
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
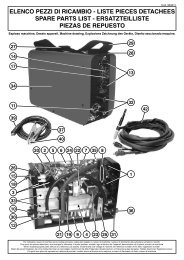
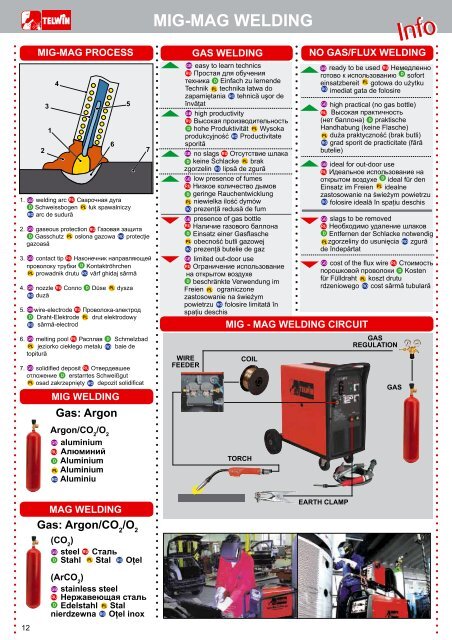
<strong>MIG</strong>-<strong>MAG</strong> <strong>WELDING</strong><strong>MIG</strong>-<strong>MAG</strong> PROCESS1. welding arc Сварочная дугаSchweissbogen łuk spawalniczyarc de sudură2. gaseous protection Газовая защитаGasschutz osłona gazowa protecţiegazoasă3. contact tip Наконечник направляющейпроволоку трубки Kontaktröhrchenprowadnik drutu vârf ghidaj sârmă4. nozzle Сопло Düse dyszaduză5. wire-electrode Проволока-электродDraht-Elektrode drut elektrodowysârmă-electrod6. melting pool Расплав Schmelzbadjeziorko ciekłego metalu baie detopitură7. solidified deposit Отвердевшееотложение erstarrtes Schweißgutosad zakrzepnięty depozit solidificat<strong>MIG</strong> <strong>WELDING</strong>Gas: Argoneasy to learn technicsПростая для обучениятехника Einfach zu lernendeTechnik technika łatwa dozapamiętania tehnică uşor deînvăţathigh productivityВысокая производительностьhohe Produktivität Wysokaprodukcyjność Productivitatesporităno slags Отсутствие шлакаkeine Schlacke brakzgorzelin lipsă de zgurălow presence of fumesНизкое количество дымовgeringe Rauchentwicklungniewielka ilość dymówprezenţă redusă de fumpresence of gas bottleНаличие газового баллонаEinsatz einer Gasflascheobecność butli gazowejprezenţă butelie de gazlimited out-door useОграничение использованиена открытом воздухеbeschränkte Verwendung imFreien ograniczonezastosowanie na świeżympowietrzu folosire limitată înspaţiu deschisWIREFEEDERGAS <strong>WELDING</strong><strong>MIG</strong> - <strong>MAG</strong> <strong>WELDING</strong> CIRCUITCOILNO GAS/FLUX <strong>WELDING</strong>ready to be used Немедленноготово к использованию soforteinsatzbereit gotowa do użytkuimediat gata de folosirehigh practical (no gas bottle)Высокая практичность(нет баллона) praktischeHandhabung (keine Flasche)duża praktyczność (brak butli)grad sporit de practicitate (fărăbutelie)ideal for out-door useИдеальное использование наоткрытом воздухе ideal für denEinsatz im Freien idealnezastosowanie na świeżym powietrzufolosire ideală în spaţiu deschisslags to be removedНеобходимо удаление шлаковEntfernen der Schlacke notwendigzgorzeliny do usunięcia zgurăde îndepărtatcost of the flux wire Стоимостьпорошковой проволоки Kostenfür Fülldraht koszt druturdzeniowego cost sârmă tubularăGASREGULATIONGASArgon/CO 2/O 2aluminiumАлюминийAluminiumAluminiumAluminiuTORCH<strong>MAG</strong> <strong>WELDING</strong>EARTH CLAMPGas: Argon/CO 2/O 2(CO 2)steel СтальStahl Stal Oţel12(ArCO 2)stainless steelНержавеющая стальEdelstahl Stalnierdzewna Oţel inox
