Design of Extrusion Dies - Kostic - Northern Illinois University
Design of Extrusion Dies - Kostic - Northern Illinois University
Design of Extrusion Dies - Kostic - Northern Illinois University

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
634 <strong>Design</strong> <strong>of</strong> <strong>Extrusion</strong> <strong>Dies</strong><br />
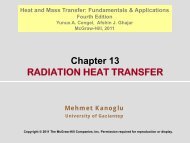
Fig. 1 Coat hanger-type sheet die concept (A): (1) central inlet port; (2) manifold (distributes melt); (3) island (along with manifold,<br />
provides uniform pressure drop from inlet to die lip; (4) die lip (die exit forms a wide slit); and schematic <strong>of</strong> sheet die (B): (1)<br />
upper die plate; (2) lower die plate; (3) manifold; (4) island; (5) choker bar; (6) choker bar adjustment bolt; (7) flex die lip; (8) flex<br />
lip adjustment bolt; (9) lower lip; (10) die bolt; (11) heater cartridge.<br />
The shear thinning causes the volumetric flow to be<br />
very sensitive to slight changes in die geometry. For<br />
example, the flow for a typical polymer melt through<br />
a slit will vary with the cubic thickness <strong>of</strong> the gap.<br />
Thus, a small change in the die gap along the contour<br />
<strong>of</strong> the die exit may cause considerable change <strong>of</strong> the<br />
melt flow. The term ‘‘die swell’’ refers to the enlargement<br />
in the direction orthogonal to the flow direction.