

AUTUMN
1SflouO
1SflouO

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Additive Manufacturing at PM Titanium 2015<br />
| contents page | news | events | advertisers’ index | contact |<br />
GN<br />
Trial<br />
GN Temperature<br />
GN<br />
Time<br />
Average<br />
Microhardness<br />
Yield<br />
strength<br />
UTS<br />
EL<br />
Surface<br />
N 2<br />
°C hrs HV MPa MPa % wt%<br />
370 1032 1226 6.9<br />
1 800 4 505 986 1036 4.6 8.5-8.8%<br />
2 900 4 582 885 912 2.9 12-13%<br />
3 900 5 574 875 956 5.2 15-16%<br />
4 900 6.5 660 855 878 2.5 11-18%<br />
5 1030 3 610 765 775 1.2 12-20%<br />
Table 1 Gas nitriding trials with different nitriding processing conditions and mechanical properties of gas nitrided Ti64<br />
bars produced by SLM (compared with the as-built, untreated condition) [3]<br />
Ti-alloys. generate The beneficial microhardness effects of billet, in terms forged and extruded retardation Ti64-samples of crack were growth within at theΔK<br />
range of<br />
360-380 HV [34].<br />
of crack propagation rates. The crack below 20 MPa√m. From data points<br />
Table 2: Gas nitriding trials with different nitriding processing conditions and mechanical properties<br />
of<br />
propagation<br />
gas nitrided Ti64<br />
rates<br />
bars<br />
of<br />
produced<br />
the EBM-built<br />
by SLM.<br />
at very low rates of crack growth<br />
samples GN are GNplotted in GNFig. 8. The Average a threshold Yield of UTS 10 MPa√m ELcan Surface be N 2<br />
Trial results Temperature coincide with Time each other Microhardnessestimated. strength This is higher than the<br />
ºC hrs HV MPa MPa % wt%<br />
except for HT6/HIP. This implies that threshold value of 3.5 MPa√m cited<br />
370 1032 1226 6.9<br />
the 1 temperature 800 increase 4 from HT1 505 for SLM-fabricated 986 1036 Ti-6Al-4V 4.6 in 8.5the<br />
- 8.8%<br />
to 2 HT5/HIP 900 does not influence 4 crack 582 as-built 885 state. 912 2.9 12 - 13%<br />
3 900 5 574 875 956 5.2 15 - 16%<br />
propagation noticeably. At a stress The fracture surfaces of samples<br />
4 900 6.5 660 855 878 2.5 11 - 18%<br />
intensity 5 range 1030 ΔK of 20 3 MPa√m, a 610 HT1 to 765HT5/HIP 775 are smooth, 1.2 whereas 12 - 20%<br />
crack growth rate of 2.5×10 -4 mm/ the fracture surface of HT6/HIP<br />
Ti64 bars produced by SLM (average microhardness of 370 HV, as reported in Table 2) showed no<br />
significant cycle was difference observed. in hardness This value compared is to Ti64 features billet material. a higher Gas nitrided roughness. Ti64 bars High produced<br />
by in SLM good showed agreement a significant with increase the data in average microhardness, roughness of as reported the fracture in Table surface 2. Maximum is<br />
values of microhardness were recorded for a long duration of GN time for 6.5 hours (Trial 4). The<br />
lowest<br />
for solution<br />
GN temperature<br />
treated<br />
(800<br />
and overaged<br />
ºC) for 4 hours (Trial<br />
linked<br />
1) recorded<br />
to crack<br />
least<br />
closure<br />
improvement<br />
in titanium<br />
in terms of<br />
microhardness. Ti-6Al-4V exhibiting The average a bimodal microhardness showed with an increasing a large α-colony trend with size. the increase This, of GN<br />
temperature microstructure. from 800 The ºC to data 900 presently ºC, while the time together was kept same. with However, the lower with tensile the increase yield of<br />
GN time from 5 to 6.5 hours, the average microhardness increased significantly for gas nitrided<br />
Ti64 available bars at temperature shows that of the 900 plane ºC. On strain the other hand, strength, the gas nitrided leading Ti64 to bars a larger at a temperature plastic of<br />
1030 fracture ºC (above toughness -transus KIC for exceeds titanium alloys) for zone 3 hours at the (Trial crack 5) tip, showed is responsible a low average<br />
microhardness 50 MPa√m for compared all heat to Ti64 treatments. bars nitrided for 6.5 for hours the reduced (Trial 4). Maximum crack propagation values of average<br />
microhardness (660 HV) for the gas nitrided Ti64 bars produced by SLM reported low tensile<br />
properties, HT6, however, while gas nitrided causes Ti64 a distinct bars produced by rate SLM observed with high in values sample of tensile HT6/HIP. properties<br />
reported lowest values of average microhardness (505 HV). Microhardness profiles are very<br />
suitable to evaluate the extent of the N 2 diffusion into the sample. The microhardness for cross<br />
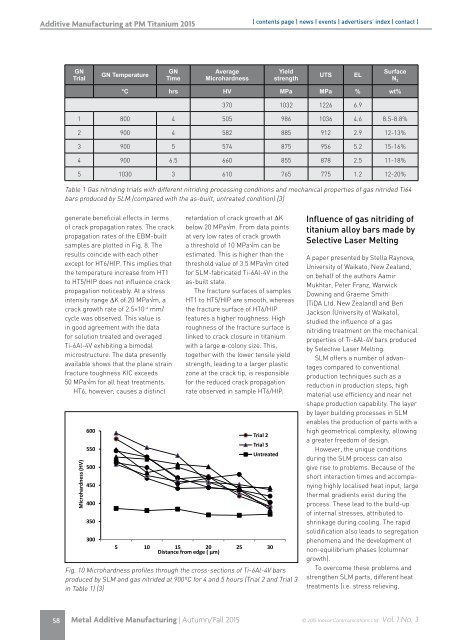
section of eight gas nitrided Ti64 bars (Trial 2 and Trial 3) produced by SLM was examined and<br />
plotted, as shown in Fig. 3.<br />
600<br />
550<br />
500<br />
450<br />
400<br />
350<br />
Trial 2<br />
Trial 3<br />
Untreated<br />
300<br />
5 10 15 20 25 30<br />
Distance from edge ( µm)<br />
Figure 3. Microhardness for cross section of Ti64 bars produced by SLM and gas nitrided at 900 ºC<br />
for 4 and 5 hours (GN Trial 2 and Trial 3)<br />
Fig. 10 Microhardness profiles through the cross-sections of Ti-6Al-4V bars<br />
produced by SLM and gas nitrided at 900ºC for 4 and 5 hours (Trial 2 and Trial 3<br />
in Table 1) [3]<br />
Influence of gas nitriding of<br />
titanium alloy bars made by<br />
Selective Laser Melting<br />
A paper presented by Stella Raynova,<br />
University of Waikato, New Zealand,<br />
on behalf of the authors Aamir<br />
Mukhtar, Peter Franz, Warwick<br />
Downing and Graeme Smith<br />
(TiDA Ltd. New Zealand) and Ben<br />
Jackson (University of Waikato),<br />
studied the influence of a gas<br />
nitriding treatment on the mechanical<br />
properties of Ti-6Al-4V bars produced<br />
by Selective Laser Melting.<br />
SLM offers a number of advantages<br />
compared to conventional<br />
production techniques such as a<br />
reduction in production steps, high<br />
material use efficiency and near net<br />
shape production capability. The layer<br />
by layer building processes in SLM<br />
enables the production of parts with a<br />
high geometrical complexity, allowing<br />
a greater freedom of design.<br />
However, the unique conditions<br />
during the SLM process can also<br />
give rise to problems. Because of the<br />
short interaction times and accompanying<br />
highly localised heat input, large<br />
thermal gradients exist during the<br />
process. These lead to the build-up<br />
of internal stresses, attributed to<br />
shrinkage during cooling. The rapid<br />
solidification also leads to segregation<br />
phenomena and the development of<br />
non-equilibrium phases (columnar<br />
growth).<br />
To overcome these problems and<br />
strengthen SLM parts, different heat<br />
treatments (i.e. stress relieving,<br />
58 Metal Additive Manufacturing | Autumn/Fall 2015<br />
© 2015 Inovar Communications Ltd Vol. 1 No. 3
