Adhesive-Free Lamination Technique using a Plasma Surface ...
Adhesive-Free Lamination Technique using a Plasma Surface ...
Adhesive-Free Lamination Technique using a Plasma Surface ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
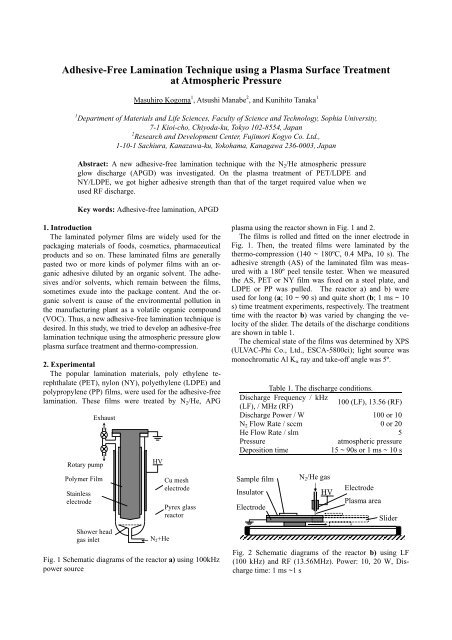
<strong>Adhesive</strong>-<strong>Free</strong> <strong>Lamination</strong> <strong>Technique</strong> <strong>using</strong> a <strong>Plasma</strong> <strong>Surface</strong> Treatment<br />
at Atmospheric Pressure<br />
Masuhiro Kogoma 1 , Atsushi Manabe 2 , and Kunihito Tanaka 1<br />
1 Department of Materials and Life Sciences, Faculty of Science and Technology, Sophia University,<br />
7-1 Kioi-cho, Chiyoda-ku, Tokyo 102-8554, Japan<br />
2 Research and Development Center, Fujimori Kogyo Co. Ltd.,<br />
1-10-1 Sachiura, Kanazawa-ku, Yokohama, Kanagawa 236-0003, Japan<br />
Abstract: A new adhesive-free lamination technique with the N 2 /He atmospheric pressure<br />
glow discharge (APGD) was investigated. On the plasma treatment of PET/LDPE and<br />
NY/LDPE, we got higher adhesive strength than that of the target required value when we<br />
used RF discharge.<br />
Key words: <strong>Adhesive</strong>-free lamination, APGD<br />
1. Introduction<br />
The laminated polymer films are widely used for the<br />
packaging materials of foods, cosmetics, pharmaceutical<br />
products and so on. These laminated films are generally<br />
pasted two or more kinds of polymer films with an organic<br />
adhesive diluted by an organic solvent. The adhesives<br />
and/or solvents, which remain between the films,<br />
sometimes exude into the package content. And the organic<br />
solvent is cause of the environmental pollution in<br />
the manufacturing plant as a volatile organic compound<br />
(VOC). Thus, a new adhesive-free lamination technique is<br />
desired. In this study, we tried to develop an adhesive-free<br />
lamination technique <strong>using</strong> the atmospheric pressure glow<br />
plasma surface treatment and thermo-compression.<br />
2. Experimental<br />
The popular lamination materials, poly ethylene terephthalate<br />
(PET), nylon (NY), polyethylene (LDPE) and<br />
polypropylene (PP) films, were used for the adhesive-free<br />
lamination. These films were treated by N 2 /He, APG<br />
Rotary pump<br />
Polymer Film<br />
Stainless<br />
electrode<br />
Exhaust<br />
Shower head<br />
gas inlet<br />
HV<br />
N 2 +He<br />
Cu mesh<br />
electrode<br />
Pyrex glass<br />
reactor<br />
Fig. 1 Schematic diagrams of the reactor a) <strong>using</strong> 100kHz<br />
power source<br />
plasma <strong>using</strong> the reactor shown in Fig. 1 and 2.<br />
The films is rolled and fitted on the inner electrode in<br />
Fig. 1. Then, the treated films were laminated by the<br />
thermo-compression (140 ~ 180ºC, 0.4 MPa, 10 s). The<br />
adhesive strength (AS) of the laminated film was measured<br />
with a 180º peel tensile tester. When we measured<br />
the AS, PET or NY film was fixed on a steel plate, and<br />
LDPE or PP was pulled. The reactor a) and b) were<br />
used for long (a; 10 ~ 90 s) and quite short (b; 1 ms ~ 10<br />
s) time treatment experiments, respectively. The treatment<br />
time with the reactor b) was varied by changing the velocity<br />
of the slider. The details of the discharge conditions<br />
are shown in table 1.<br />
The chemical state of the films was determined by XPS<br />
(ULVAC-Phi Co., Ltd., ESCA-5800ci); light source was<br />
monochromatic Al K α ray and take-off angle was 5º.<br />
Table 1. The discharge conditions.<br />
Discharge Frequency / kHz<br />
(LF), / MHz (RF)<br />
100 (LF), 13.56 (RF)<br />
Discharge Power / W 100 or 10<br />
N 2 Flow Rate / sccm 0 or 20<br />
He Flow Rate / slm 5<br />
