

Heißkanaldüsen Typ SLT/-DLT Customer information
Heißkanaldüsen Typ SLT/-DLT Customer information
Heißkanaldüsen Typ SLT/-DLT Customer information

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong><br />
<strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
B. Braun builds a high-tech production line for infusion solutions with<br />
GÜNTHER Hot Runner Systems using innovative valve gate technology<br />
In its implementation of a challenging project, B. Braun<br />
relies on the innovative valve gate technology from<br />
GÜNTHER Heisskanaltechnik GmbH.<br />
As one of the largest infusion solution manufacturers in<br />
Europe, B. Braun Melsungen AG has started up a new<br />
high-tech production plant for infusion solutions in<br />
Melsungen, Germany. Under the name of L.I.F.E.<br />
(Leading Infusion Factory Europe), Braun has planned<br />
three new production lines to produce and fill infusion<br />
solutions, and completed implementation of the plan by<br />
putting the third line into operation in April.<br />
The entire process runs online: from the manufacturing<br />
of bottles made of polyethylene through bottle filling and<br />
closing to automatic labelling, packaging and storage. A<br />
plastic cap is placed on the filled and closed bottle, which<br />
is then overmolded with PE in a subsequent injection<br />
moulding process. This creates a liquid-tight connection<br />
between the cap and the bottle.<br />
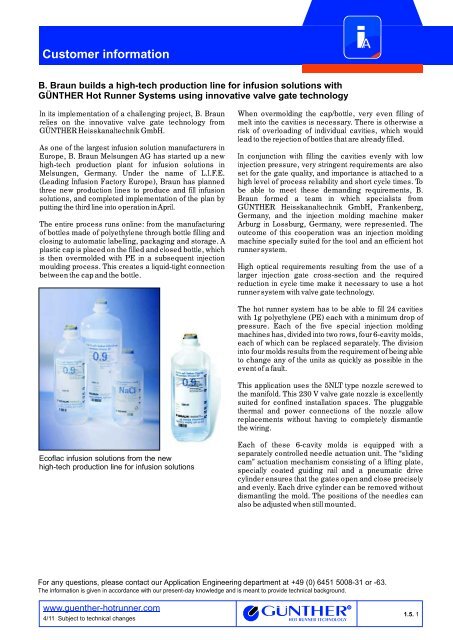
Ecoflac infusion solutions from the new<br />
high-tech production line for infusion solutions<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
When overmolding the cap/bottle, very even filling of<br />
melt into the cavities is necessary. There is otherwise a<br />
risk of overloading of individual cavities, which would<br />
lead to the rejection of bottles that are already filled.<br />
In conjunction with filling the cavities evenly with low<br />
injection pressure, very stringent requirements are also<br />
set for the gate quality, and importance is attached to a<br />
high level of process reliability and short cycle times. To<br />
be able to meet these demanding requirements, B.<br />
Braun formed a team in which specialists from<br />
GÜNTHER Heisskanaltechnik GmbH, Frankenberg,<br />
Germany, and the injection molding machine maker<br />
Arburg in Lossburg, Germany, were represented. The<br />
outcome of this cooperation was an injection molding<br />
machine specially suited for the tool and an efficient hot<br />
runner system.<br />
High optical requirements resulting from the use of a<br />
larger injection gate cross-section and the required<br />
reduction in cycle time make it necessary to use a hot<br />
runner system with valve gate technology.<br />
The hot runner system has to be able to fill 24 cavities<br />
with 1g polyethylene (PE) each with a minimum drop of<br />
pressure. Each of the five special injection molding<br />
machines has, divided into two rows, four 6-cavity molds,<br />
each of which can be replaced separately. The division<br />
into four molds results from the requirement of being able<br />
to change any of the units as quickly as possible in the<br />
event of a fault.<br />
This application uses the 5NLT type nozzle screwed to<br />
the manifold. This 230 V valve gate nozzle is excellently<br />
suited for confined installation spaces. The pluggable<br />
thermal and power connections of the nozzle allow<br />
replacements without having to completely dismantle<br />
the wiring.<br />
Each of these 6-cavity molds is equipped with a<br />
separately controlled needle actuation unit. The “sliding<br />
cam” actuation mechanism consisting of a lifting plate,<br />
specially coated guiding rail and a pneumatic drive<br />
cylinder ensures that the gates open and close precisely<br />
and evenly. Each drive cylinder can be removed without<br />
dismantling the mold. The positions of the needles can<br />
also be adjusted when still mounted.<br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
iA<br />
1.5. 1
View within the mold<br />
1.5. 2<br />
iA<br />
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong> <strong>Customer</strong> <strong>information</strong><br />
B. Braun builds a high-tech production line for infusion solutions with<br />
GÜNTHER Hot Runner Systems using innovative valve gate technology<br />
The melt is distributed through a main distribution similar<br />
to a stack mould, consisting of a manifold, a connection<br />
piece and heated transfer elements. These special<br />
transfer elements make it easy to replace the individual<br />
6-cavity molds.<br />
GÜNTHER valve gate echnology is distinguished by a<br />
long service life. Short cycle times and excellent gate<br />
quality without vestige can be achieved. Another<br />
advantage is that all parts subject to high wear can be<br />
eaesily replaced. Accordingly, problems such as nozzle<br />
clogging, poor part filling, gate stringing and inadequate<br />
gate quality can be avoided and shorter process times<br />
obtained.<br />
In comparsion to the plant previously used, it has been<br />
possible to reduce the cycle time and therefore also the<br />
process times by approx. 20%.<br />
Due to the many years of good experience that B. Braun<br />
has had with GÜNTHER Heisskanaltechnik and the<br />
convincing advantages of the valve gate system<br />
supported by the good technical service, the molds for<br />
the L.I.F.E. project were fitted with GÜNTHER hot<br />
runners.<br />
The L.I.F.E. project was implemented without delay. The<br />
project started in August 2002, and the first bottles were<br />
filled in February 2004. The requirements such as cycle<br />
time reduction, process reliability and the high quality of<br />
the injection gates have been constantly met since the<br />
commencement of the production.<br />
Dipl. Ing. Jörg Essinger<br />
Applications Engineering Manager<br />
Hot runner<br />
Cavity<br />
Segment of the mold<br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 4/11
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong><br />
<strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
B. Braun builds a high-tech production line for infusion solutions with<br />
GÜNTHER Hot Runner Systems using innovative valve gate technology<br />
Conveying the containers through the testing machine and<br />
labeller to the packaging section.<br />
“Sliding cam” actuation mechanism<br />
ensures that the gates open and<br />
close with precise consistency.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
“Sliding cam mechanism” detail GÜNTHER 5NLT<br />
valve gate nozzle<br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
iA<br />
1.5. 3
1.5. 4<br />
iA<br />
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
B. Braun builds a high-tech production line for infusion solutions with<br />
GÜNTHER Hot Runner Systems using innovative valve gate technology<br />
<strong>Customer</strong> <strong>information</strong><br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 4/11
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong><br />
<strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Smallest cavity pitches with the new micro flat nozzle type SFT/NFT<br />
A high number of cavities in a small space for micro<br />
articles made from technical thermoplastics is<br />
increasingly becoming one of the demands to be met<br />
today by modern injection molders. In order to enhance<br />
the economical efficiency in the production of such small<br />
articles, the trend today is going towards direct injection<br />
by means of a hot runner, in order to cut down on high<br />
sprue masses in comparsion to the part weight and to<br />
reduce cycle times determined by the sprue.<br />
GÜNTHER hot runner systems have always been<br />
especially well suited for these applications, on account<br />
of their excellent temperature control, outstanding<br />
thermal separation between the hot runner system and<br />
the mold, as well as technical innovations. The<br />
introduction of the SFT/NFT nozzle series has resulted in<br />
an additional wide range of possible applications.<br />
On account of their slightly different design as compared<br />
to conventional hot runner nozzles, cavity pitches from<br />
7 mm can be realized for open hot runner systems, and<br />
from 9 mm for hot runner systems with valve gate<br />
technology.<br />
The flat nozzles of the series SFT/NFT consist essentially<br />
of a metal tube with a tip, open passage or needle<br />
guide, a thermocouple and a nozzle body with integrated<br />
heating elements. The constant excellent temperature<br />
control of these nozzles with simultaneous high heating<br />
output in the area of the tip is achieved by the use of<br />
nickel-plated brass (CuZn) as basic material of the<br />
nozzle body and the two heating cartridges, which are<br />
operated via one control circuit.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
Thermal separation from the mold is achieved by an air<br />
gap and by means of a special titanium ring in the contact<br />
area of the tip.<br />
The standard diameters of the material channel of these<br />
nozzles range from 2.8 mm to 6.0 mm, and they are available<br />
in the lengths L of 60 mm, 90 mm or 110 mm. It goes<br />
without saying that custom/made solutions to meet<br />
special application requirements are also possible. In<br />
this case, we recommend contacting our engineering<br />
department.<br />
The advantages of this line of nozzles are shown in the<br />
following example of an interesting application.<br />
The task was to realize direct gating of a part made of<br />
PPS GF30 with a weight of 0.1 g. The part is a housig of<br />
an electronic component and must be molded onto a<br />
punch-out strip for further processing. The customer also<br />
wanted to have separate thermal control of each gate.<br />
Thus, due to the specified size of the injection molding<br />
machine and the required number of 64 cavities, the job<br />
of the hot runner system was clearly defined.<br />
The processing of this glass-fiber filled high temperature<br />
plastic requires the use of a nozzle tip made of a special<br />
hard metal alloy to reduce tip wear and the use of a<br />
thermocouple suitable for high temperature applications.<br />
In addition, the high temperature application also<br />
requires full insulation with a material able to withstand<br />
manifold temperatures up to 600°C, minimizing the heat<br />
dissipation from the manifold.<br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
