Fortron PPS Replaces Steel in DaimlerChrysler Fuel ... - Hi Polymers
Fortron PPS Replaces Steel in DaimlerChrysler Fuel ... - Hi Polymers
Fortron PPS Replaces Steel in DaimlerChrysler Fuel ... - Hi Polymers
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
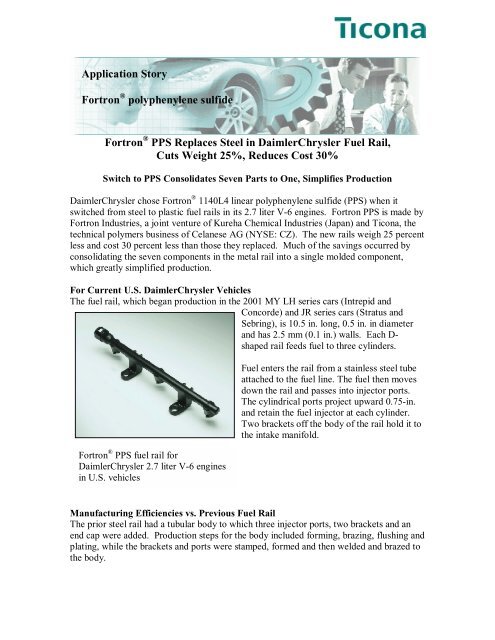
Application Story<strong>Fortron</strong> ® polyphenylene sulfide<strong>Fortron</strong> ® <strong>PPS</strong> <strong>Replaces</strong> <strong>Steel</strong> <strong>in</strong> <strong>DaimlerChrysler</strong> <strong>Fuel</strong> Rail,Cuts Weight 25%, Reduces Cost 30%Switch to <strong>PPS</strong> Consolidates Seven Parts to One, Simplifies Production<strong>DaimlerChrysler</strong> chose <strong>Fortron</strong> ® 1140L4 l<strong>in</strong>ear polyphenylene sulfide (<strong>PPS</strong>) when itswitched from steel to plastic fuel rails <strong>in</strong> its 2.7 liter V-6 eng<strong>in</strong>es. <strong>Fortron</strong> <strong>PPS</strong> is made by<strong>Fortron</strong> Industries, a jo<strong>in</strong>t venture of Kureha Chemical Industries (Japan) and Ticona, thetechnical polymers bus<strong>in</strong>ess of Celanese AG (NYSE: CZ). The new rails weigh 25 percentless and cost 30 percent less than those they replaced. Much of the sav<strong>in</strong>gs occurred byconsolidat<strong>in</strong>g the seven components <strong>in</strong> the metal rail <strong>in</strong>to a s<strong>in</strong>gle molded component,which greatly simplified production.For Current U.S. <strong>DaimlerChrysler</strong> VehiclesThe fuel rail, which began production <strong>in</strong> the 2001 MY LH series cars (Intrepid andConcorde) and JR series cars (Stratus andSebr<strong>in</strong>g), is 10.5 <strong>in</strong>. long, 0.5 <strong>in</strong>. <strong>in</strong> diameterand has 2.5 mm (0.1 <strong>in</strong>.) walls. Each D-shaped rail feeds fuel to three cyl<strong>in</strong>ders.<strong>Fortron</strong> ® <strong>PPS</strong> fuel rail for<strong>DaimlerChrysler</strong> 2.7 liter V-6 eng<strong>in</strong>es<strong>in</strong> U.S. vehicles<strong>Fuel</strong> enters the rail from a sta<strong>in</strong>less steel tubeattached to the fuel l<strong>in</strong>e. The fuel then movesdown the rail and passes <strong>in</strong>to <strong>in</strong>jector ports.The cyl<strong>in</strong>drical ports project upward 0.75-<strong>in</strong>.and reta<strong>in</strong> the fuel <strong>in</strong>jector at each cyl<strong>in</strong>der.Two brackets off the body of the rail hold it tothe <strong>in</strong>take manifold.Manufactur<strong>in</strong>g Efficiencies vs. Previous <strong>Fuel</strong> RailThe prior steel rail had a tubular body to which three <strong>in</strong>jector ports, two brackets and anend cap were added. Production steps for the body <strong>in</strong>cluded form<strong>in</strong>g, braz<strong>in</strong>g, flush<strong>in</strong>g andplat<strong>in</strong>g, while the brackets and ports were stamped, formed and then welded and brazed tothe body.