Pressure<br />
atmospheric pressure<br />
Deposition time<br />
15 ~ 90s or 1 ms ~ 10 s<br />
Sample film<br />
Insulator<br />
Electrode<br />
N 2 /He gas<br />
HV<br />
Electrode<br />
<strong>Plasma</strong> area<br />
Slider<br />
Fig. 2 Schematic diagrams of the reactor b) <strong>using</strong> LF<br />
(100 kHz) and RF (13.56MHz). Power: 10, 20 W, Discharge<br />
time: 1 ms ~1 s
3. Results and discussion<br />
The AS of each combination of the films is shown in<br />
table 2. All combinations of untreated films were not<br />
stuck only by the heat-press. While the AS values of the<br />
treated films did not exceed the industrial required values,<br />
they showed hopeful high values.<br />
Fig. 3 shows the treatment time dependence of the AS<br />
of PET/LDPE treated in reactor a). Since this result was<br />
one of the previous study results and PET was pulled in<br />
the 180º peel test, these AS values were bigger than that<br />
of table 2. As shown in Fig. 3, we obtained no clear dependence<br />
of the AS on the treatment time. Thus, we tried<br />
to use the reactor b) which was able to treat the films for a<br />
quite short time.<br />
Fig. 4 is the AS of PET/LDPE treated with the reactor<br />
b). The AS at 10 s was stronger than that of table 2. This<br />
reason was considered that the discharge density of the<br />
reactor b) (52 Wcm -3 ) was higher than that that the reactor<br />
a) (6.3 Wcm -3 ). Fig. 5 shows the AS of PET/LDPE treated<br />
with the reactor b) with different discharge power. The<br />
maximum AS value is attained at shorter treatment time in<br />
higher power (20W) compared with lower power (10W)<br />
treatment. But still the maximum value is lower than that<br />
of required value (RV).<br />
This result indicated that several tens of milliseconds<br />
treatment time in high density plasma suffices for the adhesive-free<br />
lamination technique. So we need high density<br />
and short time treatment <strong>using</strong> high frequency discharge<br />
such as RF pulse modulated discharge.<br />
Fig. 6 shows the variation of the adhesive strength of<br />
PET/LDPE as a plasma treatment time with different discharge<br />
frequency in the same power (10W). The adhesive<br />
strength was improved only by RF discharge even in the<br />
same power. They indicated that enough adhesive strength<br />
300<br />
Table 2. The adhesive strength of each combination<br />
treated with 100 kHz discharge.<br />
<strong>Adhesive</strong> strength / Nm -1<br />
Films <strong>Plasma</strong> gas<br />
UT PT RV<br />
PET/LDPE N 2 /He<br />
87 300<br />
NY/LDPE N 2 /He 434 500<br />
0<br />
PET/PP He 98 300<br />
NY/PP He 186 500<br />
*UT, untreated; PT, plasma treated; RV, required value.<br />
*Reactor, a); treatment time, 15 s; Power, 100 W, 100<br />
kHz.<br />
<strong>Adhesive</strong> strength / Nm -1<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
0.001 0.01 0.1 1 10<br />
Treatment time / s<br />
Fig.4. The variation of the adhesive strength as a function<br />
of the N 2 /He plasma treatment time. Sample, PET/LDPE;<br />
reactor, b); Power; 10 W, 100 kHz.<br />
<strong>Adhesive</strong> strength / Nm -1<br />
200<br />
100<br />
0<br />
0 20 40 60 80 100<br />
Treatment time / s<br />
Fig 3. The variation of the adhesive strength as a function<br />
of the N 2 /He plasma treatment time. Sample, PET/LDPE;<br />
reactor, a); Power; 100 W; 100 kHz, N 2 , 50 sccm.<br />
<strong>Adhesive</strong> strength / Nm -1<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
20W<br />
10W<br />
0.001 0.01 0.1 1<br />
<strong>Plasma</strong> treatment time / s<br />
Fig.5 Adhesion strength as a function of treatment time<br />
with different discharges power. 100kHz, 10W, 20W.