iA<br />
1.5. 5
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
1.5. 6<br />
iA<br />
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Smallest cavity pitches with the new micro flat nozzle type SFT/NFT<br />
The given dimensions of the punch-out strip resulted in a<br />
grid dimension with a distance of 122 mm between<br />
double rows of nozzles and a nozzle pitch of<br />
15 x 9.35 mm for the position of the gates.<br />
It was no problem to implement the required nozzle pitch<br />
of 9.35 mm. However, the distance of 15 mm between a<br />
pair of rows and the separate control of each gate necessitated<br />
developing a “twin flat nozzle” 3SFT60S.<br />
This “twin flat nozzle” 3SFT60S consists of a nozzle body<br />
incorporating two material tubes with hard metal tips and<br />
two separately controlled heating elements. It was<br />
decided to do without full balancing because of the low<br />
part weight and the consequently increased dwell time of<br />
the material in the hot runner system. Due to the low part<br />
weight and the minimal pitches, the calculation of the<br />
pressure drop in a partially balanced hot runner system<br />
<strong>Customer</strong> <strong>information</strong><br />
has resulted in a very small pressure difference whith no<br />
negative impact on the production process.<br />
This complete hot runner system requires 66 control<br />
points, 64 for the individual cavities and 2 for the<br />
manifold. As a “Hot Half”, i.e. with the clamping plate,<br />
frame plate and cavity nesting plate, the system was<br />
completely wired, assembled and tested before delivery<br />
to the customer.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 4/11
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong><br />
<strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Stable and Material Saving Processing of Flame Retardant Polyamides with<br />
GÜNTHER Hot Runner Technology<br />
As a world leading supplier, Moeller GmbH (Bonn) pro-<br />
duces components and systems for automation, command<br />
and control devices. Diverse electrical and electronic<br />
components made of plastic are used in these systems.<br />
Fig. 1 Pushbuttons in command and control equipment<br />
(photo: Moeller GmbH)<br />
For a long time now Moeller has been using molds with<br />
hot runners for sprueless production of these parts. The<br />
advantages of hot runner technology over a conventional<br />
gating system include savings in material and a<br />
reduction in cycle time.<br />
When selecting a plastic for electronic components, it is<br />
often necessary to take account not only of the design<br />
requirements but also of statutory provisions and standards.<br />
In the electronics industry, for example, plastic<br />
components that are in direct contact with live parts must<br />
conform to the IEC Standard (International Electrotechnical<br />
Commission) etc. A further requirement is<br />
that the plastic must be capable of extinguishing itself<br />
after catching fire. Here, Standard 94 of the Underwriters<br />
Laboratories has established itself throughout<br />
the world as the authoritative standard for classifying<br />
flame retardance in plastics. The classification in standard<br />
94 of UL depends on the rate of combustion, time<br />
needed for extinction, formation of drops and afterglow<br />
time. Depending on the component's function, the<br />
following criteria must be met:<br />
UL94 V2: Vertical test specimen; self-extinguishing up<br />
to 30s after withdrawal of the flame, drips of flaming<br />
particles allowed; afterglow max. 60s.<br />
UL94 V0: Vertical test specimen; self-extinguishing up<br />
to 10s after withdrawal of flame; no drips of flaming<br />
particles; afterglow max. 30s.<br />
Moeller usually uses PA66 reinforced with 25% fiber<br />
glass with flame retardant for housing of electrical or<br />
electronic components. This type of material complies<br />
with UL94-V2 combustibility grading as well as other<br />
standards.<br />
A lot of devices from Moeller are also used in areas subject<br />
to the ATEX directives (ATEX = Atmospheres Explosibles<br />
= potentially explosive atmospheres). Here the requirements<br />
set for flammability have recently been<br />
tightened so that these components must now meet the<br />
requirements in combustibility class UL94-V0. On<br />
account of this more stringent requirement Moeller has<br />
had to replace the type of plastic it had previously used in<br />
a lot of components by an appropriate one classified in<br />
conformance with UL94-V0.<br />
Depending on the polymer, various flame protection systems<br />
are necessary to make a plastic flame-retardant. In<br />
the case of the PA66 used here, red phosphorus is used<br />
to give flame retardancy. The combustibility class is<br />
usually influenced by the quantity of the flame protection<br />
system used. Depending on the quantity, the red phosphorus<br />
used here reacts more or less strongly to temperature.<br />
Accordingly overheating during processing can<br />
cause thermal damage to the flame retardant. The gases<br />
arising as a result can form deposits on the mold and lead<br />
to corrosion. Occasionally the gases can even inflame.<br />
The PA66 with 25% glass fibers originally used by<br />
Moeller (combustibility class in conformance with UL94-<br />
V2) could be processed easily with the existing hot<br />
runner system. However, after changing to a PA66-GF25<br />
conforming to combustibility class UL-V0, serious problems<br />
arose when processing with this hot-runner system.<br />
In spite of the processing temperatures of 275…295°C<br />
being appropriate for the material, extremely severe deposits<br />
appeared on the molds. The molds had to be<br />
cleaned every 30,000 to 35,000 shots. In addition to<br />
cleaning the mould deposits, the mold inserts had to be<br />
replaced after every 250,000 shots because of<br />
corrosion. The reason for this heavy formation of<br />
deposits and corrosion in the mold was the significantly<br />
excessive rise in temperature in the hot runner nozzles in<br />
connection with the higher quantity of red phosphorus in<br />
the PA66. With a temperature of 290°C set at the control<br />
unit, temperatures of approx. 360°C were sometimes<br />
measured in the nozzles. This caused a reaction in the<br />
flame retardant.<br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
iA<br />
1.5. 7
iA<br />
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
At that time GÜNTHER Heisskanaltechnik GmbH,<br />
specialized in the processing of demanding plastics, was<br />
given an order by Moeller to test an optimized hot runner<br />
system, at first for a 2K component. For the trial Moeller<br />
selected the “button insertion guide“ for holding a<br />
pushbutton (Fig. 2, 3) made of a flame-retardant PA66<br />
(with 25% glass fibers) and a TPE.<br />
Fig. 2 Pushbutton insertion<br />
guide for a pushbutton,<br />
made of PA 66 Gf25<br />
(Moeller)<br />
Fig. 3 Pushbutton<br />
(Moeller)<br />
The following criteria were set for selecting the hot<br />
runner system:<br />
� � �processability of a PA66 with glass fibers and<br />
flame retardant (red phosphorus / UL94-V0)<br />
�consistent temperature profile over the whole<br />
length of the nozzle<br />
�no massive temperature increase in the nozzle<br />
�low level of shear stress on the melt in the hot<br />
runner.<br />
<strong>Customer</strong> <strong>information</strong><br />
Stable and Material Saving Processing of Flame Retardant Polyamides with<br />
GÜNTHER Hot Runner Technology<br />
The hot runner nozzle with a two-part shaft developed<br />
and patented by GÜNTHER Heisskanaltechnik GmbH<br />
(Fig. 4) has been selected.<br />
Fig. 4 Nozzle with shaft<br />
(Photo: GÜNTHER Heisskanaltechnik GmbH)<br />
This hot runner nozzle is setting standards in precision<br />
and economic efficiency. Various design features in the<br />
two-component shaft of the hot runner nozzle ensure<br />
excellent insulation in the front area of the nozzle and<br />
keep heat losses between the hot runner nozzle and the<br />
cavity extremely low.<br />
Due to this thermal insulation between the hot runner<br />
nozzle and the mold there is no problem in processing<br />
engineering plastics and high temperature polymers.<br />
From the lowest shot weights, as of approx. 0.019 g up to<br />
shot weights of approx. 5000 g, a wide range of<br />
applications in technical and precision injection molding<br />
are covered by the GÜNTHER hot runner technology<br />
portfolio.<br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
.<br />
www.guenther-hotrunner.com<br />
1.5. 8<br />
Subject to technical changes 4/11
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong><br />
<strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Stable and Material Saving Processing of Flame Retardant Polyamides with<br />
GÜNTHER Hot Runner Technology<br />
Material<br />
tube<br />
Heater<br />
Air<br />
Gap<br />
solidified<br />
plastic<br />
Melt<br />
Shaft made of<br />
titanium alloy<br />
Open nozzle tip<br />
Fig. 5 Detail<br />
Nozzle with shaft and open nozzle tip (DHT nozzle)<br />
The optimal thermal insulation minimizes the heat loss of<br />
the nozzle through heat conduction. This assures<br />
consistent temperature control in the nozzle and prevents<br />
an excessive rise in temperature at which the temperature<br />
measured in the nozzle is much higher than the<br />
target temperature. This prevents any possible damage<br />
of the plastic melt or additives (flame retardant) caused<br />
by an excessive rise in temperature.<br />
To keep the shear stress on the melt as low as possible,<br />
the nozzle was provided with an open nozzle tip (Fig. 5)<br />
instead of a torpedo tip. This allows an unobstructed melt<br />
flow through the nozzle and intermediate gating into the<br />
cavity. As the parts are filled through a sub-runner, the gate<br />
vestige at the injection point is of little importance.<br />
Compared to a nozzle with torpedo tip the residual sprue<br />
is slightly bigger.<br />
Fig. 6 Vertical construction of the hot runner system for<br />
“pushbutton insertion guide“, Component 1 (PA66-<br />
GF25): 4-drop, 2x 5DHT50 nozzle on sub-runner<br />
The opening characteristics of the nozzle are critical for a<br />
reliable process. Tests have shown that both nozzles<br />
with an open nozzle tip give an even filling pattern at the<br />
same temperature. These filling patterns carried out to<br />