<strong>MIG</strong>-<strong>MAG</strong> <strong>WELDING</strong>DIGI DESKSYNERGY : MAKE IT EASY!Makes easy the most difficult works. The use of synergic programs stored in the machine, permits toget the best automotive setting of all the welding parameters by acting on one regulation only.Упрощает самые сложные работы. Использование программ с синергией, занесенных в память,позволяет получить оптимальные параметры всех характеристик сварки для автомобильногосектора, используя единое регулирование.Es macht die schwersten Arbeiten leicht. Der Gebrauch von Synergische Programme, die in derMaschinen gespeichert sind, erlaubt den optimalen automotive Ansatz von allen Schweissparametern, miteiner einzigen Regelung, zu erhalten.Ułatwia trudniejsze operacje. Zastosowanie programów synergicznych zachowanych przez urządzenie umożliwia uzyskanieoptymalnego ustawienia wszystkich parametrów spawania zmieniając tylko jedno ustawienie.Uşurează muncile cele mai dificile. Folosirea unor programe sinergice memorate în aparat permite obţinerea setării automotiveoptime a tuturor parametrilor de sudură acţionând asupra unei singure reglări.SHORT ARC - SPRAY ARC - PULSE ARC - PULSE ON PULSE ARC (POP)diametrul 0,8 ÷1,2mm. Aport termic scăzutla sudura pe straturi subţiri, dar cu prezenţastropilor de material topit.SPRAY ARCSHORT ARCThe drop transfer happens due tosuccessive short-circuits at low currents(200A werden dieTropfen in das Schmelzbad gesprüht,dabei entsteht ein tiefer Einbrand. Hohethermische Zufuhr, Drahten mit Durchmesser>1mm und Abwesenheit von Spritzen zumÄußere vom Schmelzbad..W przypadku wartości prądu >200Akrople są rozpryskiwane do jeziorkapowodując znaczne wnikanie. Wysokieobciążenie cieplne, druty o średnicy >1mmoraz brak rozprysków na zewnątrz jeziorkaciekłego metalu.La tensiuni de peste >200A picăturilesunt stropite în baie obţinând o penetrareconsiderabilă. Aport termic ridicat, sârmediametru > 1mm şi lipsa stropilor în afarabăii de topitură.PULSE ARCIt has all advantages of the SPRAYARC (melting rate and no splash) extendingthese advantages to the low current typicalof the SHORT ARC. Excellent for weldingstainless steel, aluminium and its alloys onthin materials.Обладает преимуществамиРАСПЫЛЕННОЙ ДУГИ (скоростьплавления и отсутствие брызг),используемой при низком токе, типичномдля КОРОТКОЙ ДУГИ. Прекраснаясварка нержавеющей стали, алюминия исплавов, на небольших толщинахEs besitzt die Vorteile des SPRAYARC (Schnelligkeit von Schmelzung undAbwesenheit von Spritzern) sie zu niedrigentypischen Strömungen des SHORT ARCerweiternd. Bestes Schweißen von EdelStahl, Aluminium und Legierungen, aufdünne Dicken.Posiada następujące korzyści: TrybSPRAY ARC (prędkość topienia orazbrak rozprysków) rozszerzając je naniskie wartości prądu typowe dla trybuSHORT ARC. Optymalne spawanie stalinierdzewnej, aluminium i stopów nacienkich grubościach.Posedă avantajele SPRAY ARC(viteza topirii şi lipsa stropilor)extinzându-le la tensiuni joase tipicepentru SHORT ARC. Sudură optimăpentru oţel inox, aluminiu şi aliaje, pestraturi subţiri.PULSE ON PULSE (POP)Pulsed with two adjustable currentlevels, it gives an excellent control of theheat transfer and a highly aestheticalquality of the seam.Импульсы с двумя регулируемымиуровнями тока, прекрасное управлениетемпературой и обеспечение хорошеговнешнего вида сварного шва.Pulsiert mit zwei Ständen vonStrömung regulierbar, es verleiht einesehr gute Kontrolle von der thermischeZufuhr und einer hohen ästhetischenQualität der Nahtoberfläche.Prąd pulsujący o dwóch regulowanychpoziomach, umożliwia optymalnąkontrolę obciążenia cieplnego orazwysoką jakość estetyczną ścieguspawalniczego.Pulsat cu două niveluri de curentreglabile, conferă un control optimal aportului termic şi o înaltă calitateestetică a cordonului.14