for use as packaging materials was attained with RF discharge.<br />
Fig. 7 shows PET/LDPE and NY/LDPE adhesive<br />
strengths as a function of treatment time with different<br />
power of RF discharge. The aim adhesion strengths for<br />
both PE and NY were broken by the adhesion maximums.<br />
In comparison of Fig. 6 and Fig. 7, the adhesion maximum<br />
time of PET/LDPE is decreased with increasing of<br />
the power. This means that we will attain rapider treatment<br />
in higher power RF discharge. However in 20W, NY<br />
treatment, we cannot treat longer than 50ms because heat<br />
softening of the sample will be occurred by plasma heating.<br />
So we need cooling electrode to decrease the temperature<br />
of the sample surfaces when we increase the power<br />
higher than 20 W.<br />
Fig. 8 shows the adhesive strengths of PET/PP and<br />
NY/PP as a function of treatment time. Both NY and PET<br />
adhesion with PP are not over take the aims in their peaks<br />
even <strong>using</strong> the RF discharge. If the thermo adhesion occurred<br />
by low molecular PP produced by plasma exposing<br />
of the surface, we have to use about 1.5 times of the<br />
plasma power than that of PE treatment as shown in Table<br />
3, because -CH 3 side chain should be lost before main<br />
chain cutting with plasma energy. From the reason, more<br />
intensive power should be needed to increase the adhesive<br />
strength of PP. So the new electrode system will be desired.<br />
To investigate the adhesive-free lamination mechanism,<br />
XPS spectra of the treated LDPE in the valence band region<br />
were measured. Fig. 9 shows the XPS balance band<br />
spectra of LDPE untreated and treated surfaces by N 2 /He<br />
plasma with different times. In the untreated PE, we can<br />
find a wide and strong peak from 1 to 2ev on the binding<br />
energy which assigned as C-C bond in PE main chain<br />
[1-2]. In the 10ms and 50ms treated PE, the C-C bond<br />
peak is decreased with increasing of the treatment time.<br />
This means that the molecular weight of PE will be decreased<br />
with increasing of plasma exposing time. We<br />
supposed that some low molecular weight PE were consisted<br />
on the film surface and that they acted as an adhesive<br />
for the heat-press lamination.<br />
The thickness of the turned layer is less than few nm<br />
which measured by <strong>using</strong> the angle resolved measurement<br />
of XPS valence band.<br />
4. Conclusion<br />
We successfully developed the adhesive-free lamination<br />
technique <strong>using</strong> N 2 /He atmospheric pressure glow<br />
discharge plasma. In case of the adhesion of PET/<br />
L-LDPE and NY/LDPE, we got higher adhesive strength<br />
than that of the target required value when we used RF<br />
discharge.<br />
However the adhesion of PET/PP and NY/PP, we could<br />
not attain the RV even in RF discharge. We expect that<br />
we need higher power density to enhance the adhesion<br />
strength of PP <strong>using</strong> new cooled electrodes.<br />
<strong>Adhesive</strong> strength / Nm -1<br />
800<br />
600<br />
400<br />
200<br />
0<br />
Aim strength<br />
for PET/PE<br />
100 kHz<br />
RF(13.56MHz)<br />
0.001 0.01 0.1 1<br />
<strong>Plasma</strong> treatment time / s<br />
Fig. 6 PET/LDPE adhesive strength as a function of<br />
plasma treatment time with different frequency. Discharge<br />
power, 10 W.<br />
<strong>Adhesive</strong> strength / Nm -1<br />
800<br />
600<br />
400<br />
200<br />
0<br />
PET/PE<br />
20 W<br />
Aim strength<br />
for NY/PE<br />
Aim strength<br />
for PET/PE<br />
NY/PE<br />
20 W<br />
NY/PE<br />
10 W<br />
0.001 0.01 0.1 1<br />
<strong>Plasma</strong> treatment time / s<br />
Fig. 7 PET/LDPE and NY/LDPE adhesive strengths vs.<br />
treatment time with different power of RF discharge.<br />
<strong>Adhesive</strong> strength / Nm -1<br />
600<br />
400<br />
200<br />
0<br />
Aim strength forNY/PP<br />
Aim strength for PET/PP<br />
PET /PP<br />
NY/PP<br />
0.001 0.01 0.1 1<br />
<strong>Plasma</strong> treatment time / s<br />
Fig. 8 The adhesive strengths of PET/PP and NY/PP as a<br />
function of treatment time.
Intensity (a.u.)<br />
60<br />
50<br />
C-C bond<br />
40<br />
30<br />
20<br />
10<br />
Untreated<br />
0<br />
50 40 30 20 10 0<br />
Binding Energy (eV)<br />
Treatment time<br />
10 ms<br />
50 40 30 20 10 0<br />
Binding Energy (eV)<br />
AS, 108 Nm -1 AS, 206 Nm -1<br />
Treatment time<br />
50 ms<br />
50 40 30 20 10 0<br />
Binding Energy (eV)<br />
FIG. 9. The XPS spectra of untreated and the N 2 /He plasma treated LDPE in the valence band region. Reactor; b); Power;<br />
10W, 100 kHz.<br />
5. References<br />
[1] J. Delhalle, J. M. Andre, S. Delhalle, J. J. Pireaux, R.<br />
Caudano and J. J. Verbist, J. Chem. Phys., 60, 595 (1974).<br />
[2] R. Foerch, G. Beamson and D. Briggs, Surf. Interface<br />
Anal., 17, 842 (1991).<br />
Table 3. Number of chemical bond in polymer unit of PE<br />
and PP to be dissociated by plasma energy.<br />
LDPE PP<br />
Number of C-C bond 2 3<br />
Number of C-H bond 4 6<br />
Possibility of main chain cutting<br />
with same energy<br />
33.3% 22.2%