different filling degrees can be reproduced over a large<br />
number of cycles. Figures 6 and 7 show the result of the<br />
filling analysis at 25% and 50% filling.<br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
iA<br />
1.5. 9
iA<br />
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Fig. 7 Filling pattern with 25 % mold filling<br />
Fig. 8 Filling pattern with 50 % mold filling<br />
The good insulation of the 5DHT50 B nozzle used allows<br />
the material to be processed at a nozzle temperature of<br />
265...270°C to significantly reduce the emission of gases<br />
from the flame retardant. The intervals for the necessary<br />
maintenance work have been extended from < 35,000<br />
shots before to > 50,000 shots now. With the previous<br />
system the inserts were worn after approx. 250,000<br />
shots due to corrosion but now with the GÜNTHER hot<br />
runner system, more than 1.2 million shots have been<br />
possible without corrosive wear.<br />
<strong>Customer</strong> <strong>information</strong><br />
Stable and Material Saving Processing of Flame Retardant Polyamides with<br />
GÜNTHER Hot Runner Technology<br />
Fig. 9 2K-mold for insertion guide (4-fold)<br />
Although nozzles with open nozzle pieces are used, the<br />
plastic melt does not drool when the mold opens. One of<br />
the reasons for melt drooling is imprecise temperature<br />
control in the hot runner nozzle. Excessively high<br />
temperatures in the hot runner can cause the melt to<br />
expand and plastic can exude even when the mold<br />
opening times are very short. In practice this effect is due<br />
to a very narrow process window: There are often only<br />
approx. 5K between the freezing and the explosion-type<br />
opening of the nozzle and the associated drooling of the<br />
melt.<br />
The changeover has had another effect, too: Using this<br />
hot runner nozzle has prevented the formation of streaks<br />
around the injection point.<br />
In the meantime the process capability of the GÜNTHER<br />
hot runner systems has been proving its worth for more<br />
than a year. Meanwhile, Moeller has equipped two<br />
further molds for processing this PA type (PA66 25% GF;<br />
UL-V0) with GÜNTHER hot runner systems (5DHT50B<br />
nozzles). Here, too, this type of material can be<br />
processed without any problems.<br />
Dipl. Ing. Jörg Essinger<br />
Applications Engineering Manager<br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
.<br />
www.guenther-hotrunner.com<br />
1.5. 10<br />
Subject to technical changes 4/11
<strong>Customer</strong> <strong>information</strong><br />
Preventing flow marks on injection molded parts<br />
The requirements set on molded parts in the visible area<br />
are high, a clean injection point is indispensable. This is of<br />
particular importance for components which are backlit,<br />
as it is the case with light covering panels. Flow marks<br />
caused by flow separation of the melt in the nozzle can<br />
lead to quality problems. To ensure process reliability,<br />
nozzles with multi-purpose pluggable tips are used by<br />
Werner Langer Metall- und Kunststoffverarbeitung, a<br />
metal and plastics processing company.<br />
A PMMA-type material, optimized for transparency and lack of<br />
streaks, is used for light covering panels (between the mold<br />
halves).<br />
Plastics processing company Werner Langer produces<br />
three different kinds of light covering panels for Simon &<br />
Schelle, a lighting manufacturer. The production started<br />
in early 2007. “Our customer's quality standards as well<br />
as the requirements on the light covering panels were<br />
clearly defined,” says Werner Puppe, technical manager<br />
at the plastics processing company from Meschede-<br />
Berge, “a clean injection point, no flow marks or weld<br />
lines, little warpage, absolutely no sink marks on the side<br />
flanges of the covering panels, and a high-quality surface<br />
finish. After all, the light covering panels shall be used as<br />
mirror lightings in the bathroom.”<br />
Use of conventional nozzles is problematic<br />
Standard nozzles with screwed-in tips, sufficient for most<br />
of the injection molding applications, could not be used for<br />
production of light covering panels because their use<br />
goes together with flow separation of the melt. This would<br />
have caused flow marks on the opaque covering panels<br />
which would be visible when backlit. In search of a<br />
solution, the company contacted hot runner supplier<br />
GÜNTHER Heisskanaltechnik.<br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
iA<br />
“Since we have been in contact with this supplier since<br />
1988, and have always appreciated is good consulting<br />
services and technical support, we were looking for<br />
collaboration on this application as well. For this<br />
purpose, we made the 3D design data of the part<br />
available for the hot runner specialist. As a result,<br />
GÜNTHER came up with a proposal to use a nozzle type<br />
with a multi-purpose pluggable tip.” This relatively new<br />
type of the tip enables the melt to be mixed in such a way<br />
that there are no longer flow marks seen on the molded<br />
part. This is a unique selling point of the multi-purpose<br />
pluggable tip on the market.<br />
“The design of the nozzle tip yields a very low shear<br />
potential,” says Walter Ehlert, in charge of consulting and<br />
sales at the hot runner specialist. “Competitive products<br />
do feature some design principles which should result in<br />
flow marks being avoided; however, these techniques<br />
often increase the level of shear stress in the melt, which<br />
may lead to degradation of the plastics. This can often be<br />
seen in the form of streaks on molded parts.” This<br />
problem arises particularly in the case of light covering<br />
panels: The molded part is very long, so it must be filled<br />
quickly. The multi-purpose pluggable tip, designed with<br />
its maximum depth of clearance, produces minimal<br />
pressure drop together with a very low level of shear<br />
stress.<br />
The new multi-purpose pluggable tip, here in a nozzle of the<br />
SET60S type, enables the melt to be mixed in such a way that<br />
no flow marks appear on injection molded parts.<br />
1.5. 11
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Preventing flow marks on injection molded parts<br />
Apart from flow marks being avoided, two further quality<br />
features of the manufacturing process have caught Mr.<br />
Puppe's eye: “Virtually no warpage and no sink marks on<br />
the whole length of the light covering panels, this is really<br />
amazing. We would not have been able to get such a<br />
result with conventional nozzles.” Last but not least, the<br />
design of the new nozzle enables particularly fast color<br />
changes. This is because the melt channel is designed to<br />
optimize flow so that the material comes to rest nowhere,<br />
which results in an optimal melting process.<br />
„Without a nozzle type with a<br />
multi-purpose pluggable tip, we<br />
would have had to use a 2-drop<br />
manifold for this application, “ adds<br />
Puppe, „this would have forced up<br />
the prices. The costs of a nozzle with<br />
a multi-purpose pluggable tip are<br />
only marginally higher than those of<br />
a conventional nozzle. Thus, better<br />
Werner Puppe product characteristics are<br />
technichal manager, combined with decreased process<br />
at Werner Langer, costs.“<br />
a plastics processing,<br />
company from<br />
Meschede<br />
Molds on hand can be retooled<br />
The multi-purpose pluggable tip is intended primarily for<br />
parts that have to meet demanding requirements for<br />
optical clarity, such as, for example, applications<br />
involving polycarbonate or PMMA, or perhaps POM<br />
homopolymers. “No applications using fiberglassreinforced<br />
plastics have been implemented so far.<br />
However, they are also possible if the tip is made of hard<br />
metal,” says Ehlert.<br />
The customer of Werner Langer chose an opaque white<br />
shade for the light covering panels, which limited the<br />
selection of the material right from the start. A PMMA-<br />
type material, optimized for transparency and lack of<br />
streaks, is used for this application.<br />
Since the part is closed on the one side and open on the<br />
other, different flow paths in the mold are the result. To<br />
obtain a proper nozzle position, a mold flow analysis was<br />
carried out to come up with an off-center positioning of<br />
the nozzle. “During the sampling inspection as well as<br />
when starting up the mold, there was not a single<br />
problem with the hot runner nozzle,” says Puppe.<br />
“Plug&Play”, this is how he describes the change-over to<br />
the new nozzle concept.<br />
The tool is installed in an Engel injection molding<br />
machine, type 1050/200, with a clamping force of<br />
2,000 kN. A linear handling device takes the parts and<br />
puts them on a conveyor belt where they are manually<br />
packaged. Molds on hand can be retooled with the new<br />
kind of nozzle. In fact, the installation of a nozzle with a<br />
multi-purpose pluggable tip requires just a little<br />
modification of the mold contour. “However, only very<br />
small modifications are necessary to replace a<br />
GÜNTHER hot runner nozzle,” says Ehlert.<br />
Wide range of applications<br />
It is only natural that recently developed products, such<br />
as the multi-purpose pluggable tip, which are relatively<br />
new on the market do not immediately become<br />
widespread in applications. First of all, it is necessary to<br />
gain experience, and test the basic applications in longterm<br />
studies. For one and a half years now, the multipurpose<br />
pluggable tip has been included in the product<br />
range offered by GÜNTHER. The market entry phase is<br />
over, and Ehlert sees large areas of application, for<br />
instance, in the automotive industry, as well as for every<br />
application which requires optical parts.<br />
For Werner Langer, the testing phase is over for some<br />
time already, at least with regard to the light covering<br />
panels; the production is a complete success. Puppe is<br />
confident: “When it comes to the production of optically<br />
demanding parts, we will continue using the nozzle with<br />
a multi-purpose pluggable tip.”<br />
For any questions, please contact our Application Engineering department at +49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
