R&D on Optimum Production System Using Large-Scale Nonlinear ...
R&D on Optimum Production System Using Large-Scale Nonlinear ...
R&D on Optimum Production System Using Large-Scale Nonlinear ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
2001.L.1.1.6<br />
R&D <strong>on</strong> <strong>Optimum</strong> Producti<strong>on</strong> <strong>System</strong><br />
<strong>Using</strong> <strong>Large</strong>-<strong>Scale</strong> N<strong>on</strong>linear Model<br />
(N<strong>on</strong>linear model optimum producti<strong>on</strong> system group)<br />
Kenzo Fuji, Hiromitsu Yamaguchi, Eiji Furuichi, Hideto Itagaki, Masataka<br />
Okazaki, Hiroshi Zinro, Noburo Shibahara, Seiji Terado, Koji Sagara,<br />
Kuniyoshi Fukumoto, Oudou Kobayashi, Yasuhide Kano, Yasuhiro Kimura,<br />
Toshio Okamuro, Hitomi Takuma, Hideaki Mito, Shigeki Kobayashi,<br />
Kazumasa Okada, Shigeru Ishiguchi, Masao Yamakawa, Toshio Saeki, Ken<br />
Kitamura, Masao Yanagibashi<br />
1. C<strong>on</strong>tents of Empirical Research<br />
1.1 Objective of R&D<br />
Liberalizati<strong>on</strong> and internati<strong>on</strong>alizati<strong>on</strong> are permeating the petroleum industry, and bolstering<br />
internati<strong>on</strong>al competitiveness has become an urgent issue. In the future, therefore, the key<br />
point will be how to manufacture high-quality products at low cost, using low-cost raw materials,<br />
while coping with fluctuati<strong>on</strong>s in demand and prices.<br />
For this purpose, activities at oil refineries must be c<strong>on</strong>trolled through a unified system, from<br />
compilati<strong>on</strong> of daily producti<strong>on</strong> schedules to c<strong>on</strong>trol of operati<strong>on</strong>s, in resp<strong>on</strong>se to daily and<br />
hourly changes in market trends, including changes in raw material prices and in product prices.<br />
Accordingly, a system is required for achieving optimum running c<strong>on</strong>diti<strong>on</strong>s, using models<br />
crafted to replicate at high accuracy facilities throughout the oil refinery. It is also imperative to<br />
c<strong>on</strong>struct a c<strong>on</strong>trol system linked to this system, thereby c<strong>on</strong>stantly operating facilities under<br />
optimum running c<strong>on</strong>diti<strong>on</strong>s. It is believed that c<strong>on</strong>structing these systems will c<strong>on</strong>tribute<br />
toward strengthening internati<strong>on</strong>al competitiveness at oil refineries, toward c<strong>on</strong>servati<strong>on</strong> of<br />
energy and human resources, and toward greater safety in operati<strong>on</strong>s.<br />
1.2 C<strong>on</strong>tents of R&D in 2000<br />
(1) Database c<strong>on</strong>structi<strong>on</strong><br />
In FY 2000, a database will be c<strong>on</strong>structed for a practical system aimed at both general<br />
and detailed optimizati<strong>on</strong>. A prototype model of a data rec<strong>on</strong>ciliati<strong>on</strong> system will also be<br />
developed for c<strong>on</strong>versi<strong>on</strong>s to compatible data.<br />
(2) C<strong>on</strong>structi<strong>on</strong> of n<strong>on</strong>linear process model for individual unit<br />
A modeling and interface system will be developed in 2000 for incorporati<strong>on</strong> into the<br />
general optimizati<strong>on</strong> system, and R&D will be aimed at basic technology for linking the<br />
general optimizati<strong>on</strong> system with n<strong>on</strong>linear models.<br />
(3) Investigati<strong>on</strong> of optimizati<strong>on</strong> method<br />
In FY 2000, research will be c<strong>on</strong>ducted for development of a general optimizati<strong>on</strong> model<br />
that can replicate practical equipment, and for development of a n<strong>on</strong>linear model up to<br />
quadratic replicati<strong>on</strong> of n<strong>on</strong>linear comp<strong>on</strong>ents.<br />
1
In having the optimum running c<strong>on</strong>diti<strong>on</strong>s determined by the general optimizati<strong>on</strong> system<br />
reflected in practical equipment, a scheme is required for canceling out differences<br />
between the model and actual equipment characteristics. In additi<strong>on</strong>, the measurement<br />
features of a near infrared spectral analyzer will be bolstered so as to measure fluid<br />
properties in real time. In this way, a base model of the general optimizati<strong>on</strong> system can<br />
be built.<br />
(4) Investigati<strong>on</strong> of method for drafting unit/blender operati<strong>on</strong> schedule<br />
Methods for drafting unit/blender operati<strong>on</strong> schedule (soluti<strong>on</strong> of scheduling problems)<br />
were investigated, but in the optimizati<strong>on</strong> of input/output scheduling, there were more<br />
variables than initially anticipated, and resoluti<strong>on</strong>s involving intelligent optimizati<strong>on</strong><br />
methods (i.e., GA) were planned, but matters could not be covered with present levels of<br />
technology. In view of these and other c<strong>on</strong>siderati<strong>on</strong>s, this development plan was<br />
ultimately aband<strong>on</strong>ed. The impact of this change <strong>on</strong> the general optimizati<strong>on</strong> system in<br />
the initial plan was very slight.<br />
(5) Preparati<strong>on</strong> of basic technology for developing robust c<strong>on</strong>trol system<br />
In c<strong>on</strong>trast to running c<strong>on</strong>diti<strong>on</strong>s established through optimizati<strong>on</strong> functi<strong>on</strong>s of the general<br />