2“In contrast to the many processes needed with metal, the <strong>PPS</strong> rail is just <strong>in</strong>jection moldedand deflashed <strong>in</strong>side and out with shot blast,” says Mark Cerny, Eng<strong>in</strong>eer<strong>in</strong>g Supervisor <strong>in</strong>Premium Vehicle Power Tra<strong>in</strong> Adaptation at <strong>DaimlerChrysler</strong>. “The efficiencies <strong>in</strong>herent<strong>in</strong> fabricat<strong>in</strong>g the rail <strong>in</strong> plastic have saved us significant money, time and labor.”Material Selection and Test<strong>in</strong>g“We chose <strong>Fortron</strong> <strong>PPS</strong> because of its long track record <strong>in</strong> auto eng<strong>in</strong>e and fuelapplications and because our experience with it showed it had the chemical, thermal andmechanical capabilities we needed,” says Cerny. “We also considered polyphthalamideand nylon, but <strong>PPS</strong> offered better dimensional stability <strong>in</strong> this part, which is exceptionallyimportant s<strong>in</strong>ce the <strong>in</strong>jectors must l<strong>in</strong>e up precisely with the eng<strong>in</strong>e cyl<strong>in</strong>ders. <strong>PPS</strong> alsohad better permeation resistance and flex fuel compatibility than nylon.”“We also looked at branched <strong>PPS</strong> and a phenolic thermoset, but did not choose thembecause they tend to be more brittle than l<strong>in</strong>ear <strong>PPS</strong>.”<strong>DaimlerChrysler</strong> tested the <strong>Fortron</strong> <strong>PPS</strong> fuel rail extensively to ensure it would meet thedemands of eng<strong>in</strong>e compartment operations. The rail was subjected to a series of pressurecycle tests at fuel pressure levels up to three times normal rail pressure over an extremetemperature range. Other bench tests looked at bend<strong>in</strong>g fatigue, vibration, impact strengthand compatibility with a range of common auto fuels and fluids.In field test<strong>in</strong>g, <strong>DaimlerChrysler</strong> evaluated the <strong>Fortron</strong> <strong>PPS</strong> rails <strong>in</strong> more than 100 vehiclesfor up to 18 months. Normally, field test<strong>in</strong>g <strong>in</strong> the development phase <strong>in</strong>volves fewer than30 vehicles. The automaker also performed extensive vehicle impact test<strong>in</strong>g.Mold<strong>in</strong>g Challenges“The plastic rail poses a range of mold<strong>in</strong>g challenges,” says Dan Kreiman, an accountmanager at Dana Corporation, which fabricates the rail under contract to Bosch. Boschadds the <strong>in</strong>jectors and supplies f<strong>in</strong>ished rails to <strong>DaimlerChrysler</strong>.“The ma<strong>in</strong> rail body uses a float<strong>in</strong>g core p<strong>in</strong> s<strong>in</strong>ce its far end is closed. This presents achallenge because it calls for tightly mat<strong>in</strong>g the core p<strong>in</strong> and the slid<strong>in</strong>g p<strong>in</strong>s that comethrough the <strong>in</strong>jector ports dur<strong>in</strong>g mold<strong>in</strong>g so as to m<strong>in</strong>imize flash. Other mold<strong>in</strong>gchallenges <strong>in</strong>clude the undercut for the O-r<strong>in</strong>g <strong>in</strong> the stuffer pack where the metal tubeenters the rail and ensur<strong>in</strong>g that all areas of the mold fill fully, especially the cornersaround the mount<strong>in</strong>g brackets and the <strong>in</strong>tricate quick-connect area at the open end.”Accord<strong>in</strong>g to Chuck Johnston, operations manager at Multi-Plastics Inc., which hasrecently taken over mold<strong>in</strong>g the part from Dana, this application demands a lot from thematerial and requires an exceptionally stable process with tight-fitt<strong>in</strong>g tools.