1.5. 12<br />
iA<br />
<strong>Customer</strong> <strong>information</strong><br />
The light covering<br />
panels are manufactured<br />
on an<br />
Engel injection<br />
molding machine,<br />
type 1050/200,<br />
with a clamping<br />
force of 2,000 kN.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 4/11
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Hot runner technology for medical<br />
products: Precision millions of times<br />
Mini-Spike and Transofix, these are the names of two<br />
products manufactured by B.Brown, a healthcare<br />
company. These medical products are provided with<br />
protective caps which, manufactured with high precision,<br />
are required in millions of units every year. To guarantee<br />
a trouble-free production, the company trusts in systems<br />
supplied by GÜNTHER Heißkanaltechnik.<br />
The first product serves as a withdrawal and injection<br />
spike for multi-dose containers, the second one as a<br />
transfer device for sterile liquids, e.g. for drug admixture.<br />
In spite of the high number of pieces, precision has the<br />
highest priority when producing protective caps. „The<br />
force fit of the protective caps must be manufactured in<br />
such a way that on the one hand the caps do not get lost<br />
during transportation of medical products, but on the<br />
other hand can nevertheless be easily withdrawn,” says<br />
Stefan Moser, a project manager at B.Braun Melsungen<br />
AG. “And this must also be possible when the user is<br />
wearing Latex gloves which can additionally be<br />
moistened with liquids like solvents.“<br />
Until the conversion of production at the beginning of<br />
2007, the company had manufactured protective caps<br />
using two conventionally designed multi-cavity molds<br />
with multi-tip nozzles.<br />
Picture: Parting line 1 of the tandem mold is intended for manufacturing<br />
the Mini-Spike protective cap, parting line 2 (pictured)<br />
for manufacturing the Transofix protective cap<br />
The conversion of production was triggered by the fact<br />
that, first, those molds with a low number of cavities<br />
could no longer provide the required production<br />
volume and, second, the Mini-Spike tool had reached<br />
its wear limit.<br />
The tandem technology seemed to be appropriate to<br />
solve the quantity problem. By this method two<br />
different parts can be separately and individually<br />
injection molded in an overlapping injection cycle on<br />
an injection molding machine using a tandem mold<br />
provided with two parting lines. The volumes and the<br />
quantity of pieces can be set individually for each<br />
parting line. The gating system of the tandem mold<br />
consists of an alternating slider with a bayonet socket,<br />
with one of the sides respectively locked and the other<br />
one unlocked for opening. “The design of the system is<br />
simple, rugged and not susceptible to malfunctions,”<br />
says Joachim Hammer, a machine setter and quality<br />
controller at the supplier from Melsungen.<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
iA<br />
Picture: Stefan Moser, project manager (left), Benjamin Koch,<br />
responsible for machine optimization (middle), and Joachim Hammer<br />
(right), machine setter and quality controller at Braun Melsungen<br />
1.5. 13
1.5. 14<br />
iA<br />
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong> <strong>Customer</strong> <strong>information</strong><br />
Hot runner technology for medical<br />
products: Precision millions of times<br />
Implementation of tandem technology requires an<br />
injection molding machine with a relatively high<br />
installation height of the mold and adapted<br />
programming. B.Braun decided to use a machine of the<br />
type Engel 200/90 V Electric with an electrical injection<br />
unit.<br />
“The hot runner system is the highlight of the tandem<br />
mold,” emphasizes Stefan Moser. “This system does not<br />
only guarantee an equal filling of the cavities on both<br />
sides of the mold, but also a faultless gate point at the<br />
protective caps.” “Because of the high number of cavities<br />
24+48 in the tandem mold, we first focused on a 24+48drop<br />
hot runner system with individually controlled open<br />
single nozzles,” says Walter Ehlert, responsible for<br />
consulting and sale at GÜNTHER Heisskanaltechnik.<br />
For about 20 years B.Brown has been trusting in<br />
components provided by the company from<br />
Frankenberg.<br />
Picture: Open multi-tip nozzle of the type 26ZHT – all in all 24 nozzles<br />
are installed in the two parting lines of the mold: 12 of them with two<br />
tips each on the Mini-Spike side, and 12 of them with four tips each<br />
on the Transofix side<br />
Picture: Mini-Spike, a withdrawal and injection spike for multi-dose<br />
containers (above) and Transofix, a transfer device (below), each of<br />
them with a protective cap (green color): Such a protective cap made<br />
of polyethylene (Lupolen 3020K) barely weights 0.5g<br />
“But it would have been too demanding and expensive to<br />
install such a system within the planned compact mold,”<br />
Walter Ehlert continues to explain. Since the hot runner<br />
with multi-tip nozzles did function well in the mold in<br />
stock, this technical alternative solution has finally come<br />
into view.<br />
Ehlert describes the advantages of multi-tip nozzles for<br />
tandem production in the following way: “These nozzles<br />
have a very small structural shape, therefore they allow<br />
very small patterns in the mold, keeping the controlling<br />
effort low.” However, the use of multi-tip nozzles is often<br />
a compromise because there is only one control zone for<br />
four gates. Therefore the user cannot control the details<br />
of the process so well as with single nozzles. However,<br />
with “simple” materials this feature can be compensated<br />
for without any problems.<br />
The concept of the hot runner system comprises twelve<br />
open multi-tip nozzles per parting line; the ones of the<br />
type 26ZHT18/2/67-S with two tips on the Mini-Spike<br />
side, and the others of the type 26ZHT18/4/67-S with<br />
four tips on the Transofix side. Valve gate technology<br />
was originally planned only for the sprue bar. However,<br />
since the mold was thought to work with a stiff sprue bar<br />
which moves away when the parting line 1 opens, valve<br />
gate technology was also provided for the injection<br />
molding machine along with the needle valve in the<br />
sprue bar.<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 4/11
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Hot runner technology for medical<br />
products: Precision millions of times<br />
This has the advantage that the machine is able to<br />
continue conveying even with the sprue bar moving<br />
away to eject the parting line 1.<br />
“However, at the beginning of the series production it<br />
was problematic with this configuration to evacuate the<br />
pressure quickly enough from the hot runner system,<br />
remembers Moser. In principle, due to tandem<br />
technology, the material for each injection molded part<br />
has to be injected and conveyed, and finally the pressure<br />
has to be removed again from the system in half of the<br />
cycle time. With the protective caps, the material<br />
squeezed out of the system on the injection side, and the<br />
parts initially showed extreme stringing.”<br />
The problem was basically solved with the following<br />
measures: The machine valve gate nozzle was replaced<br />
by an open nozzle, the inner cross-section of the<br />
connecting nozzle was enlarged, and the machine<br />
program was optimized. Today, the cycle time of the<br />
single part has been reduced by 10%, with two parts<br />
being produced at the same time due to tandem<br />
technology with alternating injection and cooling.<br />
To sum it up, good filling performance for all cavities, no<br />
stringing, good tear-off behavior are the parameters for<br />
which the hot runner system supplied by the<br />
Frankenberg company is substantially responsible.<br />
The company was founded 25 years ago. Today it<br />
employs about 200 people, and operates together with<br />
its partners all over the world.<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
iA<br />
Picture: “Hot half” with view on the multi-tip nozzles 26ZHT with<br />
four tips<br />
1.5. 15
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Hot runner systems for plastics filled with<br />
metal or ceramic powders<br />
The MIM (Metal Injection Molding) and CIM (Ceramic<br />
Injection Molding) technologies use injection molding<br />
process to produce metal and ceramic components<br />
which could not, or only with considerably more effort, be<br />
produced by machining. With these methods threedimensional<br />
components, e.g. for medical engineering<br />
products, can be molded in only one working step with no<br />
need of subsequent machining. Without well adapted hot<br />
runners it is hardly possible to ensure manufacturing<br />
process reliability.<br />
Metal and ceramic powder filled plastics are used in<br />
many different fields. Examples of use of MIM are<br />
components for consumer products like ballpoint pens or<br />
for medical engineering products. Products<br />
manufactured by CIM are in demand where ceramics are<br />
required for insulation, often in conjunction with high<br />
temperatures. Sample applications can be found in the<br />
lighting industry. Both of the processes are relatively<br />
easy to use and make it possible to produce components<br />
without subsequent machining. Complex components<br />
can be manufactured this way.<br />
An application example for the MIM technology is an<br />
implantable infusion pump used in pain management for<br />
chronically ill patients. This device, installed in the<br />
abdominal wall, is applied for the measured dispensing<br />
of pain medication into the human body.<br />
The base plate was formerly manufactured by machining<br />
from a special, relatively expensive titanium alloy. This<br />
method was not only time-consuming but also expansive<br />
because of swarf. However, to realize the idea of<br />
manufacturing this component by MIM was not so easy<br />
at the beginning. Although it is normally quite easy to<br />
manufacture three-dimensional components by injection<br />
molding, the difficulty in this case was that the base plate<br />
had a large diameter and significant changes in wall<br />