optimizati<strong>on</strong> system, basic technology for development of a robust c<strong>on</strong>trol system that<br />
follows up <strong>on</strong> equipment will be developed and applied. In particular, stabilizati<strong>on</strong> c<strong>on</strong>trol<br />
similar to general optimizati<strong>on</strong> will be developed, as will robust c<strong>on</strong>trol technology to<br />
withstand changes in running modes, etc. These developments will make it clear<br />
whether or not operati<strong>on</strong>s can be c<strong>on</strong>ducted stably based <strong>on</strong> the results of general<br />
optimizati<strong>on</strong>.<br />
2. Empirical Research Results and Analysis Thereof<br />
2.1 C<strong>on</strong>structi<strong>on</strong> of N<strong>on</strong>linear Process Model for Individual Unit<br />
(1) Development of total optimizati<strong>on</strong> system interface<br />
In order to link models of the four major units developed in 1999 (TOP unit, VH unit, FCC<br />
unit, ET unit) to the general optimizati<strong>on</strong> system and operate the same, an interface is<br />
required.<br />
The tools used in the general optimizati<strong>on</strong> system serve to input the ∆ model (described<br />
later) in the worksheet format of spreadsheet software. It was decided that the functi<strong>on</strong><br />
of the spreadsheet software would be to perform n<strong>on</strong>linear process model (neural network<br />
model) calculati<strong>on</strong>s, using a functi<strong>on</strong> whereby arithmetic takes place by automatic<br />
computati<strong>on</strong>.<br />
More specifically, the program that performs neural network arithmetic is stored in the<br />
optimizati<strong>on</strong> system; the arithmetic is performed by calling out the program via<br />
spreadsheet software, and the results are written in the spreadsheet software worksheet.<br />
2
However, whereas the ∆ model required for the general optimizati<strong>on</strong> system is <strong>on</strong>e of the<br />
rate of change in dependent variable as opposed to independent variable, the n<strong>on</strong>linear<br />
process model created represents the relati<strong>on</strong>ships between independent and dependent<br />
variables. Hence a program was created within the spreadsheet software for determining<br />
rate of change based <strong>on</strong> the results of minute changes in variables in the vicinity of the<br />
given independent variables, and transfer of data required for the general optimizati<strong>on</strong><br />
system was enabled.<br />
When a working test was performed with the general optimizati<strong>on</strong> system linked up, it was<br />
c<strong>on</strong>firmed that the gain of ∆ model calculated by neural network model was read correctly<br />
and that there were no problems in c<strong>on</strong>vergence.<br />
(2) N<strong>on</strong>linear process model in individual detailed optimizati<strong>on</strong> system<br />
In detailed optimizati<strong>on</strong> type stabilized c<strong>on</strong>trol (to be described later), detailed optimizati<strong>on</strong><br />
involves the search for optimum points based <strong>on</strong> a detailed model of the unit. In this<br />
system, the bulk of calculati<strong>on</strong> time is devoted to calculati<strong>on</strong> of process characteristics by<br />
detailed model.<br />
An investigati<strong>on</strong> was made of whether or not a neural network can be used in this system,<br />
as in the general optimizati<strong>on</strong> system, instead of a detailed model.<br />
On the assumpti<strong>on</strong> of a simple resp<strong>on</strong>se process, a resp<strong>on</strong>se model was replaced with a<br />
neural network model. From a comparis<strong>on</strong> of optimizati<strong>on</strong> calculati<strong>on</strong>s, it was c<strong>on</strong>firmed<br />
that optimizati<strong>on</strong> could be achieved at adequate precisi<strong>on</strong>. Yet it was also discovered<br />
that there are issues in practical applicati<strong>on</strong> to be resolved.<br />
2.2 Development of Total Optimizati<strong>on</strong> <strong>System</strong><br />
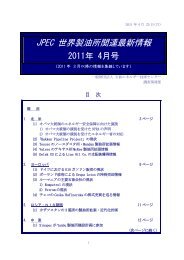
(1) Creati<strong>on</strong> of oil-refining, petrochemical large-scale model<br />
The large-scale, n<strong>on</strong>linear model can be roughly divided into two categories: a basic<br />
model comp<strong>on</strong>ent and a n<strong>on</strong>linear model comp<strong>on</strong>ent (neural network comp<strong>on</strong>ent). The<br />
basic model comp<strong>on</strong>ent is comprised of a unit flow sheet model based <strong>on</strong> a linear model,<br />
a channel synthesis gain correcti<strong>on</strong> calculati<strong>on</strong> comp<strong>on</strong>ent (hereinafter called “pooling”)<br />
manifested by sec<strong>on</strong>dary model comp<strong>on</strong>ent, and a gain linear correcti<strong>on</strong> comp<strong>on</strong>ent<br />
(hereinafter called “∆ model”). In additi<strong>on</strong>, respecting product blend, a blend algorithm<br />
was used in which the n<strong>on</strong>linear characteristics in the product specificati<strong>on</strong>s of gasoline,<br />
heavy oil, light oil and kerosene were each taken into c<strong>on</strong>siderati<strong>on</strong>. The tax models<br />
which must be c<strong>on</strong>sidered in transfers between oil refining and petrochemicals were<br />
