
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Photo courtesy Trumpf Inc.<br />
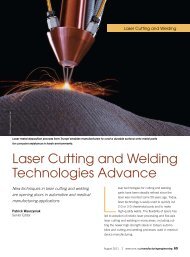
Lasers in Medical Manufacturing<br />
Trumpf offers laser-cutting technology<br />
to use in manufacturing pacemakers.<br />
Laser Makers Under Pressure:<br />
Do More, Faster<br />
Lasers get more powerful, accurate<br />
and af<strong>for</strong>dable, improving productivity<br />
of laser marking and cutting<br />
Ilene Wolff<br />
Contributing Editor<br />
Lasers are superior <strong>for</strong> marking medical tools<br />
and devices because the marks they make<br />
are flat, which is crucial: Any crevice, no matter<br />
how small, can provide a home <strong>for</strong> germs<br />
to congregate and reproduce.<br />
So an impending new rule expected from<br />
Washington may help companies that sell laser marking<br />
systems to medical device manufacturers fatten up their<br />
bottom line.<br />
In 2012 the Food and Drug Administration proposed<br />
the new rule requiring the more than 5000<br />
May 2013 | ManufacturingEngineeringMedia.com 65
Lasers in Medical Manufacturing<br />
Photo courtesy Miyachi Unitek Corp.<br />
This sample shows high-speed tube banding using the<br />
Miyachi Unitek LMF3500-HP laser marker.<br />
domestic medical device manufacturers and their <strong>for</strong>eign<br />
counterparts to add a unique device identification—a numeric<br />
or alphanumeric identifier—to some of the 1700 different<br />
types of devices used in the US. Examples of devices<br />
that would have to bear a UDI are implants and multi-use<br />
surgical instruments.<br />
A final rule isn’t expected until June. But if implemented,<br />
the rule could mean much more business <strong>for</strong> medical device<br />
makers, even if it means $132–$176 million a year in extra<br />
costs <strong>for</strong> the domestic and <strong>for</strong>eign medical device industry.<br />
The rule is designed to help improve device safety and the<br />
reporting of device-related adverse events.<br />
“It will improve how tools and devices are used and help<br />
define the life cycle of a device,” said Alex Boffi, key account<br />
manager <strong>for</strong> Techni<strong>for</strong>, a GravoTech Inc. company (Duluth,<br />
GA). His company offers a wide range of laser and other solutions<br />
<strong>for</strong> medical application UDI marking compliance. “At the<br />
end of the day, it comes down to safety.”<br />
66 ManufacturingEngineeringMedia.com | May 2013
Lasers in Medical Manufacturing<br />
Prima Power Laserdyne LLC reduced the price of its<br />
Laserdyne 430 by making the work envelope’s size more<br />
compatible with medical device applications.<br />
But even as the FDA creates additional costs <strong>for</strong> medical<br />
device manufacturers, insurance companies and the Centers<br />
<strong>for</strong> Medicare & Medicaid Services—who pay <strong>for</strong> their products,<br />
which are often cut with lasers—are <strong>for</strong>cing them to do<br />
more with less.<br />
“Produce more in less time <strong>for</strong> a lower cost per part” is<br />
what customers want from lasers and laser systems from<br />
Trumpf Inc. (Farmington, CT), said Sascha Weiler, microprocessing<br />
product manager.<br />
Geoff Shannon, laser technology manager at Miyachi<br />
Unitek Corporation (Los Angeles), agrees. He’s noticed a big<br />
cost-reduction drive among manufacturers who now operate<br />
smarter and leaner, compared with 10–15 years ago when<br />
money was no object.<br />
68 ManufacturingEngineeringMedia.com | May 2013
Lasers in Medical Manufacturing<br />
Prima Power Laserdyne LLC’s BeamDirector, a rotary and tilt axes<br />
laser beam positioning device, gives the Laserdyne 430 full 3D<br />
cutting capability.<br />
tricky part is how to use this power, and merge it<br />
with the capabilities of motion control.”<br />
That’s w<strong>here</strong> Aerotech Inc. (Pittsburgh)<br />
comes in. Aerotech manufactures extremely<br />
precise motion control systems <strong>for</strong> laser processing<br />
and micromachining.<br />
“Capabilities 10 years ago were normally<br />
limited to micron-level resolutions and accuracies,”<br />
said Scott Schmidt, laser processing<br />
and micromachining group manager. “Today<br />
we already offer standard products that function<br />
in the nanometer range, and we fully<br />
expect that 10 years from now many standard<br />
systems will be capable of picometer resolutions<br />
and accuracies.”<br />
Part of operating smarter may mean making more powerful<br />
lasers. “We are always working on increasing the laser’s<br />
power,” said Weiler, “but still maintaining high efficiency. The<br />
Making Their Mark<br />
G.T. Schmidt Marking Systems (Niles, IL) has several<br />
marking product lines, but since the turn of the century lasers<br />
have taken over.<br />
“We do see lasers as truly the future <strong>for</strong> GTS,” said Dave<br />
Noonan, product manager. Growth in Schmidt’s laser marking<br />
sales grew by about 50% in 2011 and 40% in 2012.<br />