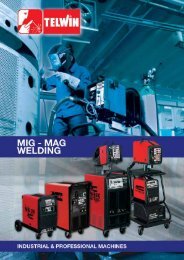
<strong>MIG</strong>-<strong>MAG</strong> <strong>WELDING</strong>A Telmig 100 B Telmig 130 Turbo C Telmig 150/1 Turbo D Telmig 161/1 TurboE Telmig 170/1 Turbo F Telmig 180/2 Turbo G Telmig 200/2 Turbo H Telmig 251/2 Turbo I Telmig 281/2 TurboJ Telmig 183/2 Turbo K Telmig 203/2 Turbo L Telmig 250/2 TurboTECHNICAL CHARACTERISTICSGASABCDEFGHIJKL1650/60Hz V kW kW A A A mm mm mm kgTelmig 100 821050 1 230 - 2,5 55÷100 - 80@10% 0,6÷0,8 0,8 480x275x380 20Telmig 130 Turbo 821051 1 230 1,3 3,6 50÷120 50 105@15% 0,6÷0,8 0,8 480x275x380 22Telmig 150/1 Turbo 821052 1 230 1,4 3,7 30÷145 55 115@15% 0,6÷0,8 0,8÷1 730x370x475 24Telmig 161/1 Turbo 821053 1 230 1,4 3,7 30÷145 55 115@15% 0,6÷0,8 0,8÷1 640x350x470 25Telmig 170/1 Turbo 821054 1 230 2,3 5,2 30÷160 80 140@15% 0,6÷0,8 0,8÷1 800x450x570 37Telmig 180/2 Turbo 821055 1 230 2,3 5,2 30÷170 80 140@20% 0,6÷0,8 0,8÷1 800x450x570 38Telmig 200/2 Turbo 821056 1 230 3 7 35÷220 100 180@15% 0,6÷1 0,8÷1 800x450x655 45Telmig 251/2 Turbo 821057 1 230 3,7 7,7 30÷240 125 200@15% 0,6÷1 0,8÷1 800x450x655 50Telmig 281/2 Turbo 820099 1 230 5 9,5 40÷270 150 235@20% 0,6÷1,2 0,8÷1 800x450x655 59Telmig 183/2 Turbo 820091 3 400 2,3 4,5 30÷180 90 140@25% 0,6÷0,8 0,8÷1 800x450x570 46Telmig 203/2 Turbo 821060 3 230-400 3 5,5 25÷200 105 160@25% 0,6÷1 0,8÷1 800x450x655 45Telmig 250/2 Turbo 821061 3 230-400 3 7 35÷260 115 200@20% 0,6÷1 0,8÷1 800x450x655 50
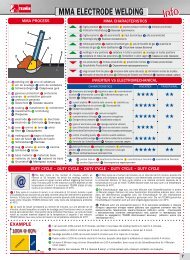
<strong>MIG</strong>-<strong>MAG</strong> <strong>WELDING</strong>M Mastermig 220/2 N Mastermig 270/2REMOVABLEWIRE-FEEDERO Mastermig 300 P Mastermig 400Q-RSupermig 460 (R.A.)R.A. = WATER COOLEDTECHNICAL CHARACTERISTICSMNOPQR50/60Hz V kW kW A A A mm mm mm kgMastermig 220/2 821064 3 230-400 4 6,5 20÷220 140 200@30% 0,6÷1 0,8÷1 870x453x800 56Mastermig 270/2 821065 3 230-400 5,5 9 28÷270 160 240@30% 0,6÷1,2 0,8÷1 870x453x800 68Mastermig 300 827003 3 230-400 6 11,5 40÷300 200 300@25% 0,6÷1,2 0,8÷1,2 945x565x830 96Mastermig 400 827004 3 230-400 10 20 50÷400 240 400@25% 0,6÷1,6 0,8÷1,2 945x565x830 104Supermig 460 822031 3 230-400 13 20 50÷450 340 450@35% 0,8÷2 0,8÷1,2 1040x460x1320 143Supermig 460 R.A. 822033 3 230-400 13 20 50÷450 340 450@35% 0,8÷2 0,8÷1,2 1040x685x1320 15917