modeled in c<strong>on</strong>siderati<strong>on</strong> of the tax network. In additi<strong>on</strong>, the unit of measurement<br />
covering oil refining is <strong>on</strong> a volume base while that of petrochemicals is <strong>on</strong> a weight base.<br />
Modeling was implemented so that transacti<strong>on</strong>s between these two sectors can be<br />
c<strong>on</strong>verted between volume and weight without c<strong>on</strong>tradicti<strong>on</strong>s. A model outline is shown<br />
in Figure 2.1. In the oil refining/petrochemical complex, n<strong>on</strong>linear factors are especially<br />
pr<strong>on</strong>ounced in n<strong>on</strong>linearity and n<strong>on</strong>linear modeling was applied to the four units to be<br />
c<strong>on</strong>sidered.<br />
3
Gasoline blend<br />
Jet fuel<br />
blend<br />
Kerosene blend<br />
Light oil blend<br />
A heavy oil blend<br />
C heavy oil blend<br />
Crude<br />
oil<br />
Tax model<br />
(Tariff, Petroleum tax)<br />
N<strong>on</strong>linear reacti<strong>on</strong><br />
simulator<br />
Figure 2.1<br />
Outline of Oil-Refining, Petrochemical <strong>Large</strong>-<strong>Scale</strong> Model<br />
(2) ∆ base model<br />
A ∆ model employing sec<strong>on</strong>dary n<strong>on</strong>linear model was used as the compositi<strong>on</strong>al element<br />
of the basic model. In this research, firstly, ∆ modeling was implemented in that porti<strong>on</strong><br />
of the basic model with str<strong>on</strong>g n<strong>on</strong>linearity, and a structure was developed in which an<br />
external n<strong>on</strong>linear model (neural network model) is c<strong>on</strong>nected to a ∆ model by means of<br />
an interface. Presented below is an explanati<strong>on</strong> of the ∆ model developed for ethylene<br />
unit. In the regular LP model of the ethylene unit, either a yield model of fixed value or of<br />
virtually parallel yield is used, together with a collector at the output. However, this<br />
method cannot be c<strong>on</strong>sidered as expressing n<strong>on</strong>linearity and blatant inaccuracies are<br />
possible.<br />
One approach is to add raw material compositi<strong>on</strong> and running factors, the main factors of<br />
change in yield, and apply linear correcti<strong>on</strong> to the standard yield. In this case, the LP<br />
model must match with the raw material property factors created by pooling.<br />
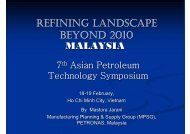
Presented in Figure 2.2 is a sample compositi<strong>on</strong> of ∆ model with ethylene unit. The four<br />
factors at the lower left are yield correcti<strong>on</strong> factors. The standard yield is corrected by<br />
each factor. The gain of each factor with respect to yield is presented in the rows of the<br />
table. In a normal LP, properties (raw material correcti<strong>on</strong> factors) cannot be calculated,<br />
but by using the n<strong>on</strong>linear method, properties can be calculated from crude oil and<br />
c<strong>on</strong>veyed <strong>on</strong> a flow sheet. This functi<strong>on</strong> is called “pooling.” In ∆ modeling, data <strong>on</strong><br />
properties obtained by pooling are used to correct the yield.<br />
4
Hydrogen<br />
Fuel gas<br />
Ethylene<br />
Ethane<br />
Propylene<br />
BBF<br />
Pentane<br />
Raffinate<br />
Bezene<br />
Toulene<br />
Xylene<br />
C9 aroma<br />
CBO<br />
Loss<br />
Compositi<strong>on</strong> factor 1<br />
Compositi<strong>on</strong> factor 2<br />
Selectivity<br />
Severity<br />
Standard<br />
gain<br />
Compositi<strong>on</strong><br />
factor 1<br />
Compositi<strong>on</strong><br />
factor 2<br />
Selectivity<br />
Example of ∆ modeling of ethylene cracking furnace<br />
Severity<br />
Figure 2.2<br />
Sample Compositi<strong>on</strong> of ∆ Model (Ethylene unit)<br />
(3) C<strong>on</strong>solidati<strong>on</strong> of n<strong>on</strong>linear model<br />
Yield correcti<strong>on</strong> by ∆ model is limited because it is correcti<strong>on</strong> based <strong>on</strong> a linear<br />
relati<strong>on</strong>ship, and it can <strong>on</strong>ly sec<strong>on</strong>dary, n<strong>on</strong>linear characteristics at the highest can be<br />
c<strong>on</strong>sidered. Hence it is inadequate for representing units having str<strong>on</strong>g n<strong>on</strong>linear<br />
characteristics as exemplified by the ethylene unit. Accordingly, further expansi<strong>on</strong> and<br />
the additi<strong>on</strong> of a re-centering functi<strong>on</strong> can be c<strong>on</strong>sidered. In other words, this is the<br />
remaking of n<strong>on</strong>linear characteristics in the search process.<br />
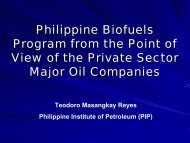
This method is called sequential LP (SLP), and here a stabilized method of soluti<strong>on</strong> was<br />
developed by having the ∆ model as interface. The steps involved are given below.<br />
Step 1 Operate LP at initial values and obtain soluti<strong>on</strong>.<br />
Step 2 Perform n<strong>on</strong>linear processing of pooling.<br />
Step 3 Perform n<strong>on</strong>linear processing of ∆ model.<br />
Step 4 Operate external n<strong>on</strong>linear model and generate ∆ model.<br />
Step 5 Renew ∆ model inside LP.<br />
Step 6 Repeat steps 1 to 5.<br />
Step 7 Make c<strong>on</strong>vergence assessment.<br />
The above calculati<strong>on</strong> steps are illustrated in Figure 2.3. At this time, the relati<strong>on</strong>ship<br />
between initial data (∆ model) and renewed values, and the problem of simulator<br />