thickness.<br />
This problem has been solved by injection molding the<br />
component with three parallel hot runner nozzles. It has<br />
resulted in short flow paths and more even pressure<br />
distribution to yield a component which is manufactured<br />
in only one working step without the necessity of<br />
subsequent machining. Lower production costs are yet<br />
another compelling factor.<br />
With the MIM and CIM processes, a metal or ceramic<br />
powder is mixed with a binding agent, often polyethylene<br />
or polyoxymethylene, and a special wax, and then<br />
granulated.<br />
This mixture, called a "feedstock", can be processed by<br />
injection molding like any conventional plastic material.<br />
The plastic material is then removed from the molding,<br />
the so-called "green part", by heating. After debinding,<br />
this component has a porous structure because of the<br />
removal of the plastic material and is called the "brown<br />
part".<br />
By sintering of this brown part the metal and ceramic<br />
constituents are baked together to form a component<br />
with a homogeneous structure whose density and<br />
resistance does not differ from a conventionally<br />
manufactured steel or ceramic component.<br />
The advantages of e.g. a metal component, like high<br />
mechanical resistance and high conductivity, are<br />
combined with a relatively simple way of manufacturing.<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
iA<br />
Picture: The titanium alloy base plate (below) of an implantable<br />
infusion pump was formerly manufactured by a complex<br />
machining process. Today the MIM technology allows for scrap-free<br />
manufacturing without subsequent machining. (Photo: TiJet)<br />
1.5. 16
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong> <strong>Customer</strong> <strong>information</strong><br />
Hot runner systems for plastics filled with<br />
metal or ceramic powders<br />
Basically, conventional injection molding machines can<br />
be used for CIM and MIM. But if a manufacturer wants to<br />
use these processes on long term, wear-resistant<br />
cylinders, screws and non-return valves should be used<br />
because these components are submitted to an<br />
increased abrasion due to metal and, even to a higher<br />
extent, ceramic powders. Discussions with feedstock<br />
manufacturers and plastic processors have shown that<br />
80 to 90% of the parts produced by using MIM and CIM<br />
are manufactured by means of a cold runner with a sprue<br />
rod. A big fraction of the sprue rod can be recycled,<br />
nevertheless it would be very promising to avoid this<br />
production step by using hot runner systems.<br />
A very homogeneous temperature control in the hot<br />
runner is required, since the materials have a very small<br />
processing window. Variations of the temperature lead to<br />
a segregation of binder and powder which results in<br />
shrinkage differences and finally in the formation of<br />
cracks in the component during the sintering process.<br />
For these applications, GÜNTHER Heisskanaltechnik<br />
GmbH recommends using its hot runner nozzles e.g. of<br />
the _HT type which are designed to meet higher<br />
requirements.<br />
The patented two-stage nozzle shaft guarantees an<br />
excellent isolation at the forward section of the shaft,<br />
providing for an extremely low heat loss between hot<br />
runner nozzle and cavity, and for a very homogeneous<br />
heat distribution within the nozzle.<br />
1.5. 17<br />
Material tube<br />
(25 W/mK)<br />
Heater<br />
Air<br />
(0,04 W/mK)<br />
Gap solidified<br />
plastic<br />
(0,2...1,2 W/mK)<br />
iA<br />
Picture: The two-stage shaft of the SHT type nozzle and the frozen<br />
plastic material which forms a "cap" around the nozzle provide for<br />
optimized isolation towards the cavity and therefore produce a<br />
homogeneous temperature profile in the nozzle.<br />
Melt<br />
Shaft made of<br />
titanium alloy<br />
(7 W/mK)<br />
Open nozzle tip<br />
(100 W/mK)<br />
In addition, the frozen plastic material forms a "cap"<br />
around the nozzle, thus providing thermal separation<br />
between hot runner nozzle and cavity.<br />
However, this feature produces quite the opposite effect<br />
for metal filled plastic materials because of the metal<br />
powder conductivity. In this case the mixture of plastic<br />
material and metal powder would draw the heat off the<br />
nozzle. That's why the supplier equip the nozzles used<br />
for MIM with special insulating caps made of a highly<br />
heat resistant plastics like polyetheretherketone (PEEK)<br />
or polyimide (PI) to provide thermal separation. A tubular<br />
titanium shaft located around the hot runner nozzle<br />
additionally improves the insulating effect.<br />
This is a certain distinctive feature of the products<br />
supplied by Günther, since most of the hot runner<br />
nozzles on the market have no two-stage shaft and<br />
achieve the sealing by direct metallic contact with the<br />
material tube in the mold insert. This leads to a very high<br />
heat loss which has to be compensated by a higher<br />
temperature in the hot runner nozzle. This causes an<br />
excessive rise of the temperature as well as temperature<br />
variations, and therefore the materials cannot be<br />
processed in a reliable way.<br />
With the MIM technology, the parts are often molded by<br />
direct gating, and not via a sub-runner. Nevertheless, a<br />
relatively large gating point must be used in this case to<br />
obtain the necessary throughput and to transfer<br />
sufficient heat into the gate point. This is necessary<br />
because the metal-filled material transfers some of the<br />
heat into the cavity, and the melt freezes quickly due to<br />
the high filler content.<br />
However, with the CIM technology a sub-runner is often<br />
used. Here, too, a large gate point is of importance in<br />
order to cause as little as possible shear stress and to<br />
transfer the melt as quickly as possible into the cavity.<br />
With regard to wear resistance, hot runners have to meet<br />
severe requirements, for both MIM and CIM. The<br />
products of Günther Heisskanaltechnik have nozzle tips<br />
made of hard alloy to provide reliable wear protection.<br />
For this reason high life times are possible with no need<br />
to change components of the nozzle.<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 4/11
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Hot runner systems for plastics filled with<br />
metal or ceramic powders<br />
A further quality increase can be achieved by hot runner<br />
nozzles and manifolds which are heated by a fluid.<br />
It is well known that in particular for the processing of CIM<br />
feedstock a very homogeneous temperature control is<br />
necessary in order to avoid segregation and<br />
inhomogeneities of the melt. This may cause void<br />
formation in the component. Because of the inertia of the<br />
fluid, a nozzle heated by a fluid provides an even more<br />
constant temperature behavior than an electrically<br />
heated hot runner nozzle.<br />
Dipl. Ing. Jörg Essinger<br />
Applications Engineering Manager<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
iA<br />
Picture: Hot runner nozzles which are heated by a fluid provide a far<br />
more homogeneous heating as electrical heaters, and maintain<br />
the temperature at a considerably more constant level.<br />
1.5. 18
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Hot-Runner Systems for High Injection Speeds<br />
When Speed Counts<br />
When delicate parts with thin walls and long flow parts<br />
are required, quick injections are essential for reliable<br />
production processes. Rapid injection processes are<br />
often indispensable for large-volume parts too however.<br />
An adapted hot-runner technology allows perfect<br />
processes and products here.<br />
Even in conventional injection moulding processes high<br />
injection speeds are often necessary but there are two<br />
variants that set particularly high standards: expansion<br />
injection moulding and physical foaming. In expansion<br />
injection moulding the melt is compressed in the screw<br />
antechamber or in the hot-runner and used as a pressure<br />
storage medium. As shown in the PVT diagram, the<br />
plastic melt can be compressed approximately 10 % at a<br />
pressure of about 2000 bar. This behaviour is used<br />
during expansion injection moulding. It is necessary for a<br />
reproducible process however that the pre-compressed<br />
melt volume be kept constant. For that purpose the<br />
screw must be held in an exact position after<br />
compression because it would otherwise be subjected to<br />
high pressure at the opening of the valve gate nozzle and<br />
an excessive amount of melt would enter the mould. This<br />
pre-condition is satisfied by electromechanically driven<br />
injection moulding machines, permitting an optional axial<br />
positioning within the system's confines and the<br />
maintenance of this position even under high pressure.<br />
If a hot-runner system is used in expansion injection<br />
moulding, a pressure of up to 2500 bar is built up and<br />
maintained for a defined time. This ensures an even<br />
pressure in all cavities.<br />
For the successful use of expansion injection moulding,<br />
an absolutely even opening of the needles is essential.<br />
Once the needles open, the melt that is precompressed<br />
in the hot-runner can expand like an explosion and fill the<br />
cavities evenly, allowing very thin-walled components to<br />
be filled.<br />
In physical foaming, for example with the MuCell<br />
process, the system is fed a physical blowing agent,<br />
which first dissolved in the melt under pressure. On<br />
injection into the cavity, the pressure reduces, the<br />
blowing agent expands and the melt foams. Here too it is<br />
necessary to be able to inject the melt at high speeds into<br />
the cavity in order to be able to foam the part selectively<br />
in the cavity. A light-weight component with a closed<br />
outer skin and foamed core emerges. This process can<br />
produce foam structures with walls thinner than one<br />
millimetre.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
iA<br />
The internal pressure that arises as a result of the<br />
foaming process acts on all points of the component,<br />
whereby to a certain degree it takes over the task of the<br />
holding pressure and in this way can balance out or at<br />
