Unfilled Liquid Crystal Polymers - Hi Polymers
Unfilled Liquid Crystal Polymers - Hi Polymers
Unfilled Liquid Crystal Polymers - Hi Polymers

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
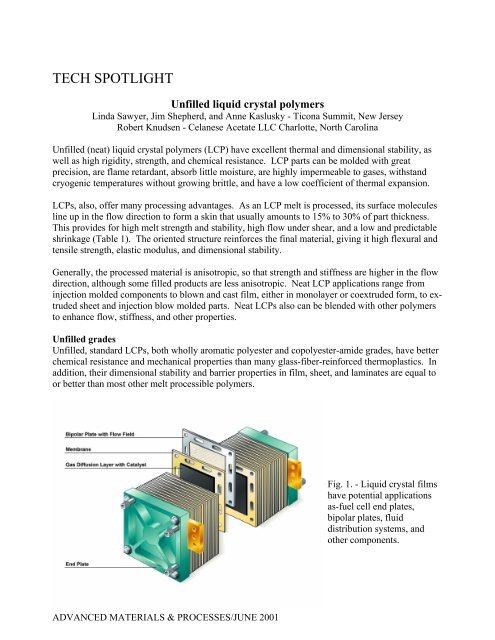
The high process temperature of standard LCPs (thermal transitions of 280 to 335°C, 536 to 635°F)have limited the neat resins to some degree, especially in blends and alloys with lower-temperaturepolymers. This has been overcome by recent advances, such as wholly aromatic copolyester LCPsand ester-amide LCPs, which have thermal transitions as low as 220°C (428° F).Except for their processing temperatures, both low-temperature and standard-temperature gradeshave similar mechanical performance, chemical resistance, stability; and other properties. Pastattempts to create lower-melt-temperature LCPs included adding aliphatic components to themolecule. While this reduced the processing temperature, it did so at the expense of its capability asa barrier to moisture and gases, chemical resistance, strength, and other properties. In general,wholly aromatic (closed ring), lower-temperature LCPs function better than LCPs containingaliphatic (open chain) components.Films and multilayer structuresLCP films and sheets are well suited for many medical, chemical, electronic, beverage, and foodpackaging applications. They are more impermeable to water vapor, oxygen, carbon dioxide andother gases than typical barrier resins. When LCP film is biaxially oriented, it forms a high-strengthmatenal, with relatively uniform properties and low fibrillation. Also, its high temperaturecapability enables it to meet the needs of thermally demanding applications, such as films forprinted wiring boards.In barrier applications, even plastics considered to have a good combination of low water vaportransmission and oxygen permeability, such as ethylene-vinyl alcohol copolymer (EVOH) andpolyvinylidene dichloride (PVDC), do not match that of LCP resins. LCP films can be thinner thanthose of EVOH or PVDC at the same barrier level, making LCPs cost-effective components ofmultilayer laminates for containers and trays. LCPs also can serve as barrier films in blowmoldedautomotive gas tanks and as liners for metal, plastic, and composite storage tanks for chemicals andfuel.Blends and process aidsWholly aromatic copolyester, esteramide, and ionomeric LCPs have been blended with manythermoplastics, including polyolefins, polycarbonates (PC), polyesters, polyamides, polyetherimidesand even intractable, high-temperature resins such as polyimides. Such blends improve the baseresin by increasing stiffness, impact resistance, thermal resistance, impermeability to water vaporand oxygen, and adhesion between components in laminates.In one case, standard LCPs blended with PC at addition rates of 5% to 30% reduced melt viscosityversus PC alone by up to about 25%. For example, when a PC with a melt viscosity of about 3,000poise (1,000/seconds at 290°C) was blended with standard copolyester LCP (30% addition rate),viscosity dropped to about 2,250 poise. The LCP, also, increased tensile modulus as wall thicknessdecreased. At a wall thickness of 0.8 mm, the 70/30 PC-LCP blend had a tensile modulus of about5,100 MPa versus about 2,300 MPa for PC alone.In another case, a low-temperature LCP was blended into a polyolefin at a rate of 5% to 15%. FilmADVANCED MATERIALS & PROCESSES/JUNE 2001
lown from the blend had several hundred times more stiffness than film made with the polyolefinmatrix alone. The orientation of the LCP molecules in such films can be controlled with a counterrotatingannular die.The morphology and properties of LCP blends vary with the formulation, processing method andparameters, and other factors. They, also, are affected by the compatibility of the other polymersand compatibilizers. Since compatibilizers can change blend viscosity, dispersion, and interfacialand interpolymer adhesion, blends may need to be optimized with block copolymers and otheradditives that modify melt rheology and interfacial tension.When LCPs are added at low levels as processing aids, they improve the melt strength and flow oflow- and high-melt-temperature resins during extrusion. This can make film and fiber processingeasier and enhance fiber strength and stiffness. LCPs as process aids also can enhance stiffness inpolyolefins and reduce viscosity in polyetherimide, polyetheretherketone, and other viscoushigh-temperature resins.Fig. 2 - Permeability of polymerfilms. LCP and COC locations are forTicona Vectra liquid crystal polymerand Ticona Topas cyclic olefincopolymer.Fibers and nonwovensLCP fibers are melt-spun by conventional polyester extrusion methods. They have high strengthand stiffness, so that drawing after spinning to build tensile strength is not needed. Spun fibertensile strength can be increased significantly by heat treatment at 10 to 20°C (18° to 36°F) belowtheir melting points in an inert atmosphere for several minutes to several hours. LCP fibers andyams typically have a heat-treated tenacity of 23 to 28 g/denier, an elongation of 3.3% or less, andan initial modulus of 585 g/denier (Table 2).ADVANCED MATERIALS & PROCESSES/JUNE 2001