c<strong>on</strong>vergence tolerance, are inhibiting factors in stable LP operati<strong>on</strong>. Simulator by the<br />
neural network model used in the present R&D not <strong>on</strong>ly resolves the aforesaid problem; it<br />
is believed to be equipped with adequate practicality in terms of resoluti<strong>on</strong> speed and/or<br />
stability.<br />
5
N<strong>on</strong>linear reacti<strong>on</strong> simulator<br />
Interface<br />
∆ base model coefficient<br />
Input<br />
First LP<br />
model<br />
Sec<strong>on</strong>d LP<br />
model<br />
Third LP<br />
model<br />
Output<br />
Figure 2.3<br />
Calculati<strong>on</strong> Procedure for Optimizati<strong>on</strong> by SLP<br />
(4) Analysis of running mode by basic model<br />
<strong>Using</strong> the system, an attempt was made to compute summary values <strong>on</strong> the benefits in<br />
operati<strong>on</strong>al schedules at an oil-refining/petrochemical complex. At this time, however,<br />
the n<strong>on</strong>linear model was linked <strong>on</strong>ly to the CCR unit. Computed results are given below.<br />
(a) Catalytic reformer operati<strong>on</strong> mode<br />
(b) Light oil desulfurizati<strong>on</strong> unit operati<strong>on</strong> mode<br />
(c) Fluid catalytic cracker operati<strong>on</strong> mode<br />
(d) Ethylene unit operati<strong>on</strong> mode<br />
2.4% (oil refining vs critical gain)<br />
1.1% (oil refining vs critical gain)<br />
0.7% (oil refining vs critical gain)<br />
1.2% (petrochemical vs critical gain)<br />
It should be noted, however, that these results derive from a comparis<strong>on</strong> with the<br />
company’s current operati<strong>on</strong>al pattern. And with some units, it was c<strong>on</strong>firmed as a result<br />
of checking actual precisi<strong>on</strong> that the material balance matches well. C<strong>on</strong>cerning<br />
variati<strong>on</strong>s is gain, l<strong>on</strong>g-term tests and/or c<strong>on</strong>firmati<strong>on</strong> of fluid properties are required, and<br />
these are issues for the future.<br />
(5) Unit for measuring fluid properties<br />
The large-scale n<strong>on</strong>linear optimizati<strong>on</strong> system ranks as a system that facilitates<br />
optimizati<strong>on</strong> of both product planning and operati<strong>on</strong>al planning simultaneously.<br />
C<strong>on</strong>sequently, for the operati<strong>on</strong>al mode obtained as the soluti<strong>on</strong>, a scheme for absorbing<br />
the error in forecast of the final product is required. For measuring fluid properties, a<br />
general-purpose, near infrared spectral analyzer, which can measure multiple ingredients,<br />
is currently being installed. As target fluids, attenti<strong>on</strong> was focused <strong>on</strong> product types or oil<br />
types related to 4 base materials, with reference to volatile oils having a major impact <strong>on</strong><br />
gain at oil refineries. In FY1999 the measurement accuracy of the near infrared spectral<br />
analyzer was checked, and practical applicati<strong>on</strong> tests were d<strong>on</strong>e <strong>on</strong> sample equipment,<br />
then based <strong>on</strong> the results thus obtained, product and base material measuring points were<br />
augmented in FY2000. Measurement results are scheduled to be evaluated from next<br />
year.<br />
6
4.1.2 Investigati<strong>on</strong> of Method for Drafting Unit/Blender Operati<strong>on</strong> Schedule<br />
Initially, it was believed that the objective could be reached by developing a scheduling system<br />
mainly based <strong>on</strong> raw materials. Accordingly, a case study tool with no automatic functi<strong>on</strong>s was<br />
first created in 1999. In 2000, case study functi<strong>on</strong>s were expanded, and an attempt was made<br />
to optimize scheduling by using GA and other intelligent methods. Nevertheless, it became<br />
evident that in scheduling limited to raw materials independent of research advances, the<br />
objectives of total optimizati<strong>on</strong> cannot be met.<br />
It was also found that GA and other methods initially c<strong>on</strong>ceived for optimizing large-scale<br />
scheduling, including products as well as raw materials, are problematic technologically. To<br />
overcome this hurdle, a technological survey was c<strong>on</strong>ducted, and it was found that the<br />
standards of generally accepted scheduling methods or of methods that exceed those findings<br />
obtained through PEC research thus far were not exceeded. For this reas<strong>on</strong>, it was judged<br />
that progress with the current research could not be assured, and development was thus<br />
aband<strong>on</strong>ed.<br />
4.1.3 Development of Per Unit Stabilized C<strong>on</strong>trol <strong>System</strong><br />
(1) Necessity of a robust c<strong>on</strong>trol system<br />
(a) Ranking of robust c<strong>on</strong>trol in an optimum producti<strong>on</strong> system using large-scale model<br />
In having the results of an optimum producti<strong>on</strong> system using large-scale model<br />
reflected in units, the variables which remain roughly fixed under c<strong>on</strong>venti<strong>on</strong>al<br />
running can be varied, based <strong>on</strong> the optimum soluti<strong>on</strong>, in accordance with<br />
fluctuati<strong>on</strong>s in market c<strong>on</strong>diti<strong>on</strong>s or materials. In this case, by shifting the<br />
operati<strong>on</strong>al values of reactor or main distillati<strong>on</strong> tower, which c<strong>on</strong>stitute the major<br />