Not only are lasers the future <strong>for</strong> Schmidt, the company<br />
will likely expand into systems <strong>for</strong> cutting and ablating as well<br />
as <strong>for</strong> marking, Noonan said.<br />
Schmidt’s laser systems include the scanning head, software<br />
and programmable controller in addition to the laser itself.<br />
Medical device makers use the system to add their corporate<br />
identifying names and logos, as well as serial numbers and 2D<br />
matrices to artificial joints, pacemakers and their nerve-stimulating<br />
cousins, catheters, tubing, and surgical tools.<br />
“About anything steel or plastic that needs to be marked,<br />
our lasers are marking,” said Noonan, whose customer base<br />
is mainly in the United States and Canada, with a few clients<br />
in South America, Europe, China and India. “Most of our<br />
customers are opting <strong>for</strong> the fiber laser these days due to its<br />
price and durability. The sources are rock solid and the design<br />
is well proven.<br />
“I think durability speaks <strong>for</strong> itself by simply looking at<br />
the expected life of the lasers,” Noonan said. “The fiber laser<br />
sources are projected to have a 100,000-hour life cycle while<br />
the diode laser sources are rated <strong>for</strong> 30,000 hours.”<br />
Fiber lasers are also becoming more powerful, up to 70<br />
W, and are more environmentally friendly because they’re air-<br />
70 ManufacturingEngineeringMedia.com | May 2013
cooled vs. water-cooled like CO 2 or YAG lasers. But they also<br />
have another distinctive advantage.<br />
“The nice thing about a fiber laser is that it’s compact,” said<br />
Bob Henry, product manager <strong>for</strong> Epilog Laser, (Golden, CO).<br />
It’s not uncommon <strong>for</strong> visitors at<br />
medical device trade shows to approach<br />
Epilog’s booth and hand over a bag of<br />
jangling metal parts to mark, said Henry.<br />
“We love the challenge when people<br />
bring us materials,” said Henry. “We<br />
haven’t seen a metal yet that we can’t<br />
get a good mark on.<br />
“The trick is to get a nice, thick<br />
oxide layer that can stand up to passivation<br />
[a cleaning process] and<br />
autoclaving,” said Henry.<br />
software, such as Microsoft Word, Adobe Illustrator, Corel-<br />
DRAW or BarTender, control the system.<br />
“With our approach, you can use so many different approaches<br />
<strong>for</strong> printing,” said Henry.<br />
We are always working on<br />
increasing the laser’s power,<br />
but still maintaining<br />
high efficiency.<br />
Epilog’s latest products include<br />
the Fusion FiberMark Laser System.<br />
The FiberMark’s work area, at 640<br />
in. 2 (4129 cm 2 ), is more than double<br />
that of its predecessor, which has a<br />
288-in. 2 (1858-cm 2 ) work area. It also<br />
features bigger motors, an enhanced<br />
motion control system, a central<br />
processing unit on the laser motors, an<br />
all-new bearing assembly and steelrein<strong>for</strong>ced<br />
belts, and bidirectional<br />
communication between the computer<br />
and laser. The two-way communications,<br />
along with the operator’s ability<br />
to pause the system’s operations,<br />
make it handy <strong>for</strong> prototyping.<br />
Another handy feature <strong>for</strong> job shops is<br />
the Epilog systems’ time estimator, which<br />
is activated after an image is uploaded to<br />
its programmable logic controller.<br />
Epilog’s open-source software, along<br />
with off-the-shelf writing or graphics<br />
May 2013 | ManufacturingEngineeringMedia.com 71
Lasers in Medical Manufacturing<br />
Device manufacturers intent on cutting production costs<br />
not only want options, they want the process to be fast as well.<br />
Techni<strong>for</strong>’s TC 500 35-W CO 2 laser is fast enough to keep<br />
up with production of plastic-molded parts, said Boffi. Just out<br />
this year, the TC 500 is galvonometric-steered vs. gantry-based,<br />
easy to integrate, cost-competitive and extremely powerful. As a<br />
result, it offers a low cycle time and increases throughput.<br />
“We anticipate it’s going to be popular in the food and<br />
beverage industry, automotive, and <strong>for</strong> medical devices,” said<br />
key account manager Boffi.<br />
Also innovating to increase speed is Miyachi Unitek.<br />
“To make the commonly required dark, or so-called annealed<br />
mark, on stainless steel faster is a challenge, as it’s<br />
very easy to overheat the part,” said Shannon. “However,<br />
using the correct laser technology, this is possible, resulting in<br />
significant throughput gains.”<br />
Shannon said his firm’s new LMF 3500-HP laser marker<br />
cuts this type of marking time by up to half, compared with its<br />
previous technology.<br />
The trick is to get a nice, thick oxide<br />
layer that can stand up to passivation<br />
(a cleaning process) and autoclaving.<br />
Cutting Into the Business<br />
Faster marking is not the only innovation Miyachi Unitek<br />
has to offer. The company’s as-yet unnamed tooling option<br />
<strong>for</strong> its Sigma Tube Cutter can cut features in small-diameter<br />