<strong>MIG</strong>-<strong>MAG</strong> <strong>WELDING</strong>μP INSIDEA Digital Mig 180 B Digital Mig 220 C Digital Mig 330thyristorsμP INSIDEμP INSIDEREMOTECONTROLD Digital Supermig 360 E-F Digital Supermig 460 (R.A.) G-H Digital Supermig 560 (R.A.)I-JElectromig Syner/Pulse 410 (R.A.)R.A. = WATER COOLEDTECHNICAL CHARACTERISTICSABCDEFGHIJ1850/60Hz V kW kW A A A mm mm mm kgDigital Mig 180 820020 1 230 2,3 5,2 30÷170 80 140@20% 0,6÷0,8 0,8÷1 810x450x620 43Digital Mig 220 820024 3 230-400 3,5 6 20÷220 140 200@30% 0,6÷1 0,8÷1 800x450x710 53Digital Mig 330 820030 3 230-400 7,5 11 40÷320 215 300@25% 0,6÷1,2 0,8÷1,2 870x453x800 81Digital Supermig 360 822050 3 230-400 8,4 13 40÷350 240 350@35% 0,6÷1,6 0,8÷1,2 890x453x1285 105Digital Supermig 460 822051 3 230-400 13 20 50÷450 340 450@35% 0,8÷2 0,8÷1,2 1020x570x1380 142Digital Supermig 460 R.A. 822053 3 230-400 13 20 50÷450 340 450@35% 0,8÷2 0,8÷1,2 1020x570x1380 156Digital Supermig 560 822052 3 230-400 16,5 27 60÷550 420 550@35% 0,8÷2,4 0,8÷1,6 1020x570x1380 185Digital Supermig 560 R.A. 822054 3 230-400 16,5 27 60÷550 420 550@35% 0,8÷2,4 0,8÷1,6 1020x570x1380 200Electromig Syner/Pulse 410 815584 3 230-400 12 16 40÷400 285 350@40% 0,6÷1,6 0,8÷1,6 1000x590x1580 180Electromig Syner/Pulse 410 R.A. 815586 3 230-400 12 16 40÷400 285 350@40% 0,6÷1,6 0,8÷1,6 1000x590x1580 194
<strong>MIG</strong>-<strong>MAG</strong> <strong>WELDING</strong>inverterμP INSIDEREMOTECONTROLK Technomig 200LTechnomig 225 PulsechopperinverterμP INSIDEμP INSIDEREMOTECONTROLREMOTECONTROLM-N Inverpulse 420 (R.A.)O-P-Q-RSynergic Mig 400 - 600 Pulse (R.A.)TECHNICAL CHARACTERISTICSKLMNOPQR50/60Hz V kW kW A A A mm mm mm mm mm kgTechnomig 200 815468 1 230 3,5 5,5 5÷200 140 200@30% 0,8÷1,2 0,6÷1 0,8÷1 1,6÷4 505x250x430 23Technomig 225 Pulse 815086 1 230 4 6 5÷200 140 200@35% 0,8÷1,2 0,6÷1 0,8÷1 1,6÷4 505x250x430 22Inverpulse 420 815592 3 400 8 14,5 10÷400 235 350@40% 1÷1,6 0,6÷1,6 0,8÷1,6 1,6÷6 1110x600x1550 106Inverpulse 420 R.A. 815593 3 400 8 14,5 10÷400 235 350@40% 1÷1,6 0,6÷1,6 0,8÷1,6 1,6÷6 1110x600x1550 120Synergic Mig 400 Pulse 815562 3 230-400 11 15 5÷400 285 350@40% 1÷1,6 0,6÷1,6 0,8÷1,6 1,6÷6 1000x590x1580 170Synergic Mig 400 Pulse R.A. 815564 3 230-400 11 15 5÷400 285 350@40% 1÷1,6 0,6÷1,6 0,8÷1,6 1,6÷6 1000x590x1580 184Synergic Mig 600 Pulse 815563 3 230-400 18 25 5÷600 410 500@40% 1÷2,4 0,6÷1,6 0,8÷1,6 1,6÷8 1000x590x1580 202Synergic Mig 600 Pulse R.A. 815565 3 230-400 18 25 5÷600 410 500@40% 1÷2,4 0,6÷1,6 0,8÷1,6 1,6÷8 1000x590x1580 21619
TIG <strong>WELDING</strong>TIG PROCESS TIG CHARACTERISTICS1. welding arc Сварочная дугаSchweissbogen łuk spawalniczyarc de sudură2. gaseous protection Газовая защитаGasschutz osłona gazowa protecţiegazoasăhigh aesthetic welds Улучшенная эстетика сварки erhöhen Ästhetikdes Schweißen wysoka estetyka spawania grad ridicat de estetică asuduriino sparkles Отсутствие брызг Abwesenheit von Spritzern brakrozprysków lipsa stropilorwelding on thin thicknesses Сварка небольших толщин Schweißenauf dünne Dicken spawanie na cienkich grubościach sudură pe straturisubţirihigh arc control Улучшенное управление дугой großes Kontrolledes Bogens duża kontrola łuku control sporit al arculuihigh experience of the user Большой опыт оператора hohesErfahrung des Fachmannes duże doświadczenie operatora experienţăsporită