variables, dramatic fluctuati<strong>on</strong>s occur when viewed from the standpoint of process<br />
characteristics. Hence the impact <strong>on</strong> c<strong>on</strong>trol loop becomes manifest as fluctuati<strong>on</strong>s<br />
in gain. To resolve these problems and coordinate process c<strong>on</strong>trol with optimum<br />
producti<strong>on</strong> planning, a robust c<strong>on</strong>trol system that runs stably even when<br />
characteristics fluctuate is required. Nevertheless, to accommodate such<br />
fluctuati<strong>on</strong>s in characteristics, which affect the entire equipment, by c<strong>on</strong>venti<strong>on</strong>al<br />
methods such as model predictive c<strong>on</strong>trol, an enormously large volume of operati<strong>on</strong>s<br />
is required, and this is not practical.<br />
Operati<strong>on</strong>al variables other than the main variable of general optimizati<strong>on</strong> must be<br />
resolved by separate, detailed optimizati<strong>on</strong>, and unit operati<strong>on</strong> must be followed in<br />
real time. Such optimizati<strong>on</strong> is established under the c<strong>on</strong>diti<strong>on</strong>s of static material<br />
balance; dynamic patterns are not c<strong>on</strong>sidered. C<strong>on</strong>sequently, if the soluti<strong>on</strong>s of<br />
detailed optimizati<strong>on</strong> are output as such to the process, inc<strong>on</strong>sistencies arise,<br />
c<strong>on</strong>straints cannot be maintained, and c<strong>on</strong>diti<strong>on</strong>s arise whereby shift cannot be made<br />
to operati<strong>on</strong>s as instructed. Such c<strong>on</strong>trol in which static soluti<strong>on</strong>s and dynamic<br />
c<strong>on</strong>trol are incorporated and maintained is called gain maintenance type c<strong>on</strong>trol.<br />
This report covers practical research in which an FCC unit serves as the model unit.<br />
7
In the case of units for which such detailed optimizati<strong>on</strong> has not been implemented<br />
but which can be str<strong>on</strong>gly affected by it, PID c<strong>on</strong>trol must be made secure, and<br />
performance must be improved to withstand fluctuati<strong>on</strong>s. This applicati<strong>on</strong> was<br />
attempted in a sulfolane unit positi<strong>on</strong>ed downstream of a catalytic reformer. The<br />
unit is str<strong>on</strong>gly influenced by the upstream operati<strong>on</strong>al unit, and its need is great in<br />
terms of operati<strong>on</strong>. The rankings of each c<strong>on</strong>trol factor are illustrated in Figure 2.4.<br />
From the standpoint of increasing unit stability, performance improvement by PID is<br />
practical, and the establishment of this technology is indispensable for multi-mode<br />
operati<strong>on</strong>. Moreover, when the operati<strong>on</strong> of reactors, etc., is c<strong>on</strong>sidered, there are<br />
cases in which resp<strong>on</strong>se cannot be made with simple PID tuning. This is a<br />
n<strong>on</strong>linear problem. In the present R&D, an approach involving GMDH network<br />
model was adopted for this problem. An investigati<strong>on</strong> of system basics and of<br />
desktop model was c<strong>on</strong>ducted.<br />
<strong>Large</strong>-scale n<strong>on</strong>linear optimizati<strong>on</strong> system (total planning)<br />
Major unit operati<strong>on</strong> mode<br />
(Major operati<strong>on</strong> variables,<br />
intermediate price, c<strong>on</strong>straints)<br />
Unit detailed optimizati<strong>on</strong> by general optimizati<strong>on</strong> homogenous model<br />
Unit operati<strong>on</strong> target value<br />
(key operati<strong>on</strong> variable)<br />
Robust c<strong>on</strong>trol system with<br />
optimizati<strong>on</strong> homogeneous model<br />
Robust c<strong>on</strong>trol system tolerating<br />
multiple operati<strong>on</strong> modes<br />
Unit operati<strong>on</strong> c<strong>on</strong>trol value<br />
(operati<strong>on</strong> variable)<br />
N<strong>on</strong>linear<br />
tuning<br />
PID stabilizati<strong>on</strong><br />
tuning<br />
Process<br />
Figure 2.4<br />
Ranking of Robust C<strong>on</strong>trol in an <strong>Optimum</strong><br />
Producti<strong>on</strong> <strong>System</strong><br />
8
(b) Detailed optimizati<strong>on</strong> type stabilized c<strong>on</strong>trol<br />
Soluti<strong>on</strong>s for satisfying the gain of gigantic oil refinery/petrochemical complexes are<br />
computed by resolving n<strong>on</strong>linear, large-scale optimizati<strong>on</strong>s. In actuality, however,<br />
these soluti<strong>on</strong>s are at the planning level, and they are resolved at m<strong>on</strong>thly or weekly<br />
intervals. The optimum soluti<strong>on</strong> includes all the major operati<strong>on</strong>al variables of each<br />
unit, but from the standpoint of model objective, modeling down to minute operati<strong>on</strong>al<br />
variables is not possible. In actual operati<strong>on</strong>s, each unit has a large degree of<br />
freedom, and the optimum gain can be produced by eliminating this freedom. Here<br />
optimum c<strong>on</strong>trol of actual operati<strong>on</strong>s is required, al<strong>on</strong>g with detailed optimizati<strong>on</strong><br />
whereby the soluti<strong>on</strong>s of general optimizati<strong>on</strong> are resolved in still greater detail. The<br />
problem here is c<strong>on</strong>cern that if separate evaluative functi<strong>on</strong>s are newly defined and<br />
