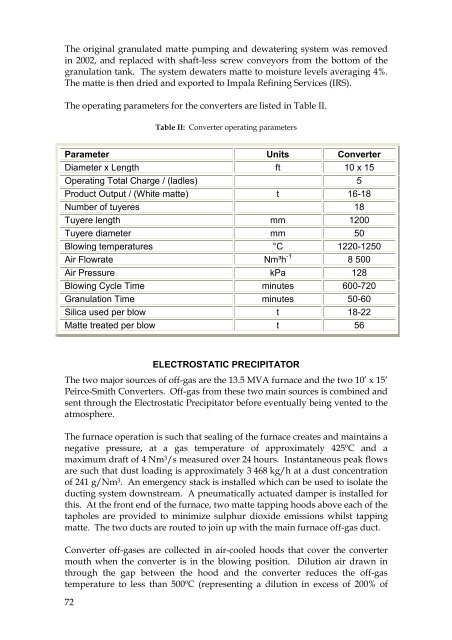
The orig<strong>in</strong>al granulated matte pump<strong>in</strong>g and dewater<strong>in</strong>g system was removed<strong>in</strong> 2002, and replaced with shaft-less screw conveyors from the bottom <strong>of</strong> thegranulation tank. The system dewaters matte to moisture levels averag<strong>in</strong>g 4%.The matte is then dried and exported to Impala Ref<strong>in</strong><strong>in</strong>g Services (IRS).The operat<strong>in</strong>g parameters for the converters are listed <strong>in</strong> Table II.Table II: Converter operat<strong>in</strong>g parametersParameter Units ConverterDiameter x Length ft 10 x 15Operat<strong>in</strong>g Total Charge / (ladles) 5Product Output / (White matte) t 16-18Number <strong>of</strong> tuyeres 18Tuyere length mm 1200Tuyere diameter mm 50Blow<strong>in</strong>g temperatures °C 1220-1250Air Flowrate Nm³h -1 8 500Air Pressure kPa 128Blow<strong>in</strong>g Cycle Time m<strong>in</strong>utes 600-720Granulation Time m<strong>in</strong>utes 50-60Silica used per blow t 18-22Matte treated per blow t 5672ELECTROSTATIC PRECIPITATORThe two major sources <strong>of</strong> <strong>of</strong>f-gas are the 13.5 MVA furnace and the two 10’ x 15’Peirce-Smith Converters. Off-gas from these two ma<strong>in</strong> sources is comb<strong>in</strong>ed andsent through the Electrostatic Precipitator before eventually be<strong>in</strong>g vented to theatmosphere.The furnace operation is such that seal<strong>in</strong>g <strong>of</strong> the furnace creates and ma<strong>in</strong>ta<strong>in</strong>s anegative pressure, at a gas temperature <strong>of</strong> approximately 425ºC and amaximum draft <strong>of</strong> 4 Nm 3 /s measured over 24 hours. Instantaneous peak flowsare such that dust load<strong>in</strong>g is approximately 3 468 kg/h at a dust concentration<strong>of</strong> 241 g/Nm 3 . <strong>An</strong> emergency stack is <strong>in</strong>stalled which can be used to isolate theduct<strong>in</strong>g system downstream. A pneumatically actuated damper is <strong>in</strong>stalled forthis. At the front end <strong>of</strong> the furnace, two matte tapp<strong>in</strong>g hoods above each <strong>of</strong> thetapholes are provided to m<strong>in</strong>imize sulphur dioxide emissions whilst tapp<strong>in</strong>gmatte. The two ducts are routed to jo<strong>in</strong> up with the ma<strong>in</strong> furnace <strong>of</strong>f-gas duct.Converter <strong>of</strong>f-gases are collected <strong>in</strong> air-cooled hoods that cover the convertermouth when the converter is <strong>in</strong> the blow<strong>in</strong>g position. Dilution air drawn <strong>in</strong>through the gap between the hood and the converter reduces the <strong>of</strong>f-gastemperature to less than 500ºC (represent<strong>in</strong>g a dilution <strong>in</strong> excess <strong>of</strong> 200% <strong>of</strong>
