AMPTIAC Quarterly, Vol. 9, No. 2, Summer/Fall 2005 - Advanced ...
AMPTIAC Quarterly, Vol. 9, No. 2, Summer/Fall 2005 - Advanced ...
AMPTIAC Quarterly, Vol. 9, No. 2, Summer/Fall 2005 - Advanced ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
V 50 (ft/s)<br />
3500<br />
3000<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
0.20<br />
0.22 cal. Fragment Simulating Projectile 0.50 cal. Fragment Simulating Projectile<br />
FEM<br />
EXP<br />
0.16<br />
Delamination Diameter (m)<br />
0.12<br />
0.08<br />
0.04<br />
Stitched<br />
Stitched<br />
0<br />
Plain<br />
Weave<br />
Triaxial<br />
Weave<br />
3D<br />
Orthogonal<br />
Weave<br />
3D<br />
Triaxial<br />
Weave<br />
3D<br />
Braided<br />
Weave<br />
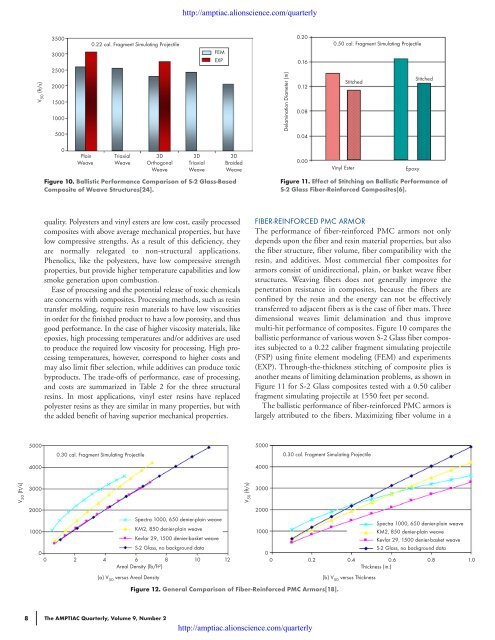
Figure 10. Ballistic Performance Comparison of S-2 Glass-Based<br />
Composite of Weave Structures[24].<br />
0.00<br />
Vinyl Ester<br />
Epoxy<br />
Figure 11. Effect of Stitching on Ballistic Performance of<br />
S-2 Glass Fiber-Reinforced Composites[6].<br />
quality. Polyesters and vinyl esters are low cost, easily processed<br />
composites with above average mechanical properties, but have<br />
low compressive strengths. As a result of this deficiency, they<br />
are normally relegated to non-structural applications.<br />
Phenolics, like the polyesters, have low compressive strength<br />
properties, but provide higher temperature capabilities and low<br />
smoke generation upon combustion.<br />
Ease of processing and the potential release of toxic chemicals<br />
are concerns with composites. Processing methods, such as resin<br />
transfer molding, require resin materials to have low viscosities<br />
in order for the finished product to have a low porosity, and thus<br />
good performance. In the case of higher viscosity materials, like<br />
epoxies, high processing temperatures and/or additives are used<br />
to produce the required low viscosity for processing. High processing<br />
temperatures, however, correspond to higher costs and<br />
may also limit fiber selection, while additives can produce toxic<br />
byproducts. The trade-offs of performance, ease of processing,<br />
and costs are summarized in Table 2 for the three structural<br />
resins. In most applications, vinyl ester resins have replaced<br />
polyester resins as they are similar in many properties, but with<br />
the added benefit of having superior mechanical properties.<br />
FIBER-REINFORCED PMC ARMOR<br />
The performance of fiber-reinforced PMC armors not only<br />
depends upon the fiber and resin material properties, but also<br />
the fiber structure, fiber volume, fiber compatibility with the<br />
resin, and additives. Most commercial fiber composites for<br />
armors consist of unidirectional, plain, or basket weave fiber<br />
structures. Weaving fibers does not generally improve the<br />
penetration resistance in composites, because the fibers are<br />
confined by the resin and the energy can not be effectively<br />
transferred to adjacent fibers as is the case of fiber mats. Three<br />
dimensional weaves limit delamination and thus improve<br />
multi-hit performance of composites. Figure 10 compares the<br />
ballistic performance of various woven S-2 Glass fiber composites<br />
subjected to a 0.22 caliber fragment simulating projectile<br />
(FSP) using finite element modeling (FEM) and experiments<br />
(EXP). Through-the-thickness stitching of composite plies is<br />
another means of limiting delamination problems, as shown in<br />
Figure 11 for S-2 Glass composites tested with a 0.50 caliber<br />
fragment simulating projectile at 1550 feet per second.<br />
The ballistic performance of fiber-reinforced PMC armors is<br />
largely attributed to the fibers. Maximizing fiber volume in a<br />
5000<br />
0.30 cal. Fragment Simulating Projectile<br />
5000<br />
0.30 cal. Fragment Simulating Projectile<br />
4000<br />
4000<br />
V 50 (ft/s)<br />
3000<br />
V 50 (ft/s)<br />
3000<br />
2000<br />
1000<br />
S-2 Glass, no background data<br />
0<br />
0 2 4 6 8 10 12<br />
Areal Density (lb/ft 2 )<br />
(a) V 50 versus Areal Density<br />
Spectra 1000, 650 denier-plain weave<br />
KM2, 850 denier-plain weave<br />
Kevlar 29, 1500 denier-basket weave<br />
2000<br />
Figure 12. General Comparison of Fiber-Reinforced PMC Armors[18].<br />
Spectra 1000, 650 denier-plain weave<br />
1000<br />
KM2, 850 denier-plain weave<br />
Kevlar 29, 1500 denier-basket weave<br />
S-2 Glass, no background data<br />
0<br />
0 0.2 0.4 0.6 0.8 1.0<br />
Thickness (in.)<br />
(b) V 50 versus Thickness<br />
8<br />
The <strong>AMPTIAC</strong> <strong>Quarterly</strong>, <strong>Vol</strong>ume 9, Number 2