soluti<strong>on</strong>s are reached as partial optimizati<strong>on</strong>s, inc<strong>on</strong>sistencies with general<br />
optimizati<strong>on</strong>s might arise. To reach soluti<strong>on</strong>s in which partial optimizati<strong>on</strong>s match<br />
with general optimizati<strong>on</strong>s, the following c<strong>on</strong>diti<strong>on</strong>s are to be satisfied.<br />
a) Balance achieved in intermediate prices.<br />
b) No inc<strong>on</strong>sistencies between overall c<strong>on</strong>straints and partial optimizati<strong>on</strong><br />
c<strong>on</strong>straints.<br />
c) Assumed c<strong>on</strong>diti<strong>on</strong>s (i.e, raw materials) for general optimizati<strong>on</strong> and partial<br />
optimizati<strong>on</strong> are the same.<br />
A partial optimizati<strong>on</strong> system c<strong>on</strong>ceived in this manner can be linked to a general<br />
optimizati<strong>on</strong> system. The c<strong>on</strong>diti<strong>on</strong>s for linking general optimizati<strong>on</strong> to partial<br />
optimizati<strong>on</strong>, taking the FCC unit as an example, are illustrated in Figure 2.5.<br />
N<strong>on</strong>linear large-scale<br />
optimizati<strong>on</strong> modeling<br />
Crude<br />
oil<br />
Compatibility of local soluti<strong>on</strong> and<br />
general optimum soluti<strong>on</strong><br />
Projecti<strong>on</strong> of intermediate price and<br />
overall c<strong>on</strong>straints<br />
Detailed optimizati<strong>on</strong><br />
Optimizati<strong>on</strong> homogenous<br />
type c<strong>on</strong>trol<br />
Similarity of<br />
evaluati<strong>on</strong> functi<strong>on</strong>s<br />
Similarity of<br />
evaluati<strong>on</strong> functi<strong>on</strong>s<br />
Figure 2.5<br />
C<strong>on</strong>diti<strong>on</strong>s for Linkage of Total and Partial Optimizati<strong>on</strong><br />
9
(c) C<strong>on</strong>trol system in detailed optimizati<strong>on</strong><br />
In order to obtain soluti<strong>on</strong>s efficiently, from general optimizati<strong>on</strong> to actual working<br />
terminals, layers must be stratified as necessary and optimizati<strong>on</strong> layers must be<br />
c<strong>on</strong>structed in accordance with each functi<strong>on</strong>. In additi<strong>on</strong>, the c<strong>on</strong>diti<strong>on</strong>s for<br />
preventing inc<strong>on</strong>sistencies between such laminated child optimizati<strong>on</strong>s and parent<br />
optimizati<strong>on</strong>s have been presented. Nevertheless, in the compositi<strong>on</strong> of detailed<br />
optimizati<strong>on</strong>s, soluti<strong>on</strong>s are reached <strong>on</strong> the assumpti<strong>on</strong> of static c<strong>on</strong>diti<strong>on</strong>s over a<br />
certain time interval. Actual plants, <strong>on</strong> the other hand, are c<strong>on</strong>stantly exposed to<br />
disturbances, and it is difficult to maintain c<strong>on</strong>straints dynamically with detail<br />
optimizati<strong>on</strong> al<strong>on</strong>e. The problem here is the associati<strong>on</strong> between the optimum value<br />
of detailed optimizati<strong>on</strong> and the optimum value maintenance functi<strong>on</strong> for c<strong>on</strong>trol<br />
acting in the minute unit. Normally, detailed optimizati<strong>on</strong> is c<strong>on</strong>ducted in the hour<br />
unit. C<strong>on</strong>sequently, c<strong>on</strong>trol, including optimizati<strong>on</strong>, must be maintained over this<br />
time interval. To resolve this problem, the methods undertaken by general and<br />
detailed optimizati<strong>on</strong> are employed also in relati<strong>on</strong> to c<strong>on</strong>trol. In other words, as<br />
shown in Figure 2.6, a gain functi<strong>on</strong> is defined in the evaluative functi<strong>on</strong> of the c<strong>on</strong>trol<br />
system, not just ISE minimum. This evaluative functi<strong>on</strong> and the evaluative functi<strong>on</strong><br />
of detailed optimizati<strong>on</strong> must be established with no inc<strong>on</strong>sistencies. By taking this<br />
measure, the c<strong>on</strong>trol system, while emphasizing dynamic factors, can shift toward the<br />
maximum unit gain when freedom has been generated. In view of the load put <strong>on</strong><br />
the calculator, the model inserted into the c<strong>on</strong>trol system must be a simple <strong>on</strong>e.<br />
Here the compositi<strong>on</strong> is by linear model. In light of the above results, it was decided<br />
to use the system with expanded model forecast c<strong>on</strong>trol because a c<strong>on</strong>trol system<br />
having evaluative functi<strong>on</strong>s is absolutely necessary. From model ranking, it<br />
becomes evident that in detailed optimizati<strong>on</strong>, gain as opposed to gain evaluati<strong>on</strong><br />
functi<strong>on</strong> becomes Jacobian.<br />
General optimizati<strong>on</strong><br />
• incorporati<strong>on</strong> into c<strong>on</strong>trol of gain<br />
functi<strong>on</strong>s<br />
• Compositi<strong>on</strong>al method improving<br />
robustness<br />
Local optimum<br />
soluti<strong>on</strong><br />
Stabilizati<strong>on</strong>,<br />
Detailed optimizati<strong>on</strong><br />
Expansi<strong>on</strong> of model forecast c<strong>on</strong>trol<br />
• Interpolati<strong>on</strong> of optimizati<strong>on</strong><br />
yielding homogeneity<br />
• Integrati<strong>on</strong> of c<strong>on</strong>trol internal<br />
