positive vs negative iteration in design - Lean Construction Institute
positive vs negative iteration in design - Lean Construction Institute
positive vs negative iteration in design - Lean Construction Institute

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Ballard IGLC-8 1POSITIVE VS NEGATIVE ITERATION IN DESIGNGlenn Ballard 1ABSTRACTIteration is essential for generat<strong>in</strong>g value <strong>in</strong> <strong>design</strong> processes. However, not all <strong>iteration</strong>generates value. Iteration that can be elim<strong>in</strong>ated without value loss is waste. Mov<strong>in</strong>gtowards lean <strong>design</strong> requires a better understand<strong>in</strong>g of both value generation and wastereduction. This paper contributes to the development of lean <strong>design</strong> by exam<strong>in</strong><strong>in</strong>g howwaste can be reduced through elim<strong>in</strong>ation of <strong>negative</strong> <strong>iteration</strong>. Prelim<strong>in</strong>ary researchf<strong>in</strong>d<strong>in</strong>gs are presented regard<strong>in</strong>g such <strong>design</strong> management techniques as reduced batchsiz<strong>in</strong>g and set-based <strong>design</strong>. Future research is proposed.KEY WORDSIteration, lean <strong>design</strong>, set-based <strong>design</strong>, value, value generation, value loss, waste1 Research Director, <strong>Lean</strong> <strong>Construction</strong> <strong>Institute</strong>, 4536 Fieldbrook Road, Oakland, CA 94619, 888/771-9207, FAX 510/530-2048, ballard@ce.berkeley.edu; Lecturer, Civil and Envir. Engrg. Department,215-A McLaughl<strong>in</strong> Hall, Univ. of California, Berkeley, CA 94720-1712
Ballard IGLC-8 2INTRODUCTIONDESIGNING VS MAKINGWith<strong>in</strong> the lean construction community, production is understood as an <strong>in</strong>tegratedprocess of <strong>design</strong><strong>in</strong>g and mak<strong>in</strong>g artifacts. However, <strong>design</strong><strong>in</strong>g and mak<strong>in</strong>g are verydifferent (Table 1). First, <strong>design</strong><strong>in</strong>g of product and/or process can be likened to produc<strong>in</strong>ga recipe, which is then used to prepare the meal. This is the ancient dist<strong>in</strong>ction betweenth<strong>in</strong>k<strong>in</strong>g and act<strong>in</strong>g, plann<strong>in</strong>g and do<strong>in</strong>g. One operates <strong>in</strong> the world of thought; the other<strong>in</strong> the material world.Table 1: Design<strong>in</strong>g versus Mak<strong>in</strong>gDESIGNINGProduces the recipeQuality is realization of purposeVariability of outcomes isdesirableIteration can generate valueMAKINGPrepares the mealQuality is conformance to requirementsVariability of outcomes is not desirableIteration generates wasteSecond, they differ <strong>in</strong> the concept of quality appropriate to each. One the one hand, a<strong>design</strong>, <strong>in</strong> part or whole, is judged ultimately aga<strong>in</strong>st its fitness for use (Juran & Gryna,1986); i.e., the extent to which it realizes the purposes of those for whom the artifact isbe<strong>in</strong>g produced. On the other hand, the artifact itself, <strong>in</strong> part or whole, is judged by itsconformance to the geometry and specifications expressed <strong>in</strong> the <strong>design</strong>, on theassumption that the <strong>design</strong> has previously passed its own quality hurdles. This suggeststhe importance of avoid<strong>in</strong>g value loss at the handoffs <strong>in</strong> the cha<strong>in</strong> from values and needsto <strong>design</strong> criteria to the <strong>design</strong> itself and f<strong>in</strong>ally to the constructed artifact (Figure 1).Determ<strong>in</strong><strong>in</strong>gRequirementsValues&NeedsProduc<strong>in</strong>gSpecificationsDesignCriteriaDesign<strong>in</strong>gDesignMak<strong>in</strong>gFacility