process blow<strong>in</strong>g gas). The gas handl<strong>in</strong>g system is based on an <strong>in</strong>stantaneouspeak flow, with a maximum temperature <strong>of</strong> 450ºC, gas flow <strong>of</strong> 9.8 Nm 3 /s, dustload<strong>in</strong>g <strong>of</strong> 240 kg/h, and a dust concentration <strong>of</strong> 6.8 g/Nm 3 . At the apex <strong>of</strong> theconverter hood is a gas distribution box where gas flow is either to theconverter <strong>of</strong>f-gas duct or to the emergency stack.The furnace and converter <strong>of</strong>f-gas are routed to enter a mix<strong>in</strong>g chamber justahead <strong>of</strong> a three-field electrostatic precipitator. The mix<strong>in</strong>g chamber effectivelymixes converter and furnace <strong>of</strong>f-gases before they enter the ESP. A mix<strong>in</strong>gchamber dilution damper modulates the flow to bleed <strong>in</strong> cold air to control theprecipitator <strong>in</strong>let temperature to 350ºC. In the precipitator, there are 15collector plates per electrode field; each collector plate is 11 m high and 3.5 mlong, provid<strong>in</strong>g a total collection surface area <strong>of</strong> 1 155 m 2 per electrostatic field.The precipitator is designed for the follow<strong>in</strong>g operat<strong>in</strong>g conditions - gas volume<strong>of</strong> 13.78 Nm 3 /s, operat<strong>in</strong>g temperature <strong>of</strong> 350ºC, <strong>in</strong>let dust <strong>of</strong> 64.3 g/Nm 3 , and aprecipitator <strong>in</strong>let pressure <strong>of</strong> 1.2 kPa. The precipitator has an outlet dustload<strong>in</strong>g <strong>of</strong> 50 mg/Nm 3 and a collection efficiency 99.9%. In 2003, a CO monitorwas <strong>in</strong>stalled follow<strong>in</strong>g an explosion <strong>in</strong> the precipitator. The explosion wassuspected to have been caused by coal, which was be<strong>in</strong>g used <strong>in</strong> the converters.CONCLUSIONThe <strong>Zimplats</strong> Smelter has undergone some design changes s<strong>in</strong>ce it wascommissioned <strong>in</strong> 1997: these be<strong>in</strong>g the Hatch modifications <strong>in</strong> 1998, and the<strong>Zimplats</strong> modifications from 2001 to 2005.The design between 1997 and 1998 has resulted <strong>in</strong> the furnace be<strong>in</strong>g called an‘Elkem/Hatch’ furnace. The period from January 2002 to the current time hasseen the furnace be<strong>in</strong>g run at full power (12.5 MW) for susta<strong>in</strong>ed periods <strong>of</strong>time.A major run-out occurred <strong>in</strong> July 2003, which saw 25% <strong>of</strong> the furnace sidewalland part <strong>of</strong> the hearth be<strong>in</strong>g repaired locally by <strong>Zimplats</strong>. Furtherimprovements have been implemented, with the ma<strong>in</strong> <strong>in</strong>tention <strong>of</strong> reduc<strong>in</strong>grisk on the furnace and <strong>in</strong>creas<strong>in</strong>g the efficient utilisation <strong>of</strong> smelter unitprocesses.It is the belief <strong>of</strong> <strong>Zimplats</strong> management that the smelter can treat concentrateequivalent to 3.5 Mt/a <strong>of</strong> ore if the furnace undergoes a full rel<strong>in</strong>e.REFERENCES1. J. Sarv<strong>in</strong>is, S. de Vries, K. Jo<strong>in</strong>er, G. van Mierlo, N. Voermann, F. Stober, C. Rule, P. Majoko,Improvements to BHP Hartley Plat<strong>in</strong>um <strong>Smelt<strong>in</strong>g</strong> Furnace, Hatch Associates Ltd,Mississauga, Ontario, Canada.2. H. Wepener, B. Kruger, and W. Beylevled, Audit <strong>of</strong> the <strong>Zimplats</strong> Smelter, October 2001.3. Overview <strong>of</strong> SMC operations, <strong>Zimplats</strong> <strong>in</strong>ternal document.73