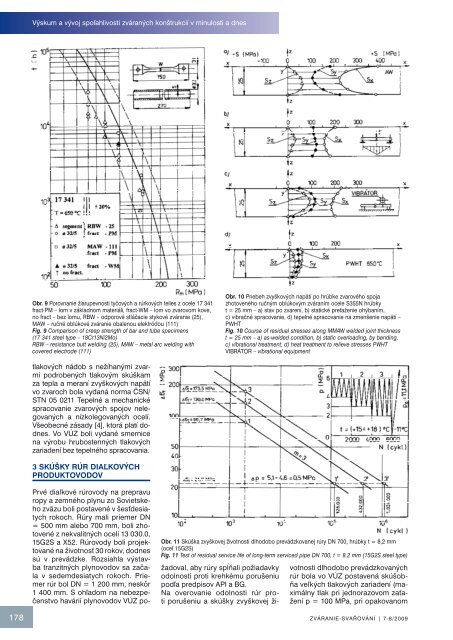
Výskum a vývoj spoľahlivosti zváraných konštrukcií v minulosti a dnesObr. 9 Porovnanie žiarupevnosti tyčových a rúrkových telies z ocele 17 341fract-PM – lom v základnom materiáli, fract-WM – lom vo zvarovom kove,no fract – bez lomu, RBW – odporové stláčacie stykové zváranie (25),MAW – ručné oblúkové zváranie obalenou elektródou (111)Fig. 9 Comparison of creep strength of bar and tube specimens(17 341 steel type – 18Cr13Ni2Mo)RBW – resistance butt welding (25), MAW – metal arc welding withcovered electrode (111)Obr. 10 Priebeh zvyškových napätí po hrúbke zvarového spojazhotoveného ručným oblúkovým zváraním ocele S355N hrúbkyt = 25 mm – a) stav po zvarení, b) statické preťaženie ohýbaním,c) vibračné spracovanie, d) tepelné spracovanie na zmenšenie napätí –PWHTFig. 10 Course of residual stresses along MMAW welded joint thicknesst = 25 mm – a) as-welded condition, b) static overloading, by bending,c) vibrational treatment, d) heat treatment to relieve stresses PWHTVIBRÁTOR – vibrational equipmenttlakových nádob s nežíhanými zvarmipodrobených tlakovým skúškamza tepla a meraní zvyškových napätívo zvaroch bola vydaná norma ČSN/STN 05 0211 Tepelné a mechanickéspracovanie zvarových spojov nelegovanýcha nízkolegovaných ocelí.Všeobecné zásady [4], ktorá platí dodnes.Vo VÚZ boli vydané smernicena výrobu hrubostenných tlakovýchzariadení bez tepelného spracovania.3 SKÚŠKY RÚR DIAĽKOVÝCHPRODUKTOVODOVObr. 11 Skúška zvyškovej životnosti dlhodobo prevádzkovanej rúry DN 700, hrúbky t = 8,2 mm(oceľ 15G2S)Fig. 11 Test of residual service life of long-term serviced pipe DN 700, t = 8.2 mm (15G2S steel type)Prvé diaľkové rúrovody na prepravuropy a zemného plynu zo Sovietskehozväzu boli postavené v šesťdesiatychrokoch. Rúry mali priemer DN= 500 mm alebo 700 mm, boli zhotovenéz nekvalitných ocelí 13 030.0,15G2S a X52. Rúrovody boli projektovanéna životnosť 30 rokov, dodnessú v prevádzke. Rozsiahla výstavbatranzitných plynovodov sa začalav sedemdesiatych rokoch. Priemerrúr bol DN = 1 200 mm, neskôr1 400 mm. S ohľadom na nebezpečenstvohavárií plynovodov VÚZ požadoval,aby rúry spĺňali požiadavkyodolnosti proti krehkému porušeniupodľa predpisov API a BG.Na overovanie odolnosti rúr protiporušeniu a skúšky zvyškovej životnostidlhodobo prevádzkovanýchrúr bola vo VÚZ postavená skúšobňaveľkých tlakových zariadení (maximálnytlak pri jednorazovom zaťaženíp = 100 MPa, pri opakovanom178 ZVÁRANIE-SVAŘOVÁNÍ | 7-8/<strong>2009</strong>