nitinol tubing <strong>for</strong> neurovascular applications. Not only will the<br />
new technology cut tubing as small as 254 μm in diameter, it<br />
will immerse the part in an ultrasound bath that eliminates the<br />
need <strong>for</strong> electro-polish finishing.<br />
“If you can provide a cutting process that produces<br />
minimal need <strong>for</strong> postprocessing you can shave time off the<br />
72 ManufacturingEngineeringMedia.com | May 2013
Lasers in Medical Manufacturing<br />
manufacturing process and save money,” said Shannon. “We<br />
think we’ve come up with a nice, elegant solution.”<br />
For this particular application the Miyachi Unitek technology—with<br />
an estimated cost of $20,000–$25,000—can<br />
be used with a system that includes a $40,000 fiber laser<br />
to make acceptable cuts. Previously the process required a<br />
$250,000 ultra-fast laser, Shannon said.<br />
To make the commonly required dark, or<br />
so-called annealed mark, on stainless steel<br />
faster is a challenge, as it’s very easy to<br />
overheat the part.<br />
Joining Miyachi Unitek with new technology is Trumpf,<br />
with the second generation of its TruMicro Series, which was<br />
first offered in 2008. The TruMicro Series 5000 uses a hybrid<br />
design <strong>for</strong> laser-cutting metals and polymers. A fiber laser is<br />
amplified by a disk laser and uses six pico-second pulses <strong>for</strong><br />
cutting polymer stents and other materials that are sensitive<br />
and react to heat affect.<br />
Also offering revamped technology—and making it price<br />
competitive in the medical device market—is Prima Power<br />
Laserdyne LLC (Champlin, MN). Prima started selling its<br />
Laserdyne 430 just this year, but it’s based on laser system<br />
designs initially created 20 years ago and used since then<br />
primarily in the aerospace industry.<br />
Prima reduced the Laserdyne 430’s price by modifying its<br />
design: For example, the work area has been reduced to a<br />
cube that measures 23 × 16 × 20" (584 × 406 × 508 mm),<br />
a work envelope compatible with the size of medical device<br />
components to be laser processed. The cost of the control<br />
system has decreased as, <strong>for</strong> example, industrial computers<br />
have become less expensive, explains Terry VanderWert,<br />
company president.<br />
Also multi-generational is the system’s BeamDirector, a<br />
rotary and tilt axes laser beam positioning device that gives<br />
the 430 full 3D cutting capability.<br />
“It’s the cleanest head on the market today, without<br />
external cables and hoses that can interfere with parts being<br />
laser processed,” said VanderWert, who sees great potential<br />
<strong>for</strong> using the Laserdyne 430 to make orthopedic implants and<br />
process-<strong>for</strong>med and tube-based medical instruments.<br />
He also points out that his new technology can be used<br />
<strong>for</strong> laser drilling and welding as well as cutting, and promises<br />
quick company responses to users’ changing needs <strong>for</strong> the<br />
430’s operating program as the marketplace evolves.<br />
Essential to many cutting jobs is motion control that controls<br />
chattering, and that’s exactly what Aerotech focuses on<br />
with its VascuLathe Stent Manufacturing System and its Toric<br />
Lens Generator.<br />
“Potential users of the VascuLathe get the benefits of better<br />
quality stents, produced more quickly, with easier and quicker<br />
system start-up,” said Scott Schmidt, laser processing and<br />
micromachining group manager. He promises a two- to five-fold<br />
increase in vascular and neural stent throughput with VascuLathe.<br />
That’s because Aerotech, Schmidt explains, integrates<br />
VascuLathe’s linear-rotary system with material handling and<br />
wet-cutting capability.<br />
“Aerotech’s direct-drive and advanced control architecture<br />
also means better quality output,” Schmidt said.<br />
The Toric Lens Generator is designed specifically to create<br />
toric lens profiles (that correct <strong>for</strong> astigmatism as well as near<br />
and farsightedness) to manufacture contact lenses and intraocular<br />
(implantable) lenses.<br />
“By limiting the application scope of the product, the TLG<br />
provides a smaller, less costly solution than competitive products,”<br />
Schmidt said. ME<br />
Want More In<strong>for</strong>mation<br />
Aerotech Inc.<br />
Ph: 412-963-7470<br />
Web site: www.aerotech.com/<br />
Epilog Laser<br />
Ph: 303-277-1188<br />
Web site: www.epiloglaser.com/<br />
G.T. Schmidt Marking Systems<br />
Ph: 800-323-1332<br />
Web site: www.gtschmidt.com<br />
Miyachi Unitek Corp.<br />
Ph: 626-303-5676<br />
Web site: www.miyachiunitek.com<br />
Prima Power Laserdyne LLC<br />
Ph: 763-433-3700<br />
Web site: www.prima-na.com<br />
Techni<strong>for</strong> Inc.<br />
Ph: 704-525-5230<br />
Web site: www.techni<strong>for</strong>.us<br />
Trumpf Inc.<br />
Ph: 860-255-6000<br />
Web site: www.us.trumpf.com<br />
74 ManufacturingEngineeringMedia.com | May 2013