Ballard IGLC-8 3Figure 1: Handoff ControlThird, variability of outcomes has opposite valuations. In mak<strong>in</strong>g, variability of outcomesis not desirable 2 . This follows quite closely from the concept of quality as conformance torequirements. Requirements are established, then someth<strong>in</strong>g is made and evaluated forconformance 3 . By contrast, if <strong>design</strong> products were perfectly predictable, the <strong>design</strong>process would not be add<strong>in</strong>g value. Re<strong>in</strong>ertsen (1997, p.71) goes so far as to argue for thebenefits of <strong>design</strong> (test) failures because they contribute the most <strong>in</strong>formation regard<strong>in</strong>g<strong>design</strong> problems and possible solutions. This raises questions about <strong>design</strong> processcontrol, some of which have previously been addressed by this author (Ballard, 1999a).Fourth and last, <strong>iteration</strong> <strong>in</strong> mak<strong>in</strong>g is usually called "rework" and is clearly a type ofwaste to be avoided. Complet<strong>in</strong>g assigned tasks is a central pr<strong>in</strong>ciple of lean construction,both for the reduction <strong>in</strong> waste <strong>in</strong>volved <strong>in</strong> mak<strong>in</strong>g multiple visits to the same worklocation and for the plan reliability it <strong>in</strong>creases, which has further <strong>positive</strong> impact onproductivity and performance 4 . However, <strong>design</strong><strong>in</strong>g often requires the production of<strong>in</strong>complete or provisional outputs <strong>in</strong> order to develop understand<strong>in</strong>g of both <strong>design</strong>problems and alternative solutions (Lawson, 1997; Re<strong>in</strong>ertsen, 1997; Ulrich andEpp<strong>in</strong>ger, 1999). Design<strong>in</strong>g can be likened to a good conversation, from which everyoneleaves with a better understand<strong>in</strong>g than anyone brought with them. How to promote thatconversation (<strong>iteration</strong>) and how to differentiate between <strong>positive</strong> and <strong>negative</strong> <strong>iteration</strong>would appear to be critical <strong>design</strong> management skills. In the words of Fabio Pimenta 5 ,"Design development makes successively better approaches on the whole <strong>design</strong>, likegr<strong>in</strong>d<strong>in</strong>g a gem, until it gets to the desired po<strong>in</strong>t; while construction happens <strong>in</strong> sequentialphases which br<strong>in</strong>g each part of the object to its f<strong>in</strong>ished state."WHAT IS WASTE IN DESIGN?Assum<strong>in</strong>g that <strong>design</strong> is by its nature an iterative and generative process, how should weunderstand waste <strong>in</strong> <strong>design</strong>? Waste has been characterized by Koskela and Huovila (1997)<strong>in</strong> terms of m<strong>in</strong>imiz<strong>in</strong>g what is unnecessary for task completion and value generation.Consequently, that <strong>iteration</strong> is wasteful which can be elim<strong>in</strong>ated without loss of value orcaus<strong>in</strong>g failure to complete the project. Precisely what <strong>iteration</strong> can be thus elim<strong>in</strong>ated is amatter for empirical research. Informal surveys of <strong>design</strong> teams have revealed estimates ashigh as 50% of <strong>design</strong> time spent on needless (<strong>negative</strong>) <strong>iteration</strong>.There are certa<strong>in</strong>ly other types of waste <strong>in</strong> <strong>design</strong> than <strong>negative</strong> <strong>iteration</strong>. One exampleis <strong>design</strong> errors. Re<strong>in</strong>ertsen (1997, p.78) characterizes <strong>design</strong> outputs as defective whenthey fail because someth<strong>in</strong>g previously known was forgotten or neglected. By contrast,2 However, there is the <strong>in</strong>trigu<strong>in</strong>g possibility of extend<strong>in</strong>g <strong>design</strong> <strong>in</strong>to the mak<strong>in</strong>g process, which certa<strong>in</strong>lyoccurs <strong>in</strong> artistic production.3 Recogniz<strong>in</strong>g that the act of mak<strong>in</strong>g can itself reveal the <strong>in</strong>adequacy of <strong>design</strong>, we should perhaps say thatvariability of outcomes is not desirable, so long as the requirements aga<strong>in</strong>st which variation is judgedare fit for purpose. If requirements are "quality", then conformance to those requirements generatesvalue. It is important to rema<strong>in</strong> alert for opportunities to generate better <strong>design</strong> or requirements even <strong>in</strong>the test<strong>in</strong>g phases of f<strong>in</strong>al assembly.4 Ballard (1999a)5 Private communication (March, 2000) from Pimenta to Ballard comment<strong>in</strong>g on this paper. Fabio Pimentais director of Projetar, a mechanical and electrical eng<strong>in</strong>eer<strong>in</strong>g firm <strong>in</strong> Sao Paolo, Brazil.
