Generation, of the energy carrier HYDROGEN In context ... - needs
Generation, of the energy carrier HYDROGEN In context ... - needs
Generation, of the energy carrier HYDROGEN In context ... - needs

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
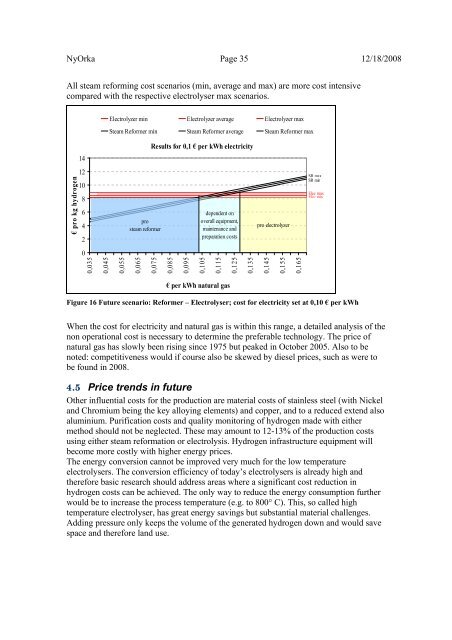
NyOrka Page 35 12/18/2008All steam reforming cost scenarios (min, average and max) are more cost intensivecompared with <strong>the</strong> respective electrolyser max scenarios.Electrolyzer min Electrolyzer average Electrolyzer maxSteam Reformer min Steam Reformer average Steam Reformer maxResults for 0,1 € per kWh electricity14€ pro kg hydrogen12108642prosteam reformerdependent onoverall equipment,maintenance andpreparation costspro electrolyzerSR maxSR minElec maxElec min00,0350,0450,0550,0650,0750,0850,0950,1050,1150,1250,1350,1450,1550,165€ per kWh natural gasFigure 16 Future scenario: Reformer – Electrolyser; cost for electricity set at 0,10 € per kWhWhen <strong>the</strong> cost for electricity and natural gas is within this range, a detailed analysis <strong>of</strong> <strong>the</strong>non operational cost is necessary to determine <strong>the</strong> preferable technology. The price <strong>of</strong>natural gas has slowly been rising since 1975 but peaked in October 2005. Also to benoted: competitiveness would if course also be skewed by diesel prices, such as were tobe found in 2008.4.5 Price trends in futureO<strong>the</strong>r influential costs for <strong>the</strong> production are material costs <strong>of</strong> stainless steel (with Nickeland Chromium being <strong>the</strong> key alloying elements) and copper, and to a reduced extend alsoaluminium. Purification costs and quality monitoring <strong>of</strong> hydrogen made with ei<strong>the</strong>rmethod should not be neglected. These may amount to 12-13% <strong>of</strong> <strong>the</strong> production costsusing ei<strong>the</strong>r steam reformation or electrolysis. Hydrogen infrastructure equipment willbecome more costly with higher <strong>energy</strong> prices.The <strong>energy</strong> conversion cannot be improved very much for <strong>the</strong> low temperatureelectrolysers. The conversion efficiency <strong>of</strong> today’s electrolysers is already high and<strong>the</strong>refore basic research should address areas where a significant cost reduction inhydrogen costs can be achieved. The only way to reduce <strong>the</strong> <strong>energy</strong> consumption fur<strong>the</strong>rwould be to increase <strong>the</strong> process temperature (e.g. to 800° C). This, so called hightemperature electrolyser, has great <strong>energy</strong> savings but substantial material challenges.Adding pressure only keeps <strong>the</strong> volume <strong>of</strong> <strong>the</strong> generated hydrogen down and would savespace and <strong>the</strong>refore land use.