a operatoruluilow productivity Низкая производительность niedriges Produktivitätniska produkcyjność productivitate scăzutăneed for a gas bottle Необходимость газовых баллонов Bedürfnisnach einer Gasflasche wymagana butla gazowa cerere butelii de gazTIG <strong>WELDING</strong> CIRCUIT3. electrode holder clamp Зажимэлектрода Elektrodenhalter uchwytelektrody cleşte portelectrod4. nozzle Сопло Düse dyszaduzăGASWATERCOOLINGSYSTEM5. infusible electrode Неплавкий электродabschmelzende Elektrode elektrodanietopliwa electrod infuzibil6. melting pool Расплав Schmelzbadjeziorko ciekłego metalu baie detopitură7. solidified deposit Отвердевшееотложение erstarrtes Schweißgutosad zakrzepnięty depozit solidificatGENERATORTORCHEARTH CLAMPMATERIALSMATERIALS DC ACsteel Сталь Stahl Stal OţelGASstainless steel Нержавеющая сталь Edelstahl Stalnierdzewna Oţel inoxcast iron Чугун Gußeisen Żeliwo fontăArgon (Ar)Helium (He)Argon-Helium(Ar-He)copper Медь Kupfer Miedź cuprunickel Никель Nickel Nikiel Nicheltitanium Tитан Titan tytan titaniualuminium aлюминий Aluminium aluminium aluminiubrass Латунь Messing Mosiądz Alamăbronze Бронза Bronze Brąz bronzalloys Сплавы Legierungen Stopy AliajePOST GASControls the gas flow at the welding end and grants the material cooling in an area protected from oxidations. Контролируетприток газа после окончания сварки, гарантируя охлаждение материала в зоне, защищенной от окисления. Es kontrolliert denZufluß des Gases nach dem Ende des Schweißen, da garantiert es die Abkühlung des Materials in einer von Oxydationen geschütztenZone. Kontroluje dopływ gazu po zakończeniu spawania gwarantując schłodzenie materiału w strefie zabezpieczonej przedutlenianiem. Controlează afluxul gazului după terminarea sudurii garantând răcirea materialului într-o zonă protejată de oxidări.20
TIG <strong>WELDING</strong>SCRATCH STARTFor an easy start. The arc strikingis reached thanks to the rubbing of thetungsten electrode to the piece to bewelded. Some tungsten inclusions arepresent at the beginning of the seam.Для простоты пуска.Возбуждение выполняется притрении вольфрамового электродао свариваемую деталь. В началесварного шва имеются включениявольфрама. Für einen einfachenAnfang. Die Zündvorrichtung geschiehtmit der Reibung von der Wolframelektrodeauf das Werkstück. Am Anfang der Nahtsind Wolframeinschlüsse anwesend.Umożliwia łatwy start. Zajarzenie łukunastępuje poprzez pocieranie elektrodywolframowej o spawany przedmiot. Napoczątku ściegu występują wtrąceniawolframu. Pentru o pornire uşoară.Amorsarea se face prin frecareaelectrodului de tungsten de piesa de sudatLa începutul cordonului sunt prezenteincluziuni de tungsten.LIFT STARTFor a welding without disturbances.It does not pollute the welding pooland causes less electro-irradiateddisturbances. Для сварки безпомех. Не засоряет расплавсварки и причиняет меньше помехот электроизлучения. Für einstörungsfreies Schweissen. Esverunreinigt das Schmelzbad nicht undverursacht weniger Störungen durchTIG