


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
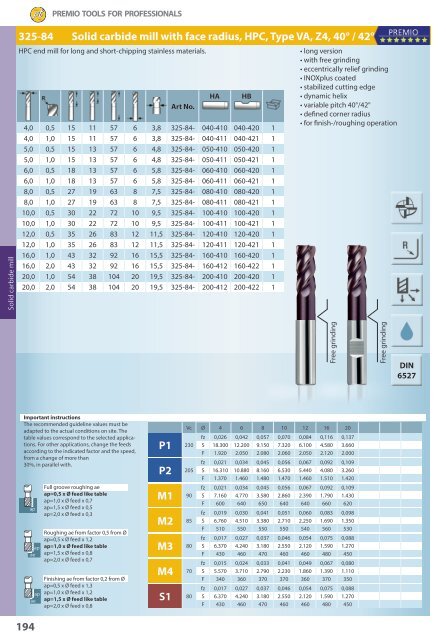
PREMIO TOOLS FOR PROFESSIONALS<br />
Solid carbide mill<br />
325-84<br />
Solid carbide mill with face radius, HPC, Type VA, Z4, 40° / 42°<br />
HPC end mill for long and short-chipping stainless materials.<br />
Art No.<br />
4,0 0,5 15 11 57 6 3,8 325-84- 040-410 040-420 1<br />
4,0 1,0 15 11 57 6 3,8 325-84- 040-411 040-421 1<br />
5,0 0,5 15 13 57 6 4,8 325-84- 050-410 050-420 1<br />
5,0 1,0 15 13 57 6 4,8 325-84- 050-411 050-421 1<br />
6,0 0,5 18 13 57 6 5,8 325-84- 060-410 060-420 1<br />
6,0 1,0 18 13 57 6 5,8 325-84- 060-411 060-421 1<br />
8,0 0,5 27 19 63 8 7,5 325-84- 080-410 080-420 1<br />
8,0 1,0 27 19 63 8 7,5 325-84- 080-411 080-421 1<br />
10,0 0,5 30 22 72 10 9,5 325-84- 100-410 100-420 1<br />
10,0 1,0 30 22 72 10 9,5 325-84- 100-411 100-421 1<br />
12,0 0,5 35 26 83 12 11,5 325-84- 120-410 120-420 1<br />
12,0 1,0 35 26 83 12 11,5 325-84- 120-411 120-421 1<br />
16,0 1,0 43 32 92 16 15,5 325-84- 160-410 160-420 1<br />
16,0 2,0 43 32 92 16 15,5 325-84- 160-412 160-422 1<br />
20,0 1,0 54 38 104 20 19,5 325-84- 200-410 200-420 1<br />
20,0 2,0 54 38 104 20 19,5 325-84- 200-412 200-422 1<br />
HA<br />
HB<br />
• long version<br />
• with free grinding<br />
• eccentrically relief grinding<br />
• INOXplus coated<br />
• stabilized cutting edge<br />
• dynamic helix<br />
• variable pitch 40°/42°<br />
• defined corner radius<br />
• for finish-/roughing operation<br />
Free grinding<br />
Free grinding<br />
DIN<br />
6527<br />
Important instructions<br />
The recommended guideline values must be<br />
adapted to the actual conditions on site. The<br />
table values correspond to the selected applications.<br />
For other applications, change the feeds<br />
according to the indicated factor and the speed,<br />
from a change of more than<br />
30%, in parallel with.<br />
ap<br />
ap<br />
ae<br />
ap<br />
ae<br />
Full groove roughing ae<br />
ap=0,5 x Ø feed like table<br />
ap=1,0 x Ø feed x 0,7<br />
ap=1,5 x Ø feed x 0,5<br />
ap=2,0 x Ø feed x 0,3<br />
Roughing ae from factor 0,5 from Ø<br />
ap=0,5 x Ø feed x 1,2<br />
ap=1,0 x Ø feed like table<br />
ap=1,5 x Ø feed x 0,8<br />
ap=2,0 x Ø feed x 0,7<br />
Finishing ae from factor 0,2 from Ø<br />
ap=0,5 x Ø feed x 1,3<br />
ap=1,0 x Ø feed x 1,2<br />
ap=1,5 x Ø feed like table<br />
ap=2,0 x Ø feed x 0,8<br />
Vc<br />
P1 230<br />
P2 205<br />
M1 90<br />
M2 85<br />
M3 80<br />
M4 70<br />
S1 80<br />
Ø 4 6 8 10 12 16 20<br />
fz 0,026 0,042 0,057 0,070 0,084 0,116 0,137<br />
S 18.300 12.200 9.150 7.320 6.100 4.580 3.660<br />
F 1.920 2.050 2.080 2.060 2.050 2.120 2.000<br />
fz 0,021 0,034 0,045 0,056 0,067 0,092 0,109<br />
S 16.310 10.880 8.160 6.530 5.440 4.080 3.260<br />
F 1.370 1.460 1.480 1.470 1.460 1.510 1.420<br />
fz 0,021 0,034 0,045 0,056 0,067 0,092 0,109<br />
S 7.160 4.770 3.580 2.860 2.390 1.790 1.430<br />
F 600 640 650 640 640 660 620<br />
fz 0,019 0,030 0,041 0,051 0,060 0,083 0,098<br />
S 6.760 4.510 3.380 2.710 2.250 1.690 1.350<br />
F 510 550 550 550 540 560 530<br />
fz 0,017 0,027 0,037 0,046 0,054 0,075 0,088<br />
S 6.370 4.240 3.180 2.550 2.120 1.590 1.270<br />
F 430 460 470 460 460 480 450<br />
fz 0,015 0,024 0,033 0,041 0,049 0,067 0,080<br />
S 5.570 3.710 2.790 2.230 1.860 1.390 1.110<br />
F 340 360 370 370 360 370 350<br />
fz 0,017 0,027 0,037 0,046 0,054 0,075 0,088<br />
S 6.370 4.240 3.180 2.550 2.120 1.590 1.270<br />
F 430 460 470 460 460 480 450<br />
194

