North American Heavy Oil, Oil Sands, and Oil Shale Resources
North American Heavy Oil, Oil Sands, and Oil Shale Resources
North American Heavy Oil, Oil Sands, and Oil Shale Resources

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
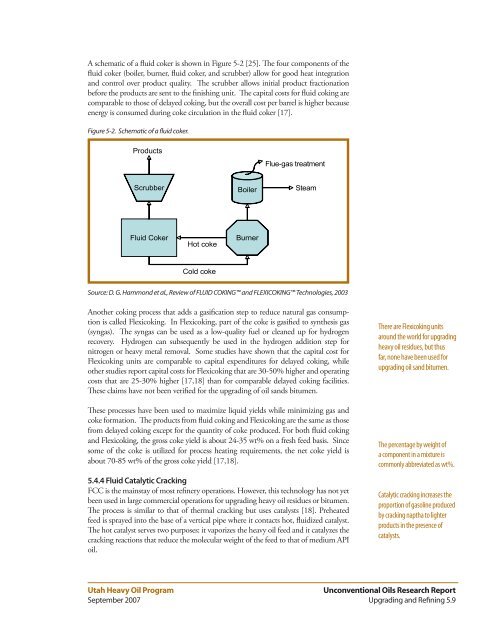
A schematic of a fluid coker is shown in Figure 5-2 [25]. The four components of the<br />
fluid coker (boiler, burner, fluid coker, <strong>and</strong> scrubber) allow for good heat integration<br />
<strong>and</strong> control over product quality. The scrubber allows initial product fractionation<br />
before the products are sent to the finishing unit. The capital costs for fluid coking are<br />
comparable to those of delayed coking, but the overall cost per barrel is higher because<br />
energy is consumed during coke circulation in the fluid coker [17].<br />
Figure 5-2. Schematic of a fluid coker.<br />
Products<br />
Scrubber<br />
Fluid Coker<br />
Hot coke<br />
Cold coke<br />
Boiler<br />
Burner<br />
Flue-gas treatment<br />
Steam<br />
Source: D. G. Hammond et al., Review of FLUID COKING <strong>and</strong> FLEXICOKING Technologies, 2003<br />
Another coking process that adds a gasification step to reduce natural gas consumption<br />
is called Flexicoking. In Flexicoking, part of the coke is gasified to synthesis gas<br />
(syngas). The syngas can be used as a low-quality fuel or cleaned up for hydrogen<br />
recovery. Hydrogen can subsequently be used in the hydrogen addition step for<br />
nitrogen or heavy metal removal. Some studies have shown that the capital cost for<br />
Flexicoking units are comparable to capital expenditures for delayed coking, while<br />
other studies report capital costs for Flexicoking that are 30-50% higher <strong>and</strong> operating<br />
costs that are 25-30% higher [17,18] than for comparable delayed coking facilities.<br />
These claims have not been verified for the upgrading of oil s<strong>and</strong>s bitumen.<br />
These processes have been used to maximize liquid yields while minimizing gas <strong>and</strong><br />
coke formation. The products from fluid coking <strong>and</strong> Flexicoking are the same as those<br />
from delayed coking except for the quantity of coke produced. For both fluid coking<br />
<strong>and</strong> Flexicoking, the gross coke yield is about 24-35 wt% on a fresh feed basis. Since<br />
some of the coke is utilized for process heating requirements, the net coke yield is<br />
about 70-85 wt% of the gross coke yield [17,18].<br />
5.4.4 Fluid Catalytic Cracking<br />
FCC is the mainstay of most refinery operations. However, this technology has not yet<br />
been used in large commercial operations for upgrading heavy oil residues or bitumen.<br />
The process is similar to that of thermal cracking but uses catalysts [18]. Preheated<br />
feed is sprayed into the base of a vertical pipe where it contacts hot, fluidized catalyst.<br />
The hot catalyst serves two purposes: it vaporizes the heavy oil feed <strong>and</strong> it catalyzes the<br />
cracking reactions that reduce the molecular weight of the feed to that of medium API<br />
oil.<br />
There are Flexicoking units<br />
around the world for upgrading<br />
heavy oil residues, but thus<br />
far, none have been used for<br />
upgrading oil s<strong>and</strong> bitumen.<br />
The percentage by weight of<br />
a component in a mixture is<br />
commonly abbreviated as wt%.<br />
Catalytic cracking increases the<br />
proportion of gasoline produced<br />
by cracking naptha to lighter<br />
products in the presence of<br />
catalysts.<br />
Utah <strong>Heavy</strong> <strong>Oil</strong> Program Unconventional <strong>Oil</strong>s Research Report<br />
September 2007 Upgrading <strong>and</strong> Refining 5.9