STARTelektrische Strahlungen. Umożliwiaspawanie bez zakłóceń. Nie powodujeskażenia jeziorka spawalniczego i jestprzyczyną mniejszej ilości zakłóceńelektrycznych. Pentru o sudură fărăderanjamente. Nu poluează baia de sudurăşi provoacă mai puţine deranjamenteelectro-iradiate.HF STARTFor an easier start. The electrodetip does not wear out. It offers an easystart in all welding positions. Дляпростоты пуска. Наконечник электродане подвергается износу. Обеспечиваетлегкий пуск во всех положениях сварки.Um den Anfang zu erleichtern. DieElektrodenspitze wird nicht abgenutzt.Erleichtet das Zünden in sämtlichenSchweisslagen. Umożliwia łatwiejszystart. Nie występuje zużycie końcówkielektrody. Oferuje łatwy start we wszystkichpozycjach spawalniczych. Pentru opornire mai uşoară. Nu se uzează vârfulelectrodului. Oferă o pornire uşoară în toatepoziţiile de sudură.ELECTRODE TYPICAL SHAPESBI - LEVEL FUNCTIONIt selects from the torch pushbuttontwo different current values which canbe set though maintaining the arc turnedon. Efficacious on position weldings oron thin thicknesses. При помощикнопки горелки выбираются дверазличных величины тока, которыеможно задавать, поддерживая дугугорящей. Эффективно действует насварке в определенном положении ина небольших толщинах. Es wähltvon der Brennerknopf zwei verschiedeneeinstellbare Werte des Stroms, ohne daßder Lichtbogen dabei erlischt. Wirksamauf Schweißen in Position oder aufdünne Dicken. Wciśnięcie przyciskuna uchwycie spawalniczym umożliwiawybranie dwóch różnych wartości prądu,ustawianych podczas utrzymywaniazajarzonego łuku. Skuteczny w przypadkuspawania w określonej pozycji lub nacienkich grubościach. Selecţionează dela butonul pistoletului două valori diferitede curent setat cu păstrarea aprinderiiarcului. Eficace la suduri pe poziţie sau pestraturi subţiri.ELECTRODE COLOURSGREENPure Tungsten 99,8%GREYTungsten 98% CeO 22%ACDCa) Conical shape. Use of continuous current, negative pole.Коническая форма. Использование постоянного тока,отрицательный полюс. Kegelform zum Gleichstrombetrieb, amMinuspol. Kształt stożkowy. Zastosowanie prądu stałego, biegunujemny. Formă conică. Folosire curent continuu, pol negativ.b) Semi-spheric shape. Use of alternate current.a b c d e fПолусферическая форма. Использование переменного тока.Halbkreisform zum Wechselstrombetrieb. Kształt półkuli.Zastosowanie prądu przemiennego. Formă semisferică. Folosireîn curent alternativ.c) Contamination of the electrode due to the contact with the filler rod of the welding pool. Загрязнение электрода из-законтакта с материалом припоя или расплавом. Verunreinigung der Elektrode wegen des Kontaktes mit dem Zusatzwerkstoff oderdem Schweißbad. Skażenie elektrody w wyniku zetknięcia z gromadzącym się materiałem lub z jeziorkiem spawalniczym.Contaminare electrod prin contact cu material de aport sau baie de sudură.d) Oxidation of the electrode due to insufficient post-gas flow at the end of the welding. Окисление электрода из-занедостаточного потока газа после