least reduce sink marks, shrinkage and warpage.<br />
For both processes the injection moulding machines<br />
must be adapted to the altered requirements. In<br />
expansion injection moulding an electric injection<br />
moulding machine is necessary for a precise dosage and<br />
injection. The MuCell process requires a special screw<br />
and special units in order to be able to inject the blowing<br />
agent in the super-critical state into the melt. Both<br />
processes – with just a few exceptions – can be<br />
conducted with all common polymers. LCP cannot be<br />
processed with the MuCell method but it is very suitable<br />
for expansion injection moulding.<br />
Valve gate systems essential<br />
In both processes valve gate hot-runner systems must<br />
be used in order to build up and maintain the required<br />
pressure in the hot-runner system. In expansion injection<br />
moulding the hot-runner system not only has to<br />
withstand very high levels of pressure, it must also be<br />
ensured that all needles in a multi-cavity mould open<br />
exactly and simultaneously. This even needle movement<br />
enables a lifting plate, which works in accordance with<br />
the principle of the sliding plate mechanism. Here the<br />
hydraulic piston's axial movement is guided through<br />
connecting links into the plate's lifting movement and<br />
accordingly causes the needles to move.<br />
Fig. A slide lock, pneumatically or<br />
hydraulically actuated by means<br />
of an external cylinder, allows the<br />
simultaneous actuation of all<br />
needles<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
1.5. 19
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong> <strong>Customer</strong> <strong>information</strong><br />
1.5. 20<br />
iA<br />
Hot-Runner Systems for High Injection Speeds<br />
In an X-Melt trial conducted in cooperation with the<br />
injection moulding machine manufacturer Engel,<br />
GÜNTHER Heisskanaltechnik GmbH in Frankenberg,<br />
subjected a two-cavity mould to a pressure of 2800 bar<br />
for half a second and checked the system for leaks. The<br />
injection trials were conducted with a test strip made of<br />
various materials with a wall thickness of 0.5 mm. The<br />
time for shooting the melt into the cavity varied from<br />
material to material and was 0.1 s for polystyrene, for<br />
example, and 0.04 s for LCP. The following are the<br />
results of the trial: the hot-runner system remained<br />
completely leak-tight at 2800 bar. No melt came out of<br />
the valve gate nozzles. Both cavities were filled<br />
simultaneously. A very high level of reproducibility could<br />
be attained. An example of an application for expansion<br />
injection moulding is the friction disk.<br />
Fig. For the expansion injection moulding of the friction disk an eightcavity<br />
hot-runner system with flat nozzles of the type 4NFT60LA is used.<br />
Friction disk<br />
Material<br />
Particle weight<br />
Wall thickness<br />
Gate diameter-ø 0.8 mm<br />
Hot runner<br />
Pitch center<br />
LCP<br />
0.02 g<br />
0.15 mm<br />
8-fold NV<br />
Hot runner nozzle 4NFT60 LA<br />
14 mm<br />
Fig. The LCP friction disk weihing 0.02 g can be produced with process<br />
reliability only with the expansion injection moulding method.<br />
(Photo: Schiebl)<br />
As trials have shown, reliable processes are possible<br />
only with expansion injection moulding. In this<br />
application a plastic part is injected onto a metal strip<br />
serving as a substrate. The disk is made of LCP, weighs<br />
0.02 g and has a wall thickness of 0.15 mm. The<br />
challenge in this project was to inject the very small<br />
quantity of material with process reliability. As the weight<br />
of the shot is so low, only valve gate systems can be<br />
used.<br />
A hot-runner nozzle specially designed for LCP<br />
processing was selected. The nozzle's material tube<br />
diameter was made narrower to reduce the viscosity of<br />
the LCP as a result of the higher shear.<br />
Abb. 8-fold hot runner system NV - friction disk of LCP<br />
Reduced weights and costs<br />
An important factor in physical foaming is that instead of<br />
expanding in the hot runner, the melt does not expand<br />
until it is the cavity. For that reason the hot-runner<br />
nozzles must maintain the pressure in the system after<br />
the injection of the melt and the subsequent closing until<br />
the blowing agent stays dissolved in the melt. This could<br />
be confirmed in trials. An example of an application is a<br />
car door lock housing with a wall thickness of 1.1 mm<br />
made of POM, which is produced with MuCell<br />
technology. The customer's aims were to cut costs by<br />
using less material and to shorten cycle time and reduce<br />
warpage and sink marks. The gas in the melt lowered the<br />
melt viscosity, which allowed a quicker injection. The<br />
microcellular foam allowed homogeneous shrinkage<br />
behaviour, which made it possible to avoid sink marks in<br />
thicker walls. The hot-runner nozzle used was a type<br />
8NLT80 nozzle from the supplier. The needles were<br />
actuated by hydraulically activated single needle valves.<br />
The customer's aims were to cut costs by using less<br />
material and to shorten cycle time and reduce warpage<br />
and sink marks. The gas in the melt lowered the melt<br />
viscosity, which allowed a quicker injection. The<br />
microcellular foam allowed homogeneous shrinkage<br />
behaviour, which made it possible to avoid sink marks in<br />
thicker walls. The hot-runner nozzle used was a type<br />
8NLT80 nozzle from the supplier. The needles were<br />
actuated by hydraulically activated single needle valves.<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 4/11
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Hot-Runner Systems for High Injection Speeds<br />
Fig. This car door lock housing made of POM is produced with<br />
MuCell technology (Photo: ITW)<br />
Door lock housing<br />
Method Mucell-technology<br />
Material<br />
Particle weight<br />
Wall thickness<br />
Gate diameter-ø<br />
Hot runner<br />
Nadelansteuerung<br />
Weight reduction<br />
POM<br />
49,0 g<br />
1,1 mm<br />
2,0 mm<br />
8NLT80<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
Single valve (hydraulic)<br />
10 %<br />
When physical foaming is used, the needles are moved<br />
by means of single needle valves depending on the<br />
number of the cavities. MuCell technology made it<br />
possible to reduce the weight of the door lock housing by<br />
10%.<br />
Homogeneous temperature control is important<br />
The valve gate hot-runner nozzle with shaft (N_T nozzle)<br />
from GÜNTHER Hot-Runner Technology is very suitable<br />
both for expansion injection moulding and also for<br />
physical foaming. The advantages of this nozzle are the<br />
exact temperature control. In particular in the case of<br />
technical polymers, which are semi-crystalline plastics<br />
with a narrow processing window, it is essential to have<br />
homogeneous temperature control over the entire length<br />
of the nozzle. For the purpose of attaining a<br />
homogeneous temperature profile, the nozzles have a<br />
two-part shaft for insulation and the front area is made of<br />
a titanium alloy.<br />
Expansion injection moulding and physical foaming offer<br />
new prospects for plastic processing operations in terms<br />
of saving costs and optimising products and processes.<br />
Adapted hot-runner systems are indispensable however<br />
to process materials reliably. The GÜNTHER hot-runner<br />
technology range includes valve gate systems specially<br />
designed for this area of applications and they have<br />
proved effective in practice many times.<br />
Dipl. Ing. Jörg Essinger<br />
Applications Engineering Manager<br />
iA<br />
In general it is important in all valve gate systems that the<br />
needle be centred exactly when closing and that it dip<br />
into the injection gate without the sealing area of the<br />
needle coming into contact with the needle guide. This<br />
counteracts wear on the system. The needle guide in the<br />
GÜNTHER hot-runner technology systems is made of<br />
powder metallurgical steel, which has a very high degree<br />
of hardness and strength.<br />
If an individual component is worn, it can be replaced on<br />
its own. As the needle guide dips down as far as the edge<br />
of the product, only the guide has to be changed in the<br />
case of wear. It is not necessary to work on the mould<br />
insert.<br />
Fig. To produce the car door lock housing, a four-cavity hot-runner<br />
system is equipped with type 8NLT80 nozzles.<br />
1.5. 21
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Vliesolen – Bamboo Fibre Reinforced Plastics<br />
The firm of PMG Geotex in Chemnitz compounds<br />
plastics with exotic filling materials.<br />
Instead of the usual glass fibres special, they use<br />
bamboo fibres to modify the properties of polypropylene<br />
or polyethylene, for example. Depending on their length,<br />
the bamboo fibres can be used in different areas. For<br />
example, longer fibres are mixed into screed or concrete<br />
to prevent cracks forming during drying. The shorter<br />
bamboo fibres are compounded into plastics as<br />
reinforcement or filling material.These fibres, which are<br />
chemically linked with the polymer, make the plastics<br />
much stronger than those that are not reinforced. In<br />
addition this filling material also has an impact on the<br />
price of the product.<br />
The properties of a PP modified with 30% bamboo fibres<br />
rank between unreinforced polypropylene and<br />
polypropylene that is reinforced with approx. 20% glass<br />
fibre.<br />
There is no problem in processing these plastics<br />
conventionally with cold runners. However, more and<br />
more interested parties ask about the possibility of<br />
processing this material with hot runners too.<br />
The trials carried out by PMG and GÜNTHER<br />
Heisskanaltechnik GmbH together show that it is<br />
possible to process plastics filled with bamboo fibres with<br />
hot runners also.<br />
Three plastics (PP, PE–LD /PE-HD), each with 30%<br />
bamboo fibres, were available for the processing trial:<br />
- Vliesolen BF30, natural (PP-2/30-HM1)<br />
- Vliesolen BF30, black (LDPE-2/30-HS2)<br />
- Vliesolen BF30 (HDPE-1/30-HM1)<br />
These materials were tested in a test mould<br />
(2-cavity: 1-gr washer), which was equipped alternatively<br />
with<br />
- nozzles of tip (5SHT50S) or<br />
- valve gate nozzles (5NHT50LA<br />