ODBORNÉ ČLÁNKYTab. 1 Vplyv tepelného príkonu zvárania Q na húževnatosť zvarového kovu spoja skúšobnej vzorky pre bratislavský most ApolloTab. 1 Effect of heat input of welding Q on toughness of weld metal of the joint of specimen of Bratislava Apollo bridgeOceľ označenieSteel designationS355MLMCE-14S355MLMCE-20S355MTM 11/07S355NHM 8/08S355NHM 8/08S355NHM 8/08Spôsob, polohaProcess, positionMAG, 135PAMAG, 135PAMMA, 111PFMMA, 111PCMMA, 111PCMMA, 111PFV – V zvar – V weld, K – K zvar – K weldHrúbkaThicknesst(mm)Q(kJ/mm)R S eH(MPa)R W eL(MPa)25 2,5 433 50925 1,0 433 52725402525V: 1,2 – 1,8K: 2,6 – 3,0V: 0,7 – 1,2K: 2,8V: 0,64K: 2,10V: 46K: 2,26365 460375 475380 460380 469KV (J)T (°C)67/23(–40 °C)129/105(–40 °C)116/48(–20 °C)147/8120(–20 °C)169(–20 °C)86/28(–20 °C)K CJ(MPa√m)T (°C)170(–30 °C)275(–30 °C)158(–20 °C)73/60(–20 °C)92/78(–20 °C)96/80(–20 °C)zaťažení p = 50 MPa, minimálnaskúšobná teplota T = –30 °C).Postup skúšky a stanovenie zvyškovejživotnosti dlhodobo prevádzkovanejrúry plynovodu (viac než 30 rokov)je na obr. 1<strong>1.</strong> Rozmery rúry sú:DN 700, hrúbka steny t = 8,2 mm.Špirálovo zváraná rúra je z ocele15G2S (0,13 % C, 1,36 % Mn, 0,89 %Si, R e= 380 MPa), prechodová teplotaTDW75% = +23°C. Po opakovanomzaťažovaní s blokmi tlakovΔp = 2,0 MPa, 3,0 MPa a 4,0 MPapo N = 2 000 kmitov bol vytvorenývrub do špirálového zvaru do hĺbkya = 4,1 mm, modelová nádoba bolaochladená na T = –11 °C a zaťaženádo porušenia. Porušenie nastalo pritlaku p c= 11,1 MPa (max. prevádzkovýtlak je p = 5,1 MPa). Za predpokladu,že významné zmeny tlakuΔp = 0,5 MPa sú dvakrát denne, vypočítanázvyšková životnosť skúšanejrúry je vyše 2 000 rokov [16].4 VOĽBA ZVÁRACÍCHMATERIÁLOV NA VÝROBUOCEĽOVÝCH KONŠTRUKCIÍZ poznatkov z praxe bolo známe, žemedza klzu zvarového kovu R W môže ebyť o málo vyššia (maximálne o 20 %)ako medza klzu základného materiáluR S . Väčší rozdiel je nepriaznivý.ePri použití pevnejších zvarových kovovv tupých spojoch s čiastočnýmprievarom alebo v kútových zvarochkrížových spojov tvárne porušenienenastane v krčku zvaru, ale v základnommateriáli šmykovým lomom(asi pod 45° uhlom). Pevnosť v šmykuRm S mäkkých ocelí je asi (0,80 až0,86) R m(pevnosti v ťahu). Potompriaznivý vplyv vyššej pevnosti zvarovéhokovu R W mje do:R W m = (1,13 až 1,22) RS m .Tieto úvahy boli potvrdené skúškamitupých spojov s čiastočným prievaromvykonanými vo VÚZ Považanomv r. 1977 [17].Havárie provizórneho hradenia (rozmer34 m x 14,4 m) v 12/1989 a neskôrdolnej vratne plavebnej komoryVodného diela Gabčíkovo (19,5 mx 22 m) v 3/1994 potvrdili, že významnevyššia medza klzu zvarovéhokovu R W eako medza klzu oceleR S emôže spôsobiť krehké porušeniekonštrukcie. Vhodný pomer R W e /RS je ezvlášť dôležitý v oblastiach koncentrácienominálneho napätia (napr.vo zvaroch odbočiek tlakových zariadenía vo zvaroch podobných tvarovýchzmien konštrukcie), kde prispolupôsobení zvyškových napätímôžu vo zvaroch vzniknúť trhlinya porušenie konštrukcie krehkým lomomaj pri prevádzkovom zaťažení.Prípustné charakteristiky zvarovéhokovu sú:R W = e RS +(1 až 100) MPa,eR W = (0,9 až 1,2) m RS . mRázová húževnatosť KCV zvarovéhospoja (WM, HAZ) pri návrhovejteplote T dmusia byť rovnaké alebovyššie ako požadované hodnoty preoceľ. Tieto požiadavky obsahuje národnápríloha normy STN EN 1993-1-8/NA:2007 Eurokód 3. Navrhovanieoceľových konštrukcií. Časť 1-8:Navrhovanie uzlov [18].5 STANOVENIE PODMIENOKZVÁRANIAEurópske normy pre zhotovenieoceľových konštrukcií, vrátane tlakovýchzariadení, požadujú spracovanie„stanovených podmienokzvárania“ – WPS. Účelom WPS je,aby zvarové spoje konštrukcií malipožadovanú kvalitu a vlastnosti.Pre zložité konštrukcie treba maťväčší počet WPS. Tieto sa vyhotoviaspravidla na základe skúseností,ojedinele podľa údajov skúšokzváraných vzoriek – WPQR. V postupochzvárania WPS sa častoudávajú široké rozsahy parametrovzvárania, aby pri výrobe nevznikliproblémy.Tepelný príkon zvárania Q nepriamozávisí od rýchlosti zvárania v a tá odrozkyvu elektródy/drôtu.Pri veľkom rozkyve elektródy jemalá rýchlosť zvárania v a vzrastátepelný príkon Q, čo má nepriaznivývplyv na húževnatosť zvarovéhokovu spoja.Vybrané údaje o vplyve tepelnéhopríkonu zvárania Q na húževnatosťzvarového kovu spoja súv tab. <strong>1.</strong> Skúšobná vzorka zvarovéhospoja pre bratislavský mostApollo sa zhotovila zváraním MAG(135) podľa zvyklostí výrobcu, priQ = 2,5 kJ/mm – zvar nevyhovel.Opravný zvarový spoj zhotovil tenistý zvárač s upravenými parametramizvárania a Q = 1,0 kJ/mm.Zmenou parametrov zvárania, zmenšenímtepelného príkonu zvárania Qsa zvýšila húževnatosť spoja: nárazovápráca KV pri T = –0 °C z KV = 67 J(min. 23 J) na KV = 129 J (min. 105 J)a lomová húževnatosť pri T = –30 °Cz K CJ= 170 MPa√m na K CJ= 275MPa√m.Pri zváraní skúšobnej vzorky hrubejt = 40 mm pre vratne Vodnéhodiela Gabčíkovo v koreňovej častispoja Q = 2,8 kJ/mm bola nárazovápráca KV (–20 °C) = 20 J, nevyhovujúca,vo výplňovej časti spojazváraného „šnurovaním“ Q = 0,7až 1,2 kJ/mm bola KV (–20 °C) =147 J (min. 81 J).ZVÁRANIE-SVAŘOVÁNÍ | 7-8/<strong>2009</strong> 179