and labour costs, and, in many cases, enhance product quality. Recycling is<br />
an environmentally pro-active step that demonstrates a responsible corporate image to your<br />
customers, employees, and to the local authorities.<br />
References<br />
1. Pernick, J. “Problems in Hardcoat Anodising”, Plating and Surface Finishing Magazine, p. 32,<br />
(June, 1988).<br />
2. Dejak, M., “Acid Purification and Recovery using Resin Sorption <strong>Tec</strong>hnology - An Update”,<br />
presented at the AESF/EPA Pollution Prevention Conference, Orlando, Florida (1994)<br />
3. Brace, A.W., “Anodic Coating Defects - Their Causes and Cure”, <strong>Tec</strong>hnicopy Ltd.,<br />
Gloucestershire, England (1992)<br />
4. C. Brown, C. Fletcher, "The Recoflo® Ion Exchange Process", Ion Exchange <strong>for</strong> Industry, M.<br />
Streat, Ed., Chichester, UK: Ellis Horwood Limited (1988)<br />
5. C. Fletcher, V. Pace, "New Per<strong>for</strong>mance Standards <strong>for</strong> Demineralization set by Recoflo®<br />
<strong>Tec</strong>hnology", presented at the American Power Conference, Chicago, Illinois (1995)<br />
About the Author<br />
Paul Pajunen has, <strong>for</strong> the last 12 years, been with <strong>Eco</strong>-<strong>Tec</strong> of Pickering, Ontario, Canada, in<br />
various roles as process engineer, customer service engineer, and sales/marketing<br />
representative. He currently leads <strong>Eco</strong>-<strong>Tec</strong>'s marketing ef<strong>for</strong>ts as it pertains to the electroplating<br />
and <strong>aluminium</strong> metal finishing sectors. Mr. Pajunen holds a degree in <strong>chemical</strong> engineering from the<br />
University of Waterloo, is a registered professional engineer in the Province of Ontario, is a<br />
member of the American Electroplaters and Surface Finishers Society, Inc. (AESF), is a member of<br />
the Aluminium Anodisers Council (AAC), and is involved with the Metal Finishers Suppliers<br />
Association (MFSA), Canadian division.<br />
SM/<strong>Tec</strong>hnical Paper 129 03/99