“It requires great attention to detail and good control,” says Johnston. “We carefullymonitor each mold<strong>in</strong>g cycle to ensure the <strong>in</strong>jector port p<strong>in</strong>s and the float<strong>in</strong>g core areproperly seated. We also measure the high-wear area around the O-r<strong>in</strong>g undercutregularly to reta<strong>in</strong> tool <strong>in</strong>tegrity. And, s<strong>in</strong>ce the part must be free of flash, we check andclean the tool frequently, especially near the <strong>in</strong>jector ports and on the seal<strong>in</strong>g surfaces ofthe long core.”Cooperative Design and Process DevelopmentTicona worked with Dana from early <strong>in</strong> the project, perform<strong>in</strong>g f<strong>in</strong>ite element analyses todef<strong>in</strong>e wall thickness and other factors. To aid tool<strong>in</strong>g design, Ticona provided moldflow analyses and made prototypes <strong>in</strong> mold<strong>in</strong>g trials at its Application DevelopmentCenter <strong>in</strong> Auburn <strong>Hi</strong>lls, Michigan, and helped optimize mold<strong>in</strong>g once production began.<strong>Fortron</strong> <strong>PPS</strong> for Automotive <strong>Fuel</strong> Applications<strong>Fortron</strong> <strong>PPS</strong> has been widely used <strong>in</strong> automotive fuel applications. A recent 5,000-hourstudy by Ticona of how commonly used fuel system plastics age when exposed to fivedifferent auto fuels at 121°C, a temperature typical of eng<strong>in</strong>e compartments, showed that<strong>Fortron</strong> <strong>PPS</strong> had the best performance of the plastics tested. <strong>Fortron</strong> <strong>PPS</strong> had the leastweight and dimensional change and the highest tensile strength retention. For <strong>in</strong>stance, itwas superior to high-temperature nylon (HTN) <strong>in</strong> aggressive fuel blends and equal to orbetter than HTN <strong>in</strong> milder blends.Ticona LLC90 Morris AvenueSummit, NJ 07901-3914Technical Information: 1-800-833-4882Customer Services: 1-800-526-4960www.ticona.comTicona GmbHD-65926 Frankfurt am Ma<strong>in</strong>Tel: +49(0)69-305-16299Fax: +49(0)180-2021202NOTICE TO USERS: To the best of our knowledge, the <strong>in</strong>formation conta<strong>in</strong>ed <strong>in</strong> this publication is accurate; however, we do notassume any liability whatsoever for the accuracy and completeness of such <strong>in</strong>formation. The <strong>in</strong>formation conta<strong>in</strong>ed <strong>in</strong> this publication should not beconstrued as a promise or guarantee of specific properties of our products.Any values shown are based on test<strong>in</strong>g of laboratory test specimens and represent data that fall with<strong>in</strong> the standard range of properties for naturalmaterial. These values alone do not represent a sufficient basis for any part design. Colorants or other additives may cause significant variations <strong>in</strong> datavalues.Properties of molded parts can be <strong>in</strong>fluenced by a wide variety of factors <strong>in</strong>clud<strong>in</strong>g, but not limited to, material selection, additives, part design,process<strong>in</strong>g conditions and environmental exposure. Any determ<strong>in</strong>ation of the suitability of a particular material and part design for any use contemplatedby the users and the manner of such use is the sole responsibility of the users, who must assure themselves that the material as subsequently processedmeets the needs of their particular product or use.It is the sole responsibility of the users to <strong>in</strong>vestigate whether any exist<strong>in</strong>g patents are <strong>in</strong>fr<strong>in</strong>ged by the use of the materials mentioned <strong>in</strong> this publication.Please call the numbers listed for additional technical <strong>in</strong>formation. Call Customer Services for the appropriate Materials Safety Data Sheets (MSDS)before attempt<strong>in</strong>g to process our products.The products mentioned here<strong>in</strong> are not <strong>in</strong>tended for use <strong>in</strong> medical or dental implants.