Small sprue gates are not suitable because the bamboo<br />
fibres are longer than glass fibres and there is a risk of<br />
the sprue gate getting clogged up with fibres.<br />
If the injection gate diameter is 1.6 mm (5SHT50) or 1.4<br />
mm (5NHT50LA), the above types of materials can be<br />
processed without restriction.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
The hot runner nozzles used in the test feature a two-part<br />
shaft in the front area of the nozzle. This structural feature<br />
provides excellent thermal isolation between the hot<br />
runner nozzle and the mold. This thermal separation also<br />
has a positive effect on the temperature control inside the<br />
nozzle. The hot runner nozzles are suitable for<br />
processing standard, engineering and high temperature<br />
plastics. When processing filled plastics, nozzle tips<br />
made of a hard metal alloy with good heat conductive<br />
properties provide very good wear protection.<br />
Material tube<br />
(25 W/mK)<br />
Heater<br />
Air<br />
(0,04 W/mK)<br />
Gap solidified<br />
plastic<br />
(0,2...1,2 W/mK)<br />
iA<br />
Fig. Standard hot-runner nozzle<br />
5SHT50 with two-component<br />
shaft (patented).<br />
Nozzle with excellent insulation<br />
in the front shaft area.<br />
Picture: The two-stage shaft of the SHT type nozzle and the frozen<br />
plastic material which forms a "cap" around the nozzle provide for<br />
optimized isolation towards the cavity and therefore produce a<br />
homogeneous temperature profile in the nozzle.<br />
Valve gate nozzles can be recommended to achieve<br />
flash-free gate quality of the part. These nozzles are<br />
characterized by a long lifetime and short cycle times in<br />
operation.<br />
Melt<br />
Shaft made of<br />
titanium alloy<br />
(7 W/mK)<br />
Open nozzle tip<br />
(100 W/mK)<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
1.5. 22
1.5. 23<br />
iA<br />
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong> <strong>Customer</strong> <strong>information</strong><br />
Vliesolen – Bamboo Fibre Reinforced Plastics<br />
Another advantage is that all the wear parts can be easily<br />
exchanged. This can avoid problems such as clogging of<br />
the nozzles, poor part filling, stringing and poor gate<br />
quality, and achieve shorter process times. By using a<br />
valve gate nozzle, the cycle time can be reduced by up to<br />
20 %, depending on the application.<br />
Fig. Sample parts, produced with a 5SHT50 nozzle<br />
Thanks to the optimised temperature control in the hot<br />
runner nozzles the material could be processed at the<br />
temperatures recommended by the manufacturer.<br />
Depending on the base polymer and type of nozzle, the<br />
injection pressure fluctuated between 700 bar and 1100<br />
bar.<br />
On the whole, the parts make a convincing impression.<br />
The sample parts produced with the nozzle with tip<br />
showed a good gate quality. It was possible to realise a<br />
maximum tear-off height of approx. 0.15 mm.<br />
As expected, valve gate nozzles can achieve optimum<br />
gate qualities with these types of materials too.<br />
Fig. mop holder made of vliesolen<br />
The thermal resistance of the bamboo fibre reinforced<br />
polymers is relatively high; after a simulated machine<br />
idle time of 10 minutes there is no problem in starting the<br />
aforesaid materials with the two hot runner nozzles in the<br />
test again. It is not necessary to have any higher nozzle<br />
temperatures. The parts do not show any thermal<br />
degradation.<br />
To summarise, it can be said that we did not experience<br />
any problem when processing the three tested plastics<br />
with bamboo fibre reinforcement in the hot runner<br />
system from GÜNTHER Heisskanaltechnik GmbH. This<br />
makes it possible to manufacture a product economically<br />
with a good price-performance ratio.<br />
Dipl. Ing. Jörg Essinger<br />
Applications Engineering Manager<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 4/11
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Nozzle design for injection moulding on tandem tools<br />
50% of cycle time can be saved by switching from<br />
standard injection moulding production to tandem<br />
technology. A precondition here is the ideal adaptation of<br />
the melt flow path and the nozzles to suit the altered<br />
process. To produce glass-fibre reinforced polyamide<br />
covers, GÜNTHER Hot-Runner Engineering developed<br />
within a very short time a nozzle construction that offered<br />
the advantages of low costs, reliable heat management<br />
and easy installation.<br />
Objectives which even in normal economic circumstances<br />
would rank among the most important for a new<br />
process are of particular significance in times of crisis.<br />
These are to manufacture components in as short a time<br />
as possible and at costs as low as possible. The fact that<br />
tandem technology in injection moulding can reduce<br />
cycle time by up to 50% induced a major German<br />
manufacturer of motor tools to change over to this technology<br />
for the production of glass-fibre reinforced<br />
polyamide covers for work tools. Tandem technology<br />
makes use of the unproductive cooling time in injection<br />
moulding. Ideally this doubles the output from a standard<br />
machine. The process runs as follows: after closing the<br />
first parting level of the mould and injecting the melt, the<br />
second parting level opens during the cooling process,<br />
the parts fall out of the mould, the parting level closes and<br />
the melt is injected. While the components are cooling in<br />
the second level, work can be continued in the first level.<br />
The advantages for the process of this overlapping are<br />
shorter time requirements and lower costs.<br />
Fig. Mould with tandem technology: One challenge is the melt flow<br />
path from the first to the second parting level.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
iA<br />
Before the process changed over to this technology the<br />
assembly, which consisted of two differently-sized<br />
components, was produced on two injection moulding<br />
machines in two different moulds. In tandem technology<br />
the production of the assembly could be combined in one<br />
mould so that there was no longer any need for a second<br />
machine.<br />
Keeping mould costs low<br />
To implement the technology, the injection moulder got in<br />
touch with T/Mould GmbH & CO KG, Bad Salzuflen, the<br />
sole supplier of tandem technology, at the beginning of<br />
2008. “A major challenge presented by such a project is<br />
to keep tool costs as low as possible”, explains Daniel<br />
Gersmann, who is the supplier's Project Consultant.<br />
“In the current project the main challenges were the<br />
design of the nozzle and melt flow path. The tandem<br />
technology side of the project did not present any great<br />
problems because the component geometry is relatively<br />
simple.”<br />
To find the best solution, injection moulders and suppliers<br />
of tandem technology drew on the know-how of Günther<br />
Heisskanaltechnik GmbH in Frankenberg (Eder). The<br />
hot-runner specialist developed a system for the<br />
application in which the functionality of the complete 2+2cavity<br />
mould could be produced with two nozzles. The<br />
alternative to this would have been a more complex hotrunner<br />
system with main manifold and sub-runners for<br />
injection for both components. The simple layout<br />
reduced the costs of the nozzle construction by more<br />
than half compared to the redirection system.<br />
Combination of hot-runner and cold-runner technology<br />
“Looking back, we actually built the system twice”,<br />
remembers Carlo Rasi, sales representative for the<br />
Frankenberg hot-runner specialist. “The first solution<br />
comprised a large hot-runner system with which the melt<br />
was conducted through main manifolds and sub-runners<br />
to the hot-runner nozzles; the transfer nozzle was<br />
constructed as a valve gate nozzle.” The original idea<br />
was that in addition to the nozzle in the first level, two<br />
nozzles with their heads lying against each other would<br />
be used in the second level. “However, this solution not<br />
only required a larger mould but also a larger injection<br />
moulding machine and would accordingly have<br />
increased costs. Furthermore”, continues Rasi “such a<br />
solution would not have been ideal because of the heat<br />
loss.”<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
1.5. 24
1.5. 25<br />
iA<br />
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Nozzle design for injection moulding on tandem tools<br />
To avoid these disadvantages, the hot-runner specialist<br />
in consultation with the heater supplier developed a<br />
special solution for the second level in the form of a<br />
transfer nozzle, which on the outside is identical to the<br />
suppliers' SHT nozzles with two-part shaft. Here, the<br />
basic idea of two nozzles was maintained and optimised<br />
so that they could be produced in just one component.<br />
Fig. The special nozzle design in the second parting level cuts costs<br />
and reduces the construction size.<br />
In the new system an open passage was fitted on the<br />
cold-runner side for the first parting level. During the<br />
injection into the first level a plastic plate with a defined<br />
wall thickness is formed which allows injection through to<br />
the second level. Before that this plate provides a closure<br />
between the first and second parting levels. When<br />
injecting into the second level, the melt pressure and<br />
enthalpy of the melt are sufficient to inject the melt jet<br />
through the plate to the transfer nozzle.<br />
<strong>Customer</strong> <strong>information</strong><br />
Based on T-Mould's experience and the injection trials<br />
conducted in the hot-runner specialist's own pilot plant<br />
experimental facility, it was possible to define the wall<br />
thickness of the plate in a way that would ensure that the<br />
process would function perfectly as of the first shot.<br />
The process with the aid of the plastic plate has al-ready<br />
been in use in practice for a long time but so far usually<br />
with polymers that have not been reinforced. In the<br />
current case a semi-crystalline, glass-fibre reinforced<br />
material is used, which makes greater demands on<br />
process reliability.<br />
Low losses during thermal conduction<br />
