Improved Fischer-Tropsch Economics Enabled by Microchannel ...
Improved Fischer-Tropsch Economics Enabled by Microchannel ...
Improved Fischer-Tropsch Economics Enabled by Microchannel ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
. Since the basic reactor modules are small, reactor<br />
and FT unit fabrication can take place at indoor shops,<br />
which speeds construction and installation. On the other<br />
hand, commercial-scale conventional reactors are large and<br />
must be placed in ‘stick built’ facilities that have relatively<br />
long construct timelines.<br />
3) The modular approach of microchannel FT helps<br />
minimize downtime due to individual modules needing<br />
components or catalysts to be replaced. Conventional fixed<br />
bed systems require an entire train or system shutdown to<br />
make changes or repairs. Because microchannel FT reactors<br />
are smaller the impact of taking a one or a few out of<br />
operation does not materially impact the facilities overall<br />
productivity.<br />
Slurry Bed. In slurry bed reactors, a heavy hydrocarbon<br />
liquid is used to suspend the catalyst and the heavier<br />
products remain in the reactor while the light ones are<br />
removed as vapors overhead as shown in Figure 9. A<br />
portion of the liquid mixture is continuously removed to<br />
recover the heavy hydrocarbon products, while the carrier<br />
liquid and majority of the catalyst are recycled back to the<br />
reactor. Removing small particles of catalyst, known as<br />
fines, from the wax is a significant challenge, and<br />
sometimes wax products from slurry bed processes are grey,<br />
instead of white, due to the presence of catalyst fines. This<br />
lowers the value of FT wax because final separation for<br />
chemical uses can be expensive.[8]<br />
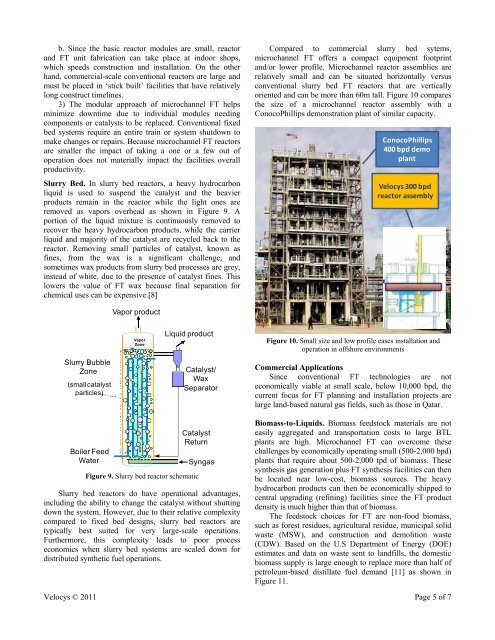
Compared to commercial slurry bed sytems,<br />
microchannel FT offers a compact equipment footprint<br />
and/or lower profile. <strong>Microchannel</strong> reactor assemblies are<br />
relatively small and can be situated horizontally versus<br />
conventional slurry bed FT reactors that are vertically<br />
oriented and can be more than 60m tall. Figure 10 compares<br />
the size of a microchannel reactor assembly with a<br />
ConocoPhillips demonstration plant of similar capacity.<br />
ConocoPhillips<br />
400 bpd demo<br />
plant<br />
Velocys 300 bpd<br />
reactor assembly<br />
Vapor product<br />
Slurry Bubble<br />
Zone<br />
(small catalyst<br />
particles)<br />
Vapor<br />
Zone<br />
Liquid product<br />
Catalyst/<br />
Wax<br />
Separator<br />
Figure 10. Small size and low profile eases installation and<br />
operation in offshore environments<br />
Commercial Applications<br />
Since conventional FT technologies are not<br />
economically viable at small scale, below 10,000 bpd, the<br />
current focus for FT planning and installation projects are<br />
large land-based natural gas fields, such as those in Qatar.<br />
Boiler Feed<br />
Water<br />
Catalyst<br />
Return<br />
Figure 9. Slurry bed reactor schematic<br />
-<br />
Syngas<br />
Slurry bed reactors do have operational advantages,<br />
including the ability to change the catalyst without shutting<br />
down the system. However, due to their relative complexity<br />
compared to fixed bed designs, slurry bed reactors are<br />
typically best suited for very large-scale operations.<br />
Furthermore, this complexity leads to poor process<br />
economics when slurry bed systems are scaled down for<br />
distributed synthetic fuel operations.<br />
Biomass-to-Liquids. Biomass feedstock materials are not<br />
easily aggregated and transportation costs to large BTL<br />
plants are high. <strong>Microchannel</strong> FT can overcome these<br />
challenges <strong>by</strong> economically operating small (500-2,000 bpd)<br />
plants that require about 500-2,000 tpd of biomass. These<br />
synthesis gas generation plus FT synthesis facilities can then<br />
be located near low-cost, biomass sources. The heavy<br />
hydrocarbon products can then be economically shipped to<br />
central upgrading (refining) facilities since the FT product<br />
density is much higher than that of biomass.<br />
The feedstock choices for FT are non-food biomass,<br />
such as forest residues, agricultural residue, municipal solid<br />
waste (MSW), and construction and demolition waste<br />
(CDW). Based on the U.S Department of Energy (DOE)<br />
estimates and data on waste sent to landfills, the domestic<br />
biomass supply is large enough to replace more than half of<br />
petroleum-based distillate fuel demand [11] as shown in<br />
Figure 11.<br />
Velocys © 2011 Page 5 of 7