сварки в конце сварки. Oxidation der Elektrode wegen einer unzureichendenGasnachverströmung (post-gas) am Ende des Schweißvorganges. Utlenianie elektrody w wyniku niedostatecznego opóźnieniawypływu gazu (post-gas) po zakończeniu spawania. Oxidarea electrodului din cauza fluxului insuficient de pos-gaz la sfârşitul sudurii.e) Too high current due to the electrode diameter or to the excessive cleanness action (too low balance) during AC welding,with deformation of the electrode. Слишком высокий ток для данного диаметра электрода или избыточное очищающеедействие (слишком низкий баланс) при сварке с переменным током, с деформацией электрода. Zu hoher Stromwert für denElektrodendurchmesser oder übermäßige Reinigungswirkung (zu niedrige Umschaltungsdauer- balance) beim AC-Schweißen, dadurchVerformung der Elektrode. Zbyt duży prąd dla wybranej średnicy elektrody lub nadmierne działanie czyszczące podczas spawaniaprądem AC (balans zbyt niski), powoduje zniekształcenie elektrody. Curent prea ridicat pentru diametrul electrodului sau acţiune decurăţare excesivă (balance prea joasă) în sudură AC, cu deformarea electrodului.f) Too low current due to the electrode diameter with consequent formation of projections on the electrode tip. Слишком низкийток для данного диаметра электрода с формированием проекции на наконечнике. Zu geringer Stromwert für den benutztenDurchmesser, dadurch Bildung von Spritzern der Elektrodenspitze. Zbyt niski prąd dla wybranej średnicy elektrody, powodujepowstawanie rozprysków na końcówce. Curent prea scăzut pentru diametrul electrodului cu formare de proiecţii pe vârf.21
TIG <strong>WELDING</strong>inverterREMOTECONTROLA Tecnica Tig 161 DC-LIFTB Technology Tig 181 DC-LIFTinverterREMOTECONTROLC Tecnica Tig 155 DC-HF/LIFT D Technology Tig 175 DC-HF/LIFT E Technology Tig 185 DC-HF/LIFT F Technology Tig 230 DC-HF/LIFTμP INSIDEinverterREMOTECONTROLG Tecnica Tig 155 DC-HF/LIFTH Technology Tig 185 DC-HF/LIFTITechnology Tig 172 AC/DC-HF/LIFTJTechnology Tig 180 AC/DC-HF/LIFTTECHNICAL CHARACTERISTICSABCDEFGHIJ50/60Hz V kW kW A A A mm mm kgTecnica Tig 161 DC-LIFT 815035 1 230 2,1 3,4 5÷130 90 130@20% 1,6÷3,2 346x150x235 3,9Technology Tig 181 DC-LIFT 815048 1 230 3,7 5 5÷160 130 160@35% 1,6÷4 385x150x265 6,1Tecnica Tig 155 DC-HF/LIFT 815542 1 230 1,7 3,7 5÷130 75 130@15% 1,6÷3,2 340x115x235 5,3Technology Tig 175 DC-HF/LIFT 815036 1 230 3,7 5 5÷160 125 160@35% 1,6÷4 385x150x360 8,2Technology Tig 185 DC-HF/LIFT 815497 1 230 3 4 5÷160 115 160@30% 1,6÷4 346x150x325 6,2Technology Tig 230 DC-HF/LIFT 815038 1 230 3,6 5,5 5÷220 125 220@30% 1,6÷4 385x150x360 8,5Tecnica Tig 155 DC-HF/LIFT acx+Al carry case 815955 1 230 1,7 3,7 5÷130 75 130@15% 1,6÷3,2 355x465x185 11,3Technology Tig 185 DC-HF/LIFT acx+Al carry case 815956 1 230 3 4 5÷160 115 160@30% 1,6÷4 375x500x190 11,2Technology Tig 172 AC/DC-HF/LIFT 815541 1 230 2,7 4,5 5÷160 90 160@25% 1,6÷4 430x170x340 12,8Technology Tig 180 AC/DC-HF/LIFT 815513 1 230 4 5,5 5÷160 130 160@40% 1,6÷4 505x250x430 2222