In a very short time GÜNTHER and the heating supplier<br />
were able to find a solution in terms of the best possible<br />
way to heat the transfer nozzle. A two-component shaft<br />
with titanium cap as well as nozzle heating adapted for<br />
this application make it possible to minimise the heat loss<br />
in the nozzle so that only very little is lost in the conduction<br />
of heat to the nozzle tip. The nozzle heating<br />
consists of only one component so that there are no<br />
significantly cold areas.<br />
“A further challenge presented by this project was the<br />
short time available”, remembers Rasi. The individual<br />
parts of the nozzle were developed, designed and specially<br />
produced within four weeks. There was no time for<br />
any extensive tests before the installation of the nozzle<br />
assembly. Nevertheless the design functioned from the<br />
beginning without any problems occurring at all, which of<br />
course is very unusual for a completely new development.<br />
“From the first shot, the temperatures were a<br />
uniform 280 °C in the material manufacturer's default<br />
window. The pressure curves did not show any irregularities<br />
and there were no problems starting up again<br />
after an interruption in production. At no time were there<br />
any signs of damage to the material. The production of<br />
the new tandem tool commenced in the autumn of 2008;<br />
since then production has been running perfectly with a<br />
40% reduction in manufacturing costs.<br />
In the meanwhile GÜNTHER has implemented more<br />
projects with the new nozzle design, which is basically<br />
suitable for every family of mould if there is not too great a<br />
difference in injected weights in the first and the second<br />
levels<br />
Dipl.-Ing. Jörg Essinger<br />
Applications Engineering Manager<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 4/11
<strong>Heißkanaldüsen</strong> <strong>Customer</strong> <strong>information</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong><br />
Precision and costs under control<br />
Weißer+Grießhaber relies on BlueFlow ® Hot-Runner<br />
Engineering for Micro Parts<br />
Extremely thin-walled products with ultra-fine structures<br />
are a speciality of Weißer + Grießhaber. In a pilot<br />
application of the new BlueFlow ® hot-runner nozzles<br />
from Günther Heisskanaltechnik GmbH, the company<br />
has engineered a more cost-effective production of<br />
precision filters, a safety component for the automobile<br />
industry, with greater process stability.<br />
Already in the year 2009 the plastics processor Weißer +<br />
Grießhaber (www.Weißer-Grießhaber.de) from<br />
Mönchweiler, a town in the Black Forest area, was<br />
awarded “the innovation award for the promotion of<br />
innovative achievements in medium-sized industrial and<br />
skilled trade enterprises” for its directly injected filter. For<br />
the first time, filter screen fabric and threading were<br />
produced in pure injection moulding in one shot for these<br />
precision components for the automobile industry. This<br />
replaced the previous procedure, in which an existing<br />
metal or plastic screen fabric was overmoulded to obtain<br />
a ready-to-install component. The impact on costs was<br />
significant, which, depending on the product, sank by<br />
around 60 to 80 per cent. In the meantime, a large<br />
number of variants are produced, in quantities ranging<br />
from several tens of thousands to double-digit millions,<br />
for other industries too. Such polyamide filters with<br />
weights of about 0.1 grammes are used for example in<br />
ABS and ESP systems to filter out even the finest<br />
particles from the brake fluid and accordingly ensure<br />
reliable functioning.<br />
Fig. A particularly efficient and easily regulated heating technology<br />
allows slim high-performance nozzles.<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
4/11 Subject to technical changes<br />
iA<br />
Thread thicknesses of 0.10 to 0.15 millimetres and mesh<br />
apertures as tiny as 0.07 millimetres are scarcely visible<br />
to the naked eye. Burring must also be reduced<br />
accordingly to under 5 micrometres.<br />
Weißer+Grießhaber spent about five years developing<br />
the directly injected filters. This concerned mould making<br />
above all and the moulds are still being constantly<br />
improved. The hot runner and control engineering as well<br />
as the adaptation of the process parameters have had a<br />
decisive influence on the qualitty and process stability.<br />
One of the decisions taken by Weißer+Grießhaber as<br />
part of the continuous further development was to use<br />
BlueFlow ® , the new heating technology developed and<br />
produced by Günther Hot-Runner Engineering, in their<br />
own manufacturing before the launch on the market and<br />
to evaluate the experience with it. The first obvious result<br />
of using the new nozzles”, explained Siegfried Kaiser,<br />
Head of Sales and Project Management at Weißer+<br />
Grießhaber, was the much lower temperature and<br />
pressure levels compared to the systems used before –<br />
which had also ranked among the top technologies. The<br />
temperature window used during the process is much<br />
smaller; the average temperature sinks and becomes<br />
more stable.” That not only reduces the strain on the<br />
mould; it sustainably saves energy and substantially<br />
reduces downtime. Another aspect, which is at least just<br />
as important, is that the higher temperatures and<br />
pressure levels before used to cause unacceptable<br />
material damage and consequently rejects. Furthermore,<br />
not all cavities in the 8-cavity mould were filled and<br />
the reject rate reached double-digit percentage levels.<br />
These problems are now over: GÜNTHER's hot runner<br />
fills all cavities and the reject rate is less than 1 per cent.<br />
There is also a great improvement in injection gate<br />
quality.<br />
Fig. A micro filter (outlet valve for an automotive application) made of<br />
non-reinforced PA66 from Bada, injected in one processing step; 0.1<br />
grammes and 1,848 apertures measuring 0.07 x 0.07 mm. The<br />
maximum permissible burring is 4.5 µm.<br />
1.5. 26
1.5. 27<br />
iA<br />
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong> <strong>Customer</strong> <strong>information</strong><br />
Precision and costs under control<br />
Another aspect has been observed in practice: thanks to<br />
the fast heating and stable temperatures in the nozzles -<br />
nozzle temperature and setpoints are now at the same<br />
level for all eight nozzles -, the mould can be started up<br />
without any problem. Restarting after a fault is also easy<br />
now too. This also contributes greatly to reducing costs<br />
during the process and it increases process reliability.<br />
®<br />
Keyword: BlueFlow nozzle technology<br />
The core element in the new nozzles are the thick-film<br />
heating elements developed by Günther and a project<br />
partner. The dielectric layer and the heating conductor<br />
paths are applied to a stainless steel casing in screen<br />
printing under clean room conditions and burnt in<br />
afterwards. A covering layer insulates and protects the<br />
heating element from external influences. The most<br />
important advantage of the thick-film heater: the heating<br />
traces can be brought closer to the material, allowing a<br />
much more precise output distribution over the entire<br />
heating tube because<br />
the conductor paths can be varied in terms of width (and<br />
output) and positioning. This makes it easier than before<br />
to achieve a high concentration of power in the front<br />
nozzle area, for example.<br />
The entire heating element, is only about 1.00 mm.<br />
Compared to conventional brass heating elements, the<br />
new thick- film heaters are therefore much finer and have<br />
a narrower diameter. Other outstanding features in the<br />
heating elements are the high dielectric strength and<br />
non-hygroscopy, which puts an end to the previously<br />
customary slow heating to 100 °C and subsequent<br />
interruption in heating to drive water vapour out of the<br />
hot-runner systems.<br />
The bottom line ®<br />
The BlueFlow technology is fundamentally compatible<br />
with previous nozzle systems and retrofitting is possible.<br />
The slight increase in investment costs must be viewed<br />
against the direct savings and increased reliability in<br />
Weißer+Grießhaber applications:<br />
The bottom line<br />
The BlueFlow® technology is fundamentally compatible<br />
with previous nozzle systems and retrofitting is possible.<br />
The slight increase in investment costs must be viewed<br />
against the direct savings and increased reliability in<br />
Weißer+Grießhaber applications:<br />
• Less downtime due to the faster and problem-free<br />
start-up, even after faults.<br />
• Energy consumption is reduced by about to 30 per<br />
cent because the temperature is lower.<br />
• Significantly less rejects due to the improved temperature<br />
control in the nozzles, reduced process temperature<br />
and lower pressure levels. The lower pressure<br />
allows the use of a smaller injection moulding machine<br />
as an alternative, which further reduces costs.<br />
• Stable process with lower downtimes and accordingly<br />
a higher output.<br />
• Heat loss is reduced, not only by the smaller outer<br />
contours of the nozzles but also by the low heat<br />
conductivity of the two-part nozzle shaft (patent: DE<br />
412 70 36 issued on 4 May 1995) with ist combination<br />
of materials, steel in the back and a titanium alloy in<br />
the front.<br />
In addition, the new heating technology benefits from<br />
other features in the redesigned mould, such as the<br />
narrower diameter compared to that of conventional<br />
systems. This allows smaller nest spacing and<br />
accordingly smaller moulds or a greater number of<br />
cavities with the corresponding improved efficiency and<br />
yield.<br />
“A precise calculation of the cost per piece is not<br />
available for this application yet. However, the pay-off<br />
became evident in less than half a year”, said Siegfried<br />
Kaiser.<br />
Fig. Precision times eight – the newly-designed Günther hot-runner<br />
nozzles reduce process temperature and the required pressure,<br />
which is also gentle on the material.<br />
GÜNTHER Heisskanaltechnik GmbH<br />
Dr. Frédèric Zimmermann<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 4/11