model and detailed optimizati<strong>on</strong><br />
Stabilizati<strong>on</strong>,Robust c<strong>on</strong>trol<br />
Development technology<br />
under investigati<strong>on</strong> with<br />
FCC unit<br />
Figure 2.6<br />
Compositi<strong>on</strong> of C<strong>on</strong>trol <strong>System</strong> in Detailed Optimizati<strong>on</strong><br />
10
(2) Stabilizati<strong>on</strong> by PID tuning<br />
(a) Present status of PID tuning<br />
In the c<strong>on</strong>trol of an actual plant, virtually all c<strong>on</strong>troller operate under PID c<strong>on</strong>trol.<br />
From a survey of PID parameter setting c<strong>on</strong>diti<strong>on</strong>s, it was discovered that over 50%<br />
of all c<strong>on</strong>trollers are operated at inappropriate parameters. Overall, the trend in<br />
parameter tuning was clearly found to be the so-called operator’s tuning in which the<br />
gain is set low and the integral time is made short. The characteristic feature of this<br />
type tuning is that under stable c<strong>on</strong>diti<strong>on</strong>s with no disturbances, relatively<br />
problem-free c<strong>on</strong>trol takes place. But if there is rainfall or large process fluctuati<strong>on</strong>s,<br />
there is the danger that overall c<strong>on</strong>trol can become unstable. From the standpoint<br />
of operator, however, it is reassuring because operati<strong>on</strong>s are aimed at curtailing<br />
output.<br />
(b) PID tuning support system<br />
In order to clarify the c<strong>on</strong>figurati<strong>on</strong> of a robust c<strong>on</strong>troller, the design standards of a<br />
more stable c<strong>on</strong>troller will be linked and evaluated from an analysis of unit operating<br />
c<strong>on</strong>diti<strong>on</strong>s. In other words, by combining event analysis tool with c<strong>on</strong>troller design<br />
standards, the c<strong>on</strong>cept of robust c<strong>on</strong>trol in the oil refining process will be<br />
implemented as depicted in Figure 2.7. Here the event analysis tool takes out event<br />
informati<strong>on</strong> <strong>on</strong> the operati<strong>on</strong> of alarms, manipulati<strong>on</strong>s, etc. as character time series<br />
informati<strong>on</strong>. The tool uses a method whereby the c<strong>on</strong>trollability of the unit is<br />
evaluated through analysis of the time series and through frequency analysis.<br />
Heretofore, <strong>on</strong>ly the evaluati<strong>on</strong> of c<strong>on</strong>trollability by independent loop has been<br />
discussed. The present approach makes it possible to objectively evaluate<br />
c<strong>on</strong>trollability of the entire unit in practical terms. In process c<strong>on</strong>trol, even if the<br />
individual loops are adjusted optimally, the stability of the unit is not assured at all.<br />
Thus far, however, c<strong>on</strong>trol theories have taken as their standard an evaluati<strong>on</strong> of the<br />
c<strong>on</strong>trollability of individual loops. The present R&D focuses <strong>on</strong> such c<strong>on</strong>tradicti<strong>on</strong>s<br />
and aims to improve the c<strong>on</strong>trollability and stability of the unit as a whole. The steps<br />
involved are as follows.<br />
a) Evaluate unit c<strong>on</strong>trollability with an alarm analyzer. At this time, also abstract<br />
the problem loop and evaluate its impact <strong>on</strong> related loops.<br />
b) Determine tuning strategy for the whole unit.<br />
c) Measure loop features and perform step 1 tuning.<br />
d) While evaluating c<strong>on</strong>trollability, apply step 2 tuning to the targeted resp<strong>on</strong>se.<br />
e) Evaluate mutual interference with other loops and review the range setting.<br />
f) Repeat (1) to (5) and evaluate the unit’s stability.<br />
11
Operating alarm Work history<br />
Alarm,Work event analysis<br />
C<strong>on</strong>trol performance evaluati<strong>on</strong>,<br />
Tuning indices<br />
Tuning indices of process<br />
as a whole<br />
Time series evaluati<strong>on</strong> of<br />
Interference between loops<br />
C<strong>on</strong>troller unsuitability<br />
• C<strong>on</strong>trol standard matching objectives of process c<strong>on</strong>trol<br />
• C<strong>on</strong>troller selecti<strong>on</strong><br />
• MIN-MAX robust<br />
step1: Initial tuning (Kitamori method base + MIN-MAX robust)<br />
step2: Repeated tuning (Improved critical sensitivity method base + MIN-MAX robust)<br />
Figure 2.7<br />
Outline of PID Tuning Support <strong>System</strong><br />
Employed as the tuning tool at this time with step 1 was the Kitamori method. At<br />
step 2 the improved type critical sensitivity method was used. The range model was<br />
determined in c<strong>on</strong>siderati<strong>on</strong> of loop mutual characteristics at over-dumping and<br />
under-dumping, with critical dumping as the standard. Respecting flow volume<br />
c<strong>on</strong>trol and fluid level c<strong>on</strong>trol, however, since these cannot be expressed by such a<br />
range, it was decided to set up c<strong>on</strong>trol based <strong>on</strong> a rule of thumb. Furthermore, in<br />
c<strong>on</strong>siderati<strong>on</strong> of the changes in unit characteristics or vagueness, the MIN-MAX<br />
robust c<strong>on</strong>cept was adopted, and allowances were made for c<strong>on</strong>stantly having the<br />
appropriate margin vis-à-vis critical stability. The tuning support system is illustrated<br />