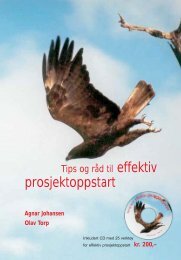
Ballard IGLC-8 4<strong>design</strong> outputs can be failures but not errors if they fail because of lack of knowledge notpreviously possessed.REDUCING NEGATIVE ITERATIONBEAM PENETRATION CASELottaz et al. (1999) tell a story illustrat<strong>in</strong>g <strong>negative</strong> (needless) <strong>iteration</strong>. Holes forrefrigeration conduit were required <strong>in</strong> a beam (Figure 2). Primary dimensions were: 'd'(the diameter of a hole), 'e' (the distance between holes), 'x' (the distance from first holeto column), and 'h' (the depth of the beam).The architect first specified values for the four dimensions then sent an annotateddraw<strong>in</strong>g to the steel fabricator, who changed the values for e and x and sent it on to theeng<strong>in</strong>eer. The eng<strong>in</strong>eer reduced the diameter of the hole (d) and sent the document back tothe architect. Perhaps <strong>in</strong> a fit of pique, the architect reduced the value of x from 1100 mmto 1000 mm and f<strong>in</strong>ally <strong>in</strong>volved the HVAC subcontractor, who made further changes andthe cycle of changes and transmissions cont<strong>in</strong>ued. The erection contractor was runn<strong>in</strong>g outof time, so fixed values for the dimensions and had the beam fabricated. Unfortunately, hewas then unable to persuade the team to accept his solution. The result was considerabletime and money lost on the project.hxdeProject Partner d e h x(mm) (mm) (mm) (mm)Architect 550 650 650 500Steel Fabricato r 550 900 650 1100Engi ne er 200 900 650 1100Architect 200 900 650 1000H VA C Subc ontra ctor 450 800 650 600Engi ne er 400 900 730 700Steel Fabricato r 400 900 730 800..... ..... ..... ..... .....Figure 2 (taken from Lottaz et al., 1999): Beam Penetration CaseREDUCTION STRATEGIESThere are many contributors to the <strong>negative</strong> <strong>iteration</strong> <strong>in</strong> the beam penetration case. Wemight first question the sequence of <strong>design</strong> tasks. Was the architect the best person toestablish <strong>in</strong>itial values, then the fabricator, then the eng<strong>in</strong>eer, etc.? The <strong>design</strong> structurematrix 6 (DSM) is a device for elim<strong>in</strong>at<strong>in</strong>g or reduc<strong>in</strong>g iterative loops by resequenc<strong>in</strong>g6 The <strong>Lean</strong> <strong>Construction</strong> <strong>Institute</strong> (LCI), the University of California at Berkeley, and LoughboroughUniversity have a research agreement whereby ADePT has been comb<strong>in</strong>ed with software produced atthe University of California (by James Choo and Iris Tommele<strong>in</strong>) support<strong>in</strong>g the Last Planner system of
Ballard IGLC-8 5<strong>design</strong> tasks. It is one of several modules <strong>in</strong> the ADePT software developed atLoughborough University (Simon et al. (1999). DSM is appropriate when a specific<strong>design</strong> direction has been established or for the exploration of alternative <strong>design</strong>sequences. Once iterative loops have been m<strong>in</strong>imized, this author proposes that selectionbe made from among the strategies presented below <strong>in</strong> order to manage each of thoseloops.A major contributor is sequential process<strong>in</strong>g, which adds to the time expended on theproblem, but also actively h<strong>in</strong>ders resolution. The architect (or anyone else) could havecalled a meet<strong>in</strong>g to decide as a group on the values for the relevant dimensions. If thevarious contributors to the decision had been together <strong>in</strong> one place, at m<strong>in</strong>imum therecould have been an acceleration of the iterative loop<strong>in</strong>g. At best, there could have beengenu<strong>in</strong>e team problem solv<strong>in</strong>g. Us<strong>in</strong>g cross-functional teams and team problem solv<strong>in</strong>g toproduce <strong>design</strong> is a staple of contemporary product development processes.Table 2: Techniques for Reduc<strong>in</strong>g Negative Iteration<strong>design</strong> structure matrixteam problem solv<strong>in</strong>gcross functional teamsshared range of acceptable solutions (values)share <strong>in</strong>complete <strong>in</strong>formationreduced batch sizesteam pull schedul<strong>in</strong>gconcurrent <strong>design</strong>deferred commitmentleast commitmentset-based <strong>vs</strong> po<strong>in</strong>t-based <strong>design</strong>over<strong>design</strong>production control. LCI will apply the comb<strong>in</strong>ed software to the management of U.S. <strong>design</strong> projects,Loughborough will apply it to U.K. <strong>design</strong> projects, and the results will be shared.