LCP fibers also have no measurable creep under load at up to 50% of threadline breaking point, andthey exhibit good fiber-to-fiber abrasion resistance. Their fold endurance exceeds that of aramid:after 1,000 flexing cycles, LCP yarns retained 93% of their initial tensile strength versus 50% foraramid.They have excellent cut resistance. Their Sintech cut resistance is 3.4 versus 1.1 for aramid and 1.0for ultra-high molecular weight polyethylene (UHWM-PE). They are transparent to microwaveenergy, virtually unaffected by exposure to 500 megarads of cobalt 60 radiation, and able to withstand gamma-ray sterilization. However, they are affected by ultraviolet radiation, and should beprotected from long-term UV exposure by a jacket or protective film.LCP fibers have many specialty applications. In safety garments and gloves, for example, theypromote cut and stab resistance and withstand multiple wash/ dry cycles in the presence of bleach.By comparison, aramid fibers have poor resistance to bleach, and UHMW-PE fibers are sensitive tothe high temperatures encountered during machine drying.In ropes and cables, LCP fibers are suitable for such applications as cargo tiedowns, tow lines, trawlropes, helicopter rescue hoists, parachute cords, center core strength cables, and optical fiber tensionmembers. Where space is critical, small LCP braided ropes can be terminated in eye-splices havingpin-diameter/braid-diameter ratios as low as 1:1.In industry, LCP fibers are applied in heat-resistant belts, tape reinforcement, pressure vessels, andchemically resistant gaskets and valves. They add excellent flex/ fold characteristics and tearstrength to composite fabrics for inflatable structures. This is the reason that LCP fiber was chosenfor the air bags that successfully landed the U.S. Jet Propulsion Laboratory's Pathfinder craft onMars, and will be in similar, but larger systems on the 2003 Mars Rover Mission.In recreational equipment, LCP fibers improve vibrational damping and provide exceptionalstrength in bicycle components, hockey sticks, tennis rackets, golf clubs, skis, snowboards, fishingpoles, bow strings, boat hulls, and sails (in sails for America's Cup sailboats). And, in non-implantmedical applications, such as catheters and surgical device controls cables, they are inert, nontoxic,and withstand all common sterilization methods.Note: Ticona offers a wide range of liquid crystal polymer molding grades under the Vectra ® LCPname and film grades under the Vectran ® LCP trademarks. In addition, Celanese AG, Ticona'sparent company, offers liquid crystal polymer fibers and yarns under the Vectran LCP trademark.ADVANCED MATERIALS & PROCESSES/JUNE 2001
NOTICE TO USERS: To the best of our knowledge, the information contained in this publication is accurate, however we do not assume any liabilitywhatsoever for the accuracy and completeness of such information. The information contained in this publication should not be construed as apromise or guarantee of specific properties of our products.Further, the analysis techniques included in this publication are often simplifications and, therefore, approximate in nature. More vigorous analysistechniques and prototype testing are strongly recommended to verify satisfactory part performance. Anyone intending to rely on any recommendationor to use any equipment, processing technique or material mentioned in this publication should satisfy themselves that they can meet all applicablesafety and health standards.It is the sole responsibility of the users to investigate whether any existing patents are infringed by the use of the materials mentioned in thispublication.Properties of molded parts can be influenced by a wide variety of factors including, but not limited to, material selection, additives, part design,processing conditions and environmental exposure. Any determination of the suitability of a particular material and part design for any usecontemplated by the user is the sole responsibility of the user. The user must verify that the material, as subsequently processed, meets therequirements of the particular product or use. The user is encouraged to test prototypes or samples of the product under the harshest conditions to beencountered to determine the suitability of the materials.Material data and values included in this publication are either based on testing of laboratory test specimens and represent data that fall within thenormal range of properties for natural material or were extracted from various published sources. All are believed to be representative. These valuesalone do not represent a sufficient basis for any part design and are not intended for use in establishing maximum, minimum, or ranges of values forspecification purposes. Colorants or other additives may cause significant variations in data values.We strongly recommend that users seek and adhere to the manufacturer’s current instructions for handling each material they use, and to entrust thehandling of such material to adequately trained personnel only. Please call the numbers listed for additional technical information. Call CustomerServices at the number listed for the appropriate Material Safety Data Sheets (MSDS) before attempting to process our products. Moreover, there is aneed to reduce human exposure to many materials to the lowest practical limits in view of possible adverse effects. To the extent that any hazards mayhave been mentioned in this publication, we neither suggest nor guarantee that such hazards are the only ones that exist.The products mentioned herein are not intended for use in medical or dental implants.Ticona90 Morris AvenueSummit, NJ 07901www.ticona.comNorth American(800) 833-4882Technical InformationGermany+49 (0) 180 5842662Europe+49 (0) 69 3051629901-351/Elec/1001ADVANCED MATERIALS & PROCESSES/JUNE 2001