in Figure 2.7.<br />
(c) Applicati<strong>on</strong> results at a practical plant<br />
In order to investigate the efficacy of process total tuning, a special unit was selected<br />
and evaluated for applicability. The target unit is positi<strong>on</strong>ed downstream of the<br />
catalytic reformer. It is a sulfolane extractor that extracts benzene from gasoline<br />
ingredients. This unit is <strong>on</strong>e of the most difficult to operate at an oil refinery because<br />
upstream operati<strong>on</strong>s change and the raw materials brought from other refineries are<br />
drastically different in compositi<strong>on</strong>. Over several hours in a benzene distillati<strong>on</strong><br />
tower, the unit produces load changes to a maximum of about 40%, and when the<br />
raw material changes in compositi<strong>on</strong>, the operator must remain <strong>on</strong> hand for manual<br />
operati<strong>on</strong>s. A trial was c<strong>on</strong>ducted to see how far improvements could be made by<br />
adopting the total tuning approach for this unit. From event analysis tool data, it was<br />
learned that the following measures are required.<br />
a) Total tuning with sulfolane unit<br />
b) Critical dumping tuning for c<strong>on</strong>trol of the benzene distillati<strong>on</strong> column top<br />
12
c) Rearrangement of variables and change of c<strong>on</strong>troller for c<strong>on</strong>trol of the benzene<br />
distillati<strong>on</strong> column bottom.<br />
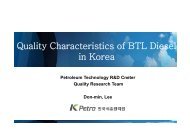
Results from the aforesaid total tuning are presented in Figure 2.8. It can be seen<br />
that purity c<strong>on</strong>trol, which in the past changed drastically whenever the raw material<br />
was changed, can now be c<strong>on</strong>trolled stably. Moreover, after operating this c<strong>on</strong>trol,<br />
the volume of reboiler upwash was lowered 10% or more, and there were benefits in<br />
energy c<strong>on</strong>servati<strong>on</strong>. Following this investigati<strong>on</strong>, the unit could be made totally<br />
manipulati<strong>on</strong>- free.<br />
From the aforesaid results, it has thus become evident that great benefits in terms of<br />
process stabilizati<strong>on</strong> can be gained by switching from the c<strong>on</strong>venti<strong>on</strong>al loop-unit<br />
tuning to systematic total tuning.<br />
Feed volume (KL/D)<br />
After improvements<br />
Impurities in benzene (wtPPM)<br />
Figure 2.8<br />
Operating C<strong>on</strong>diti<strong>on</strong>s After Total Tuning<br />
3. Results of Empirical Research<br />
(1) A basic model of the general optimizati<strong>on</strong> system was developed and operati<strong>on</strong> mode<br />
effects were tabulated. An investigati<strong>on</strong> was made of the input/output variables,<br />
methods, etc., actually employed for c<strong>on</strong>necting the basic model to the n<strong>on</strong>linear model(s)<br />
used in the general optimizati<strong>on</strong> system.<br />
(2) A database was c<strong>on</strong>structed for detailed optimizati<strong>on</strong> and the prototype of a data<br />
c<strong>on</strong>sistency system was created.<br />
(3) Units for measuring fluid properties were augmented.<br />
(4) Development of a support system for unit operati<strong>on</strong> schedule creati<strong>on</strong> was aband<strong>on</strong>ed<br />
because of technical problems.<br />
(5) C<strong>on</strong>structi<strong>on</strong> of a robust c<strong>on</strong>trol system was investigated and its applicati<strong>on</strong> to practical<br />
units was evaluated.<br />
13
4. Synopsis<br />
4.1 R&D in FY2000<br />
Developments were made covering the basic technology of the general optimizati<strong>on</strong> system.<br />
Individual technologies of the general optimizati<strong>on</strong> system were developed and evaluated. It<br />
was also c<strong>on</strong>firmed that these individual technologies functi<strong>on</strong> effectively.<br />
4.2 Future Issues<br />
(1) C<strong>on</strong>structi<strong>on</strong> of n<strong>on</strong>linear process model for individual unit<br />
Technology for linking developed n<strong>on</strong>linear models to general optimizati<strong>on</strong> should be<br />
developed, al<strong>on</strong>g with technology for stable operati<strong>on</strong>s. The n<strong>on</strong>linear model is to be<br />
reviewed as necessary.<br />
(2) Development of total optimizati<strong>on</strong> system<br />
<strong>Using</strong> the integrati<strong>on</strong> model developed in FY2000, tests of linkage to detailed optimizati<strong>on</strong><br />
are to be c<strong>on</strong>ducted; unit gain should be analyzed, and efficacy should be verified.<br />
Reviews should also be made as necessary.<br />
(3) Development of per-unit stabilized c<strong>on</strong>trol system<br />
Gain-like stabilized c<strong>on</strong>trol should be reviewed and evaluated. In additi<strong>on</strong>, a c<strong>on</strong>trol<br />
system linked to general optimizati<strong>on</strong> in c<strong>on</strong>cert with properties analyzer should be<br />
investigated and developed.<br />
(4) Review of unit stabilizati<strong>on</strong> technology by PID tuning method; expansi<strong>on</strong> of applicati<strong>on</strong><br />
scope and establishment of technology<br />
Investigati<strong>on</strong>s should be made of still more practical applicati<strong>on</strong>s for n<strong>on</strong>linear tuning.<br />
Copyright 2001 Petroleum Energy Center all rights reserved.<br />
14