

World Wide Welding - Esab
World Wide Welding - Esab
World Wide Welding - Esab
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
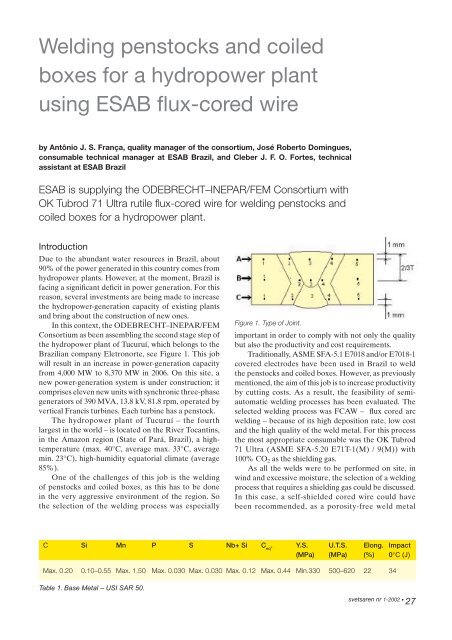
<strong>Welding</strong> penstocks and coiledboxes for a hydropower plantusing ESAB flux-cored wireby Antônio J. S. França, quality manager of the consortium, José Roberto Domingues,consumable technical manager at ESAB Brazil, and Cleber J. F. O. Fortes, technicalassistant at ESAB BrazilESAB is supplying the ODEBRECHT–INEPAR/FEM Consortium withOK Tubrod 71 Ultra rutile fl ux-cored wire for welding penstocks andcoiled boxes for a hydropower plant.IntroductionDue to the abundant water resources in Brazil, about90% of the power generated in this country comes fromhydropower plants. However, at the moment, Brazil isfacing a significant deficit in power generation. For thisreason, several investments are being made to increasethe hydropower-generation capacity of existing plantsand bring about the construction of new ones.In this context, the ODEBRECHT–INEPAR/FEMConsortium as been assembling the second stage step ofthe hydropower plant of Tucuruí, which belongs to theBrazilian company Eletronorte, see Figure 1. This jobwill result in an increase in power-generation capacityfrom 4,000 MW to 8,370 MW in 2006. On this site, anew power-generation system is under construction; itcomprises eleven new units with synchronic three-phasegenerators of 390 MVA, 13.8 kV, 81.8 rpm, operated byvertical Francis turbines. Each turbine has a penstock.The hydropower plant of Tucuruí – the fourthlargest in the world – is located on the River Tocantins,in the Amazon region (State of Pará, Brazil), a hightemperature(max. 40°C, average max. 33°C, averagemin. 23°C), high-humidity equatorial climate (average85%).One of the challenges of this job is the weldingof penstocks and coiled boxes, as this has to be donein the very aggressive environment of the region. Sothe selection of the welding process was especiallyFigure 1. Type of Joint.important in order to comply with not only the qualitybut also the productivity and cost requirements.Traditionally, ASME SFA-5.1 E7018 and/or E7018-1covered electrodes have been used in Brazil to weldthe penstocks and coiled boxes. However, as previouslymentioned, the aim of this job is to increase productivityby cutting costs. As a result, the feasibility of semiautomaticwelding processes has been evaluated. Theselected welding process was FCAW – flux cored arcwelding – because of its high deposition rate, low costand the high quality of the weld metal. For this processthe most appropriate consumable was the OK Tubrod71 Ultra (ASME SFA-5.20 E71T-1(M) / 9(M)) with100% CO 2 as the shielding gas.As all the welds were to be performed on site, inwind and excessive moisture, the selection of a weldingprocess that requires a shielding gas could be discussed.In this case, a self-shielded cored wire could havebeen recommended, as a porosity-free weld metalC Si Mn P S Nb+ Si C eq. Y.S. U.T.S. Elong. Impact(MPa) (MPa) (%) 0°C (J)Max. 0.20 0.10–0.55 Max. 1.50 Max. 0.030 Max. 0.030 Max. 0.12 Max. 0.44 Min.330 500–620 22 34Table 1. Base Metal – USI SAR 50.svetsaren nr 1-2002 •27