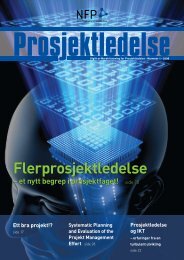
Ballard IGLC-8 3from practice. The Lottaz paper emerged from the doma<strong>in</strong> of artificial <strong>in</strong>telligence and theattempt to develop concepts and techniques for solv<strong>in</strong>g problems <strong>in</strong>volv<strong>in</strong>g multipleconstra<strong>in</strong>ts, exploration of which is beyond the scope of this paper. The other root isToyota's method of manag<strong>in</strong>g product development processes.SET-BASED DESIGNThe term "set-based concurrent eng<strong>in</strong>eer<strong>in</strong>g" was <strong>in</strong>troduced by Ward et al. (1995) 11 as aname for Toyota's method of manag<strong>in</strong>g product development processes. We use theequivalent term "set-based <strong>design</strong>" (SBD).Toyota's <strong>design</strong> practice is contrasted to po<strong>in</strong>t-based <strong>design</strong>, said to be characteristicof all other automobile product development firms, and arguably of most<strong>design</strong><strong>in</strong>g/eng<strong>in</strong>eer<strong>in</strong>g without regard to <strong>in</strong>dustry sector. In all <strong>design</strong> processes,alternatives are generated, evaluated, and selected. It is ord<strong>in</strong>ary practice to select the bestalternative as quickly as possible, then proceed to the next level of detail or decision andrepeat the process.Designersselect the'best' body<strong>design</strong> &produce aplasticmodelManufacturers critiquethe modelbased ontheir<strong>in</strong>tuitionandexperienceDesignersproduce arevisedplasticmodelKeydimensionsare fixedasapRepeatprocess forsubsystemsandcomponentsFigure 3: Po<strong>in</strong>t-based DesignWhy might this be standard practice? In sem<strong>in</strong>ar discussions and classes, participantshave suggested that they do not want to waste time on <strong>design</strong>s that will not be used, thatthey don't have time to carry forward multiple alternatives, and that they see no reason to'dilly dally' once the best alternative has been identified. These reasons for practic<strong>in</strong>gpo<strong>in</strong>t-based <strong>design</strong> seem plausible, but raise the questions:1) How is it that Toyota "wastes time" on <strong>design</strong>s not used and yet develops newproducts faster and cheaper (<strong>in</strong> development costs) than their competitors?2) How do we decide when we have or do not have time to carry forward multiplealternatives?3) Can we identify the best alternative immediately, without the benefit of furtherdetail<strong>in</strong>g and development?One hypothesis regard<strong>in</strong>g Toyota's superior performance is that their practice of carry<strong>in</strong>galternatives forward reduces <strong>negative</strong> <strong>iteration</strong>, and that the reduction is more thansufficient to offset time "wasted" on unused alternatives.As regards hav<strong>in</strong>g the time to carry alternatives forward, that would seem to be afunction of understand<strong>in</strong>g when decisions must be made lest we lose the opportunity to11 The term "set-based concurrent eng<strong>in</strong>eer<strong>in</strong>g" is not used by Yazdani (1999), but his "dynamic" model ofthe product development process appears to be virtually identical to Ward and Sobek's "set-based"models (Ward et al., 1995; Sobek et al., 1999).
Ballard IGLC-8 4select a given alternative. We need to know how long it takes to actually create or realizean alternative. Understand<strong>in</strong>g its variability, we can add safety-time to that lead-time <strong>in</strong>order to determ<strong>in</strong>e the last responsible moment. 12It is perhaps apparent that choos<strong>in</strong>g to carry forward multiple alternatives gives moretime for analysis and thus can contribute to better <strong>design</strong> decisions. The rush to narrow toa s<strong>in</strong>gle alternative appears to us to be motivated most often by habits of th<strong>in</strong>k<strong>in</strong>g andaction <strong>in</strong>culcated <strong>in</strong> traditional education and <strong>in</strong>dustry practice, although lack of memorycapacity may also be a constra<strong>in</strong>t (e.g., see Tommele<strong>in</strong> et al., 1991).Three of the four authors of the orig<strong>in</strong>al paper (Ward et al.) on Toyota's productdevelopment practice published a second paper last year (Sobek et al. 1999), <strong>in</strong> whichthey presented the pr<strong>in</strong>ciples of SBD:1. Map the <strong>design</strong> space.2. Integrate by <strong>in</strong>tersection.3. Establish feasibility before commitment.Mapp<strong>in</strong>g the <strong>design</strong> space is identify<strong>in</strong>g the set of alternatives or range of values to becarried forward. All <strong>design</strong> contributors are freed to develop their work, as long as theystay with<strong>in</strong> those boundaries; i.e., with<strong>in</strong> that '<strong>design</strong> space'. Integrat<strong>in</strong>g by <strong>in</strong>tersectionmeans look<strong>in</strong>g for solutions with<strong>in</strong> the <strong>in</strong>tersections of sets or <strong>in</strong>tervals. For example,various <strong>in</strong>terface dimensions can be specified for mat<strong>in</strong>g components such as seats,dashboards, and body panels (see Figure 4). The search for solutions is focused on theshared values for those dimensions. Establish<strong>in</strong>g feasibility before commitment refers tothe obligation of a <strong>design</strong> contributor to ma<strong>in</strong>ta<strong>in</strong> consistency with the preexist<strong>in</strong>g <strong>design</strong>.This is radically different from po<strong>in</strong>t-based <strong>design</strong>, <strong>in</strong> which each <strong>design</strong> contribution may<strong>in</strong>validate all previous work. As an example, consider the beam penetration casepresented above.DashboardSeatsBodyPanelsSolution Space12 There appears to be an opportunity for alternatives such as concrete and steel superstructures to competeon lead time. Shorter, less variable lead times would allow delay<strong>in</strong>g <strong>design</strong> decisions to accommodatecustomer needs for late-break<strong>in</strong>g <strong>in</strong>formation, or could be used to shorten overall project durations.
Ballard IGLC-8 5Figure 4: Integrate by IntersectionSBD is said to have many benefits: The follow<strong>in</strong>g list is drawn from the papers by Wardand Sobek:1. Enables reliable, efficient communication.-Vs po<strong>in</strong>t-based <strong>design</strong>, <strong>in</strong> which each change may <strong>in</strong>validate all previousdecisions.2. Waste little time on detailed <strong>design</strong>s that can’t be built.3. Reduces the number and length of meet<strong>in</strong>gs.4. Bases the most critical, early decisions on data.5. Promotes <strong>in</strong>stitutional learn<strong>in</strong>g.6. Helps delay decisions on variable values until they become essential forcompletion of the project.7. Artificial conflicts and needless <strong>iteration</strong>s of negotiations are avoided.8. The <strong>in</strong>itiator of a change reta<strong>in</strong>s responsibility for ma<strong>in</strong>ta<strong>in</strong><strong>in</strong>g consistency.LEAN DESIGN GROUP OF SÃO PAULOThe <strong>Lean</strong> <strong>Construction</strong> <strong>Institute</strong> (LCI) is a bus<strong>in</strong>ess partner <strong>in</strong> a newly formed <strong>design</strong> firm<strong>in</strong> São Paulo, Brazil. The <strong>Lean</strong> Design Group consists of LCI, CFA (architectural),Projetar (mechanical and electrical eng<strong>in</strong>eer<strong>in</strong>g), Gramont (civil/structural eng<strong>in</strong>eer<strong>in</strong>g),and PIC (production management). The pr<strong>in</strong>cipals are Greg Howell (LCI), Glenn Ballard(LCI), Henrique Cambiaghi (CFA), Fabio Pimenta (Projetar), Francisco Graziano(Gramont), and Federico Orecchia (PIC).The <strong>Lean</strong> Design Group recently began to experiment with lean <strong>design</strong> techniquessuggested to them by this author. They first tested the basic idea (which they termed "setbased<strong>design</strong>") on several <strong>design</strong> firms <strong>in</strong> the area. The idea was to depart from theirtraditional practice of produc<strong>in</strong>g only completed <strong>design</strong> outputs, and rather share<strong>in</strong>complete <strong>in</strong>formation as needed by others to get started. "When the method wasexpla<strong>in</strong>ed, all of them ended up not only to agree with the concept but also gotenthusiastic and helped list advantages…." "…we got the sensation of "how <strong>in</strong> hell didn'twe th<strong>in</strong>k of this before-it's obvious!" 13Based on these prelim<strong>in</strong>ary discussions, the advantages expected were: 1) reduced<strong>design</strong> duration and cost by do<strong>in</strong>g <strong>design</strong> work more concurrently, the key to which wouldbe reduc<strong>in</strong>g the batch size; i.e., produc<strong>in</strong>g <strong>in</strong>complete <strong>in</strong>formation, but sufficient torelease work to someone else. 2) <strong>in</strong>creased <strong>design</strong> efficiency from better communicationsamong members of the <strong>design</strong> team.They then prepared to try out this new approach on the <strong>design</strong> of a series ofsupermarkets. The relevant plann<strong>in</strong>g actions were:-"…each task was programmed to beg<strong>in</strong> as soon as there is enough <strong>in</strong>put data topermit the beg<strong>in</strong>n<strong>in</strong>g of any conceptual work…."-"We def<strong>in</strong>ed, for each task, what were the real goals of the task, which piece of<strong>in</strong>formation is really needed by other teams, and what is the tolerance thatmay be accepted, so that every team may work exactly on what matters to it."13 All quotes <strong>in</strong> this section are from a private communication-Pimenta to Ballard, 3/25/00.
Ballard IGLC-8 6-The <strong>design</strong> schedule thus produced was adjusted to "…result <strong>in</strong> cont<strong>in</strong>uouswork, so that our team can be kept the same, work<strong>in</strong>g cont<strong>in</strong>uously from thebeg<strong>in</strong>n<strong>in</strong>g until the end of the <strong>design</strong>…."Results expected <strong>in</strong>clude:-Reduction <strong>in</strong> <strong>design</strong> time from 90+ days to 46 days-Eng<strong>in</strong>eers will be able to beg<strong>in</strong> work<strong>in</strong>g 2 days after the architect starts ratherthan wait<strong>in</strong>g 25 days for prelim<strong>in</strong>ary plans-4 coord<strong>in</strong>ation meet<strong>in</strong>gs versus 12-Between 2 and 7 people will be work<strong>in</strong>g on the project at any given time, andnone of them will work less than 14 days. This contrasts will previousprojects, on which the team varied from 1 to 11 people, some of whomworked no more than 2-3 days <strong>in</strong> total.-labor hours reduced by 25-30%-"Decision-mak<strong>in</strong>g will turn out to be an objective, well organized process, <strong>in</strong>which all the possible alternatives and factors of all the teams are taken <strong>in</strong>toaccount, <strong>in</strong>stead of a sequential, isolated process, <strong>in</strong> which decisions are madeseparately by each of the teams, only tak<strong>in</strong>g <strong>in</strong>to consideration their ownconvenience, and not the impact of the decision on the other teams."Application of these plans and test<strong>in</strong>g of these expectations was to have begun <strong>in</strong> April2000 and will be published as soon as possible.CONCLUSIONSNegative <strong>iteration</strong> is an important source of waste <strong>in</strong> <strong>design</strong>, but can be reduced by theapplication of techniques such as team problem solv<strong>in</strong>g, <strong>design</strong> structure matrix, batchsize reduction, least commitment, and set-based <strong>design</strong>. These techniques seem to fall <strong>in</strong>tocategories: restructur<strong>in</strong>g the <strong>design</strong> process, reorganiz<strong>in</strong>g the <strong>design</strong> process, manag<strong>in</strong>gthe <strong>design</strong> process differently than traditionally, and lastly over<strong>design</strong><strong>in</strong>g, when there is nobetter solution (Table 3).Table 3: Strategies for Reduc<strong>in</strong>g Negative Iteration Restructure the <strong>design</strong> process-use DSM to resequence-use pull schedul<strong>in</strong>g to reduce batch sizesand achieve greater concurrency Reorganize the <strong>design</strong> process-make cross functional teams the organizational unit-use team problem solv<strong>in</strong>g (call a meet<strong>in</strong>g)-share ranges of acceptable solutions Change how the <strong>design</strong> process is managed-pursue a least commitment strategy-defer this decision (defer commitment)-practice set-based <strong>design</strong>-use the Last Planner system of production control
Ballard IGLC-8 7Over<strong>design</strong> (<strong>design</strong> redundancy) when all else failsMuch excit<strong>in</strong>g research is needed to develop the techniques identified thus far and todevelop new techniques. This author <strong>in</strong>tends to experiment with all the techniques andstrategies discussed <strong>in</strong> the paper, but <strong>in</strong>itial emphasis will be on the application of the<strong>design</strong> structure matrix, organiz<strong>in</strong>g around cross functional teams, reduc<strong>in</strong>g batch sizes <strong>in</strong><strong>design</strong>, apply<strong>in</strong>g Last Planner to <strong>design</strong>, and practic<strong>in</strong>g a least commitment strategy. Someof this research will be done <strong>in</strong> collaboration with other research <strong>in</strong>stitutions, such as theUniversity of California at Berkeley, Loughborough University, Stanford's Center forIntegrated Facilities Eng<strong>in</strong>eer<strong>in</strong>g, and the Centre for <strong>Construction</strong> Innovation at theUniversity of New South Wales. Some will be done through our <strong>Lean</strong> Design Group <strong>in</strong>Brazil and through member companies of our <strong>Lean</strong> <strong>Construction</strong> <strong>Institute</strong>. Some will bedone through research-m<strong>in</strong>ded <strong>in</strong>dustry practitioners such as Frank McLeod ofWSP/BAA.In addition to the areas mentioned, work is needed to better understand and exploit thecontributions of artificial <strong>in</strong>telligence to this issue of reduc<strong>in</strong>g <strong>negative</strong> <strong>iteration</strong> and to<strong>design</strong> management generally.F<strong>in</strong>ally, <strong>in</strong> parallel with work on reduc<strong>in</strong>g <strong>negative</strong> <strong>iteration</strong>, research is also underwayon generat<strong>in</strong>g value through promot<strong>in</strong>g <strong>positive</strong> <strong>iteration</strong>, to which several of thetechniques and strategies discussed are relevant; e.g., the organizational strategy of crossfunctional teams. The focus of the value generation research is on the project def<strong>in</strong>itionprocess, and m<strong>in</strong>imiz<strong>in</strong>g value loss through better control of handoffs. Researchers<strong>in</strong>terested <strong>in</strong> any or all of these issues are emphatically <strong>in</strong>vited to collaborate.REFERENCESAlarcon, L. (editor) (1997). <strong>Lean</strong> <strong>Construction</strong>. A.A. Balkema, Rotterdam, TheNetherlands, 497 pp.Aust<strong>in</strong>, S., Baldw<strong>in</strong>, A., Li, B. & Waskett, P. (1998) "Analytical Design Plann<strong>in</strong>gTechnique (ADePT): A Dependency Structure Matrix Tool to Schedule the Build<strong>in</strong>gDesign Process." <strong>Construction</strong> Management and Economics, December, 1999.Ballard, Glenn (1999a). “Improv<strong>in</strong>g Work Flow Reliability”. Proceed<strong>in</strong>gs of the 7 thAnnual Conference of the International Group for <strong>Lean</strong> <strong>Construction</strong>, University ofCalifornia, Berkeley, CA. p. 275-286.Ballard, Glenn (1999b). "Can Pull Techniques Be Used In Design?" Proceed<strong>in</strong>gs of theConference on Concurrent Eng<strong>in</strong>eer<strong>in</strong>g <strong>in</strong> <strong>Construction</strong>, Espoo, F<strong>in</strong>land, August1999. 18 pages.Clark, Kim B. & Fujimoto, T. (1991). Product Development Performance, HarvardBus<strong>in</strong>ess Press, Cambridge, MA.Juran, Joseph, and Gryna, Frank M., Jr. (1986). Quality Plann<strong>in</strong>g and Analysis. McGraw-Hill, New York.Koskela, L. & Huovila, P. (1997). “On Foundations of Concurrent Eng<strong>in</strong>eer<strong>in</strong>g” <strong>in</strong>Anumba, C. and Evbuomwan, N. (eds.). Concurrent Eng<strong>in</strong>eer<strong>in</strong>g <strong>in</strong> <strong>Construction</strong>CEC97. London 3-4 July. The Institution of Structural Eng<strong>in</strong>eers, London, 22-32.
Ballard IGLC-8 8Koskela, L., Ballard, G., and Tanhuanpaa, Vęli-Pękka (1997). “Towards <strong>Lean</strong> DesignManagement”. Proceed<strong>in</strong>gs of the 5 th annual conference of the International Groupfor <strong>Lean</strong> <strong>Construction</strong>, Gold Coast, Australia. Lawson, Bryan (1997). How Designers Th<strong>in</strong>k, 3 rd edition. The Architectural Press Ltd.,London, U.K.Lottaz, Claudio, Clément, Denis E., Falt<strong>in</strong>gs, Boi V., and Smith, Ian F. C. (1999).“Constra<strong>in</strong>t-Based Support for Collaboration <strong>in</strong> Design and <strong>Construction</strong>”. Journal ofComput<strong>in</strong>g <strong>in</strong> Civil Eng<strong>in</strong>eer<strong>in</strong>g, ASCE, New York, 23-35.Ohno, Taiichi (1988). Toyota Production System: Beyond Large-Scale Production.Productivity Press, Cambridge, Massachusetts. (Translation not credited.)Pimenta, Fabio (2000). Personal communication to Glenn Ballard.Re<strong>in</strong>ertsen, Donald G. (1997). Manag<strong>in</strong>g the Design Factory. The Free Press, New York.269 pp.Sobek, Durward K. II, Ward, Allen C., and Liker, Jeffrey K. (1999). "Toyota's Pr<strong>in</strong>ciplesof Set-Based Concurrent Eng<strong>in</strong>eer<strong>in</strong>g." Sloan Management Review, W<strong>in</strong>ter 1999.Tommele<strong>in</strong>, I.D., Levitt, R.E., Hayes-Roth, B., and Confrey, T. (1991). "SightPlanExperiments: Alternate Strategies for Site Layout Design" Journal of Comput<strong>in</strong>g <strong>in</strong>Civil Eng<strong>in</strong>eer<strong>in</strong>g, ASCE, Vol 5, No. 1, pp 42-63.Ulrich, Karl T. and Epp<strong>in</strong>ger, Steven D. (1999). Product Design and Development, 2 ndedition. McGraw-Hill, NY, NY.Ward, Allen, Jeffrey K. Liker, John J. Cristiano, and Durward K. Sobek II (1995). “TheSecond Toyota Paradox: How Delay<strong>in</strong>g Decisions Can Make Better Cars Faster”.Sloan Management Review, Spr<strong>in</strong>g 1995, pp. 43-61.Yazdani, Baback and Holmes, Christopher (1999). "Four Models of Design Def<strong>in</strong>ition:Sequential, Design Centered, Concurrent and Dynamic". Journal of Eng<strong>in</strong>eer<strong>in</strong>gDesign